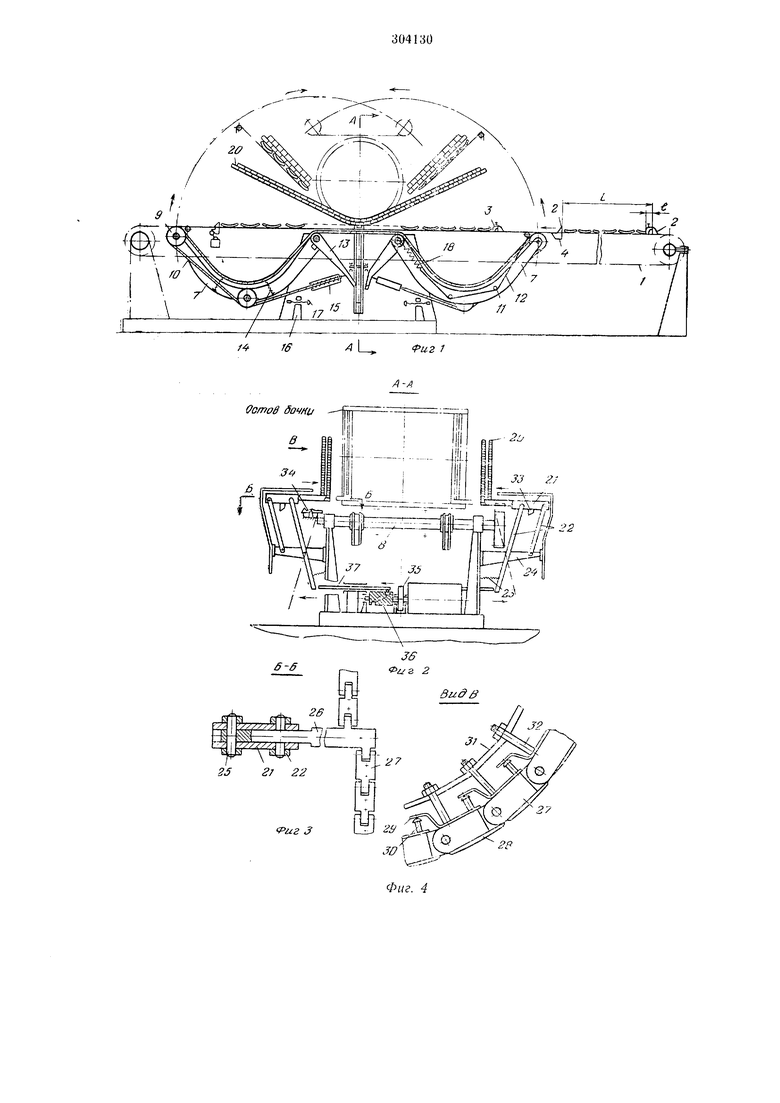
Известен станок для сборки остовов бочек ,Из набора клеиок включающий станину с фО|р.мообразующим и стяжны.м мехаяизмамл, транспортер для подачи клепок и привод стяжлого механизма.5 Цель изобретения - механизировать процесс 1сборки остовов бочек. Достигается это тем, что стяжной механизм вьтолнен в .виде криволинейных поворотных рычагов, одним концом закрепленных на од- 10 ной оси с подвИжным.и консоля.ми. Рычаги сиабжены подпружиненными формообразующими и стяжными тросам.и, а фор юобразую.щий мехаииз.м выполнен, например, в виде це:Пей с иодпружиненны.ми звеньями.15 Привод стяжного механизма может быть выполнен с толкателем и рычажным механизмо,м, взаимодействующим с приводом поворотных рычагов. На фиг. 1 схематически .изображен ста.нок, 20 вид сбоку; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - крепление формообразующей цепи (разрез ло Б-Б на фиг. 2); на фиг. 4 - вид по стрелке В на фиг. 2; на фиг. 5 - кинематическая схема станка.25 Станок содержит транспортер /, например цепной, ,по длине которого в определенном порядке расположены огранич.ители 2. Оди) из ограничителей выполнен с откидывающимся упором 3 на величину допуска /, а дру- 30 гой - с жестким упором 4. На валу ведущих звездочек расположена звездочка 5 (см. фиг. 5), передающая на механиам подачи фор.мообразующих цепей. Для управления служат кнопки К.У и конечный выключатель ВК.2. Место укладки клепок ограничено боковыми барьерами 6. Стяжной механизм выиолнен в виде криволинейных по воротных рычагов 7, попарно соединенных на валах 8, .вращающихся на стойках. На рычагах 7 смонтированы ролики 9 для лро.хождения троса 10 и ролики // для прохождения формообразующего троса .12. Один конец рычага 7 закреплен на подвижной консоли 13. Свободный конец троса 10 прикреплен к консоли 13 и оттянут при помощи пружин 14, кро.ме того на не.м установлен .пружинный компенсатор 15. Для фиксирования консоли 13 при ее повороте на станине сга.нка установлены стойки 16 с регу.тируемым упором 17. Формообразующий трос 12 натянут пружинами 18. Валы 8 связаны мел-еду собой зубчатой передачей и вращение получают от привода с тормозом. На концах одного из валов 8 закреплены рычаги 19, взаимодействующие с механизмом лодачи формообразующих ценей 20, который управляется при помощи кноиок КУо и выключателей и ВКзФормообразующие цепи 20 установлеиы иа направляющих 21, перемещаемых при помощи щарнирно закрепл-еиных ,па ней планок 22, ча-сть которых подпружинена пружиной 23, а другая чаеть закреплена на кронштейне 24. На валу 25 .