В предлагаемом устройстве в качестве показателей наивыгоднейшей работы на металлорежущих станках использована температура режущего инструмента, измеряемая специальным термоуказателем, сигнализирующим достижение режущей кромкой определенной температуры, и определяемый динамометрическим шкивом, патроном или планшайбой крутящий момент на валу станка.
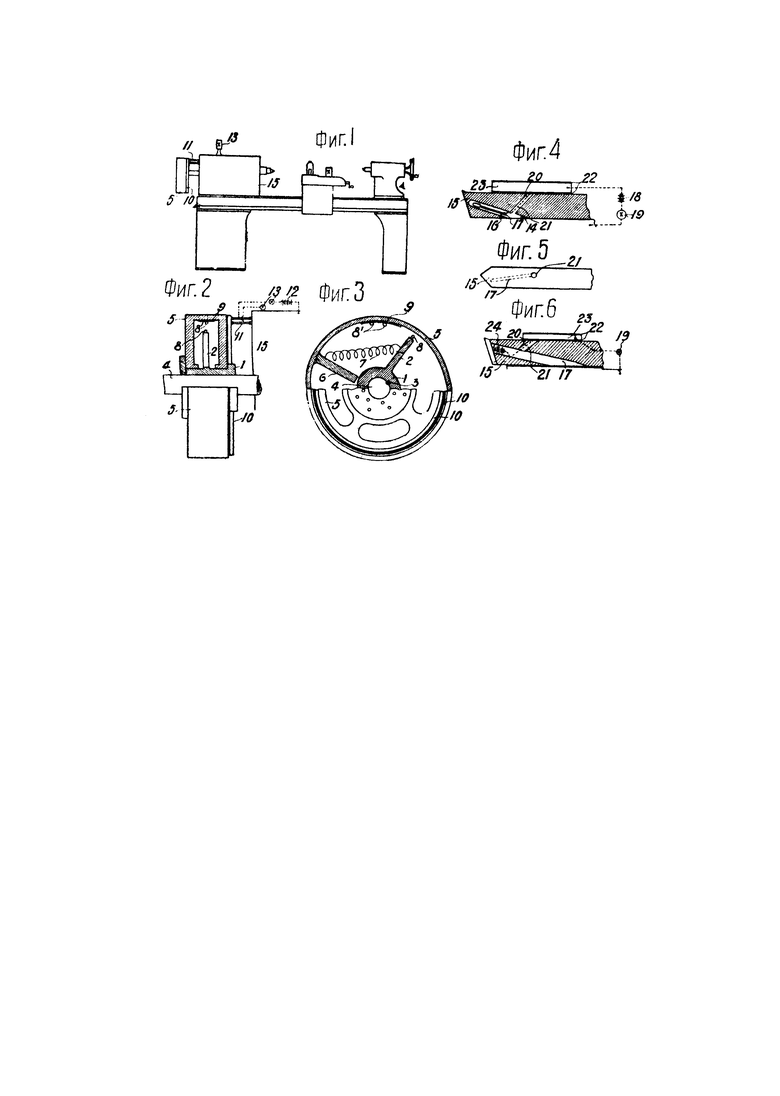
На схематическом чертеже фиг. 1 изображает общий вид токарного станка с установленным на нем устройством; фиг. 2 - частичный разрез по оси динамометрического шкива; фиг. 3 - другую проекцию того же шкива с частичным разрезом его; фиг. 4 и 5 - две проекции резца с термоуказателем; фиг. 6 - вариант термоуказателя.
Динамометрический шкив состоит из втулки 1 с рычагом 2, укрепленной при помощи шпонки 3 на валу 4 металлорежущего станка. На втулку 1 надет свободно сидящий шкив 5, снабженный внутри приливом 6, в который упирается пружина 7, укрепленная другим концом на рычаге 2 таким образом, что при вращении шкива 5 движение валу 4 передается при посредстве указанной пружины, сжимаемой более или менее в зависимости от нагрузок станка.
Рычаг 2 снабжен контактом 8, соприкасающимся с контактами 81, укрепленными при помощи изолирующей прокладки 9 на теле шкива 5 и соединенными с металлическими кольцами 10, помещенными на внешней стороне шкива 5 и изолированными как от него, так и друг от друга. По этим кольцам скользят щетки 11, служащие для соединения контактов с сигнальной электрической цепью, состоящей из источника тока 12 и сигнального приспособления 13.
По достижении установленной для данного станка величины крутящего момента контакты 8 и 81 замкнутся и проходящий по цепи ток заставит приспособление 13 дать соответствующий сигнал.
Термоуказатель, например, контактный термометр (фиг. 4 и 5) устанавливается в отверстии 14, высверленном в теле режущего инструмента 15 и заканчивающемся невдалеке от режущей кромки последнего. При применении термоуказателя, замыкающего контакты 6 и 17 сигнальной цепи, состоящей из источника тока 18 и сигнального приспособления 19, вследствие плавления металла или сплава по достижении режущей кромкой определенной температуры, один из контактов, например 17, может быть соединен с цепью через тело режущего инструмента, другой соединяется изолированным проводником 20, проходящим сквозь отверстие 21 в теле режущего инструмента и соединенного с сигнальной цепью при помощи изолированной прокладками 22 от инструмента и станка пластины 23 (фиг. 4 и 5).
В качестве термоуказателя может быть применен также и термоэлемент 24, помещаемый в такое же отверстие 17 (фиг. 6).
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ИЗНОСА РЕЖУЩИХ КРОМОК ИНСТРУМЕНТА В ПРОЦЕССЕ РЕЗАНИЯ | 2001 |
|
RU2205093C2 |
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ ЦЕНТРОВЫХ ОТВЕРСТИЙ ОСЕЙ | 2014 |
|
RU2551752C1 |
| Способ тарирования естественной термопары резец-деталь | 2020 |
|
RU2734315C1 |
| Устройство для определения динамических характеристик металлорежущих станков | 1985 |
|
SU1282968A1 |
| Способ тарирования естественной термопары резец-деталь | 2022 |
|
RU2792519C1 |
| Приспособление для автоматической остановки станков, преимущественно кабельных | 1929 |
|
SU16558A1 |
| ШПИНДЕЛЬНЫЙ УЗЕЛ МЕТАЛЛОРЕЖУЩЕГО СТАНКА | 1996 |
|
RU2107592C1 |
| Способ измерения термо-ЭДС при точении | 2020 |
|
RU2746316C1 |
| Способ измерения температурных и силовых параметров в процессе резания при точении | 2022 |
|
RU2796970C1 |
| СПОСОБ ИЗМЕРЕНИЯ ДИНАМОМЕТРИЧЕСКИХ ДАННЫХ | 2015 |
|
RU2589511C1 |
Устройство для определения наивыгоднейших условий работы на металлорежущих станках, отличающееся применением динамометрического шкива или патрона или планшайбы, снабженных электрическими контактами, включающими при определенном смещении частей шкива (патрона или планшайбы) сигнальную электрическую цепь, и режущего инструмента, снабженного вблизи режущей его кромки внутри тела инструмента термоуказателем (контактным термометром, термоэлементом), служащим для замыкания сигнальной электрической цепи при достижении режущей кромкой определенной температуры.
