Известен способ сварки металлов давлением в твердой фазе, при котором зону соединения изолируют, обкладывая стык вспомогательным материалом.
Предлагаемый способ позволяет повысить качество соединения при сварке тугоплавких и высокоактивных металлов благодаря тому, что стык обкладывают металлом с температурой илавлеиия пиже температуры плавления свариваемого металла и в процессе сварки расплавляют его.
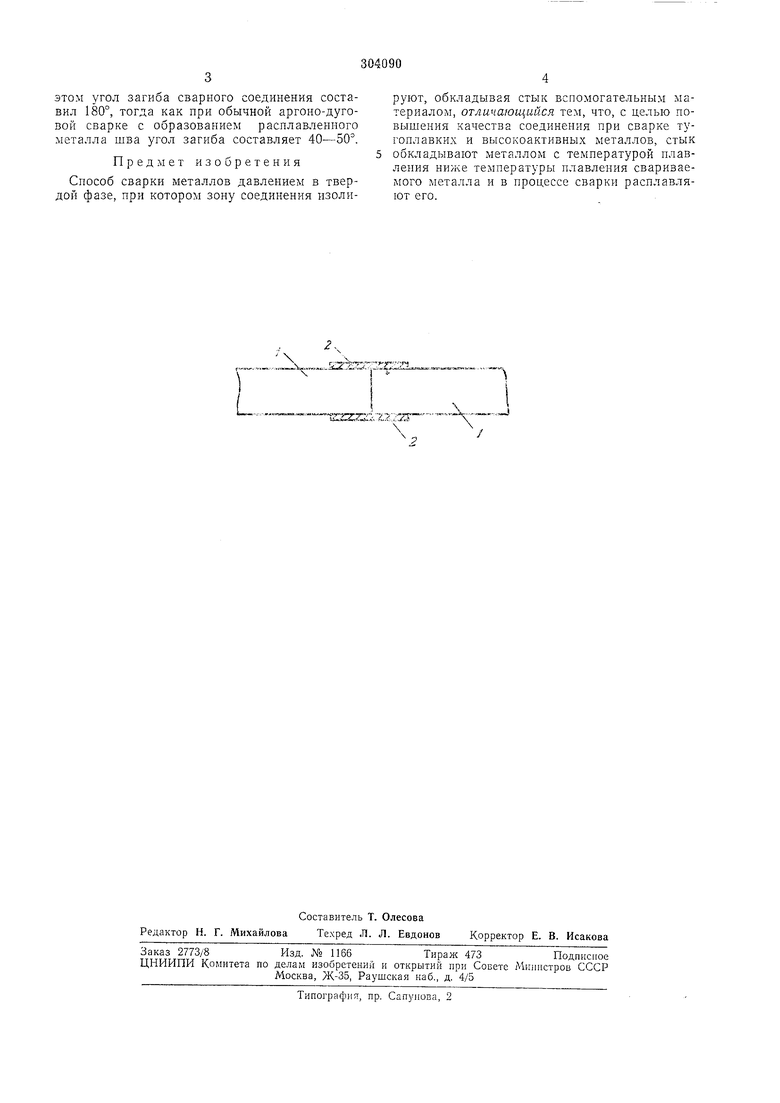
Сущность изобретения поясняется чертежом.
При установке деталей под сварку сверху и сиизу стык деталей 1 обкладывают дополнительным металлом 2 в виде полос, плакировки или в иной форме. Металл 2 должен иметь температуру плавления более низкую, чем температура плавления металла соединяемых деталей. Вследствие отмеченного различия в температурах плавления при нагревании внешним источником тепла (например, сварочной дугой, плазменной горелкой или электронным лучом) расположенный со стороны источника тепла дополнительный металл плавится вследствие прямого действия источника, а находящийся на противоположной стороне стыка дополнительный металл плавится вследствие теплопередачи через металл свариваемых деталей.
При переходе в расплавленное состояние дополнительный металл образует с двух сторон стыка сплощные слои жидкого металла и закрывает с обеих сторон доступ атмосферного воздуха в зазор между стыкуемыми кромками свариваемых деталей.
При наличии в составе дополнительного металла элементов, активно поглощающих атмосферные газы (например, титана или циркония), одновременно ироисходит удаление газов из зазора деталями. Вследствие этого после приложения к свариваемым деталям усилия, прижимающего стыкуемые кромки друг к другу, и при соответствующем нагреве
происходит сваривание кромок в твердом состоянии без расплавления, что обеспечивает в ряде случаев более высокие свойства свариых соединений. В течение срока, необходимого для охлаждения свариваемого стыка, слои дополнительного металла перекрывают стык, предотвращают его окисление и способствуют образованию прочного нехрупкого соединения. В дальиейщем в зависимости от требований, предъявляемых к сварному соединению, затвердевщие слои дополнительного металла могут быть оставлены или удалены с одной или двух сторон стыка. Предлагаемый сиособ сварки был применен
этом угол загиба сварного соединения составил 180°, тогда как при обычной аргоно-дуговой сварке с образованием расплавленного металла шва угол загиба составляет 40-50°.
Предмет изобретения
Способ сварки металлов давлением в твердой фазе, при котором зону соединения изолируют, обкладывая стык вспомогательным материалом, отличающийся тем, что, с целью повышения качества соединения при сварке тугоплавких и высокоактивных металлов, стык обкладывают металлом с температурой плавления ниже температуры плавления свариваемого металла и в процессе сварки расплавляют его.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки-пайки разнородных металлических сплавов лазерным лучом | 2020 |
|
RU2732303C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ С АКТИВИРУЮЩИМ ФЛЮСОМ | 2002 |
|
RU2224630C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 1997 |
|
RU2118241C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2119416C1 |
| Способ электронно-лучевой сварки деталей круглого сечения | 1987 |
|
SU1433691A1 |
| Способ сварки давлением | 1976 |
|
SU651918A1 |
| Способ термитной сварки | 1988 |
|
SU1593850A1 |
| Способ сварки и наплавки и устройство для его осуществления | 1988 |
|
SU1622105A1 |
| СПОСОБ СОЕДИНЕНИЯ РАЗНОРОДНЫХ МАТЕРИАЛОВ ЭЛЕКТРОННЫМ ЛУЧОМ | 2016 |
|
RU2635123C1 |
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ ТУГОПЛАВКИХ МЕТАЛЛОВ СО СПЛАВАМИ НА ОСНОВЕ ЖЕЛЕЗА | 1993 |
|
RU2049622C1 |
:.,.-.™„-,.