направляющих 21 .подвижно закреплена ось 26 (ем. фиг. 3) с цепями 20, со,стоящим.и из шарнир.но соединенных звеньев 27 (см. фиг. 4). С наружной стороны к звеньям .прикреплена накладка 28, с внутренней стороны |На звеньях установлены пруж.ины 29, упирающиеся в упоры 30. Стальной трос 31 продет через стойку 32 и закреплен на них. На направляющей 21 уста.новлен унор 33 (см. фиг. 2), который при подаче цепей 20 взаимодействует с подпружиневной защелкой 34. Механизм подачи формообразующих цепей 1включает приводную звездочку 35 (см. фиг. 2 и 5), получающую вращение от звездочки 5. На валу звездочки 35 установлены два барабана 36 с Бинто.вой замкнутой канавкой, .в которую входит ролик толкателя 37, перемещающего.ся возвратно-ноступательяо в специальных направляющих. Станок работает следующим образом. Проваренные клепки укладывают на трапспартер 1 между ограничителями ,2. Расстояние L (см. фиг. 1) равно развернутой длине окруж.ности остова бочки (в нуке), допуск па длину развертки со.ставляет в среднем около 30 мм (вел.ичина /), так как допуск на отклоНение диаметра бочки в .пуке 5 мм (Юлыг). После укладки клепок .пажатием на кнопку /СУ транспортер приводят в движение. Набор клепок перемещается влево до взаимодейств.ия упора 4 с выключателем ВК, и транспортер 1 01станавливается. Половину набора клеток по длинг 2 полагают слева (см. |фиг. 1), другую ноловину - справа. Нри перемещении тра.нспортера / через звездочку 5 вращается и звездочка 5 с барабанами 36, перемещающими толкатели 37, подающие формообразующие цепи в рабочее положение. Когда упор 33 пройдет защелку 34, толкатель 37 отходит в исходное положение. Передаточное отнощвцие звездочек 5 и 35 должно быть таким, чтобы за .ход транспортера барабаны 36 соверщали один оборот. При остановке транспортера рычаги 7 начинают двигаться навстречу друг другу. Формообразующий трос 12 пр.иходит в соприкосновение с набором клепок, лежащ.им на транспортере И, поднимая клепки, огибает пх .вокруг цепей 20. Цепи удерживают клепки от падения и образуют в конце рабочего хода рычагов 7 круг, а пр,имыкаюп1ая к цепям клепка образует цилиндр-остов, так как при изгибе цепи пружины 29 упираются в упоры 30 и, останавл.иваясь, образуют круг, удерживаясь в этом положении при помощи пружинящего троса 31, закреплен.ного на стойках 32. Уменьшение или увеличение дл.ины троса 12 компенсируется .пружиной 18. Нри подходе рычагов 7 к крайнему верхнему положению начинает натягиваться трос 10 при помощи щарнирно смоптированлой консоли 13, которая упирается в упор 17 стойки 16. Рычаги 7 остана вливаются IB крайних положениях от выключателей BKz и й/(з. Для обж.има разных по диа.метру бочек, для компенсации длины троса 10 служит пружинный компенсатор 15. Когда рычаги 7 подходят к край.нему верхнему положению, рычаг 19 воздействует на защелку 34, которая освобождает механизм подачи формообразующих цепей, и он под действием .пружины 23 выходит из цилиндраостова, образованного клепками. Носле того, как оба торца остова обжаты, рычаги 7 оста новлены, формообразующие цени выведены из остова, надевают обручи или кольца на свободные торцы остова бочки. При нажиме на кнопку К.У-2, рычаги 7 расходятся в исходное положение, собран.ный остов опускают ка транспортер, при включении которого готовый остов перемещают на следующую операцию и одновре.менно подают набор клепок для сборки другого остова, цикл сборки повторяется. Предмет изобретения 1. Станок для сборки остовов бочек из набора клепок, .включающ.ий станину с формообразующ;им и стяжным меха.низмами, транснортер для подачи клепок и привод стяжного мехапизма, отличающийся тем, что, с целью обеспечения возможности механизации процесса сборки, стяжной мехаЕизм выполнен в виде криволинейных поворотных рычагов, одним концо:М закрепленных на одной оси с подвижными консолями, причем рычаги выполпены с подпружиненным.и формообразующими и стяжными троса.МИ, а формообразующий мсханизм выполнен, .на.нример, в виде цепей с .подпружиненными звеньями. 2. Станок по п. 1, отличающийся тем, что привод стяжного 1механизма выполнен с толкателем ;и рычажным механизмом, вза;имодействующим с приводом поворотных рычагов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для набора остовов бочек | 1973 |
|
SU479622A1 |
| Станок для сборки остовов бочек | 1989 |
|
SU1703458A1 |
| Станок для сборки остовов бочек | 1973 |
|
SU462717A1 |
| УСТРОЙСТВО КАРУСЕЛЬНОГО ТИПА ДЛЯ МЕХАНИЧЕСКОЙ СБОРКИ БОЧЕК ИЗ КЛЕПОК | 1935 |
|
SU46033A1 |
| Станок для сборки бочек | 1991 |
|
SU1822818A1 |
| УСТАНОВКА ДЛЯ ТЕРМООБРАБОТКИ ЗАГОТОВОК ИЗ ДРЕВЕСИНЫ | 1972 |
|
SU425789A1 |
| СТАНОК ДЛЯ СБОРКИ ОСТОВОВ БОЧЕК | 1973 |
|
SU364430A1 |
| КЛЕПКОФУГОВАЛЬНЫЙ СТАНОК | 2006 |
|
RU2322339C2 |
| ДИСКОВЫЙ КЛЕПКОФУГОВАЛЬНЫЙ СТАНОК | 2006 |
|
RU2333830C2 |
| Устройство для набора остовов бочек | 1982 |
|
SU1080962A1 |

Сотов дочнц
.6.
3
(Риг J
33 y
: ti- - т VV
II r riiit f-bfl /:/1,г
: JJ
27
2f
Фиг. 4
JJ Повернуто w 90 /гУз
ITT-D НУг
,, hd a
BKz вкз
ХУ1
oh-3J
Фиг. 5
