Изобретение относится к области измерения динамометрических параметров при фрезеровании, а именно к измерению, например, сил резания, вибраций и температуры при фрезеровании с использованием динамометра.
Известен способ [Пат. 2082123, Российская Федерация, МПК G01L 5/16. Способ определения сил резания и устройство для его осуществления. Заявка 93007356/28, 05.02.1993 г.] определения сил резания, который включает в себя одновременное измерение составляющих силы резания с применением динамометра и последующих вычислений. По этому способу в процессе эксперимента допускаются перемещения закрепленного резца в резцедержателе в трех взаимно перпендикулярных (приблизительно) направлениях. Эти перемещения вызывают вдавливание твердых тел (закрепленных шариков) в пластины из пластинчатого материала. После измерения отпечатков расчетом вычисляют величину вдавливающей силы.
Недостатком данного технического решения является относительно низкая достоверность получаемых результатов. Это связано с тем, что перемещение резца в трех направлениях дает отпечаток, являющийся результатом взаимодействия всех трех составляющих сил.
Наиболее близким к заявляемому изобретению является решение [Стенд лабораторный для исследования режимов резанья при токарной обработке STD. 201-2. Приложения 1-3], в котором используется токарный динамометр, предварительно установленный вместо резцедержателя на суппорт токарного станка, предназначенный для измерения сил резания при точении. Для измерения динамометрических (а также температуры) данных по осям X, Y, Z, например вибраций, сил резания, в динамометр устанавливают режущий инструмент, заготовку закрепляют в патроне станка. При вращении заготовки детали и перемещении динамометра с резцом относительно заготовки осуществляется резание с заданной глубиной, что сопровождается регистрацией составляющих силы резания по указанным осям, регистрацией вибраций в направлениях указанных осей. При этом дополнительными приемами может быть осуществлен контроль температуры в зоне резания.
Недостатком решения являются ограниченные технические возможности, а именно невозможность измерения сил резания при фрезеровании.
Техническим результатом изобретения является расширение возможностей применения динамометра, а именно обеспечение возможностей контроля указанных параметров при осуществлении фрезерования на токарном станке. Фрезерование на токарном станке не является типичным, но потребность в этом часто возникает в исследовательских целях и задачах при ограниченном парке металлорежущего оборудования.
Указанный технический результат достигается за счет того, что заготовку закрепляют в люльке динамометра вместо режущего инструмента, а режущий инструмент закрепляют в патроне токарного станка.
Таким образом, изобретение, как и прототип, включает в себя монтаж динамометра вместо резцедержателя на токарный станок, установку заготовки детали и инструмента, регистрацию составляющих силы резания по указанным осям, регистрацию вибраций в направлениях указанных осей, осуществление контроля температуры в зоне резания.
Однако изобретение отличается тем, что закрепляют заготовку детали в люльке динамометра, а инструмент устанавливают в патроне станка. В качестве инструмента могут быть использованы любые осевые инструменты, преимущественно концевые фрезы.
В предложенном изобретении использован прием инверсии (наоборот). Это позволило расширить область применения токарного динамометра для измерения динамометрических характеристик других (не токарных) процессов обработки, например сверления, развертывания, зенкерования. Нами это далее рассмотрено применительно к наиболее сложному виду обработки, а именно к обработке концевыми высокопроизводительными фрезами. Следует отметить, что изобретение предусматривает возможность закрепления в люльке динамометра заготовок лишь определенного типоразмера и формы.
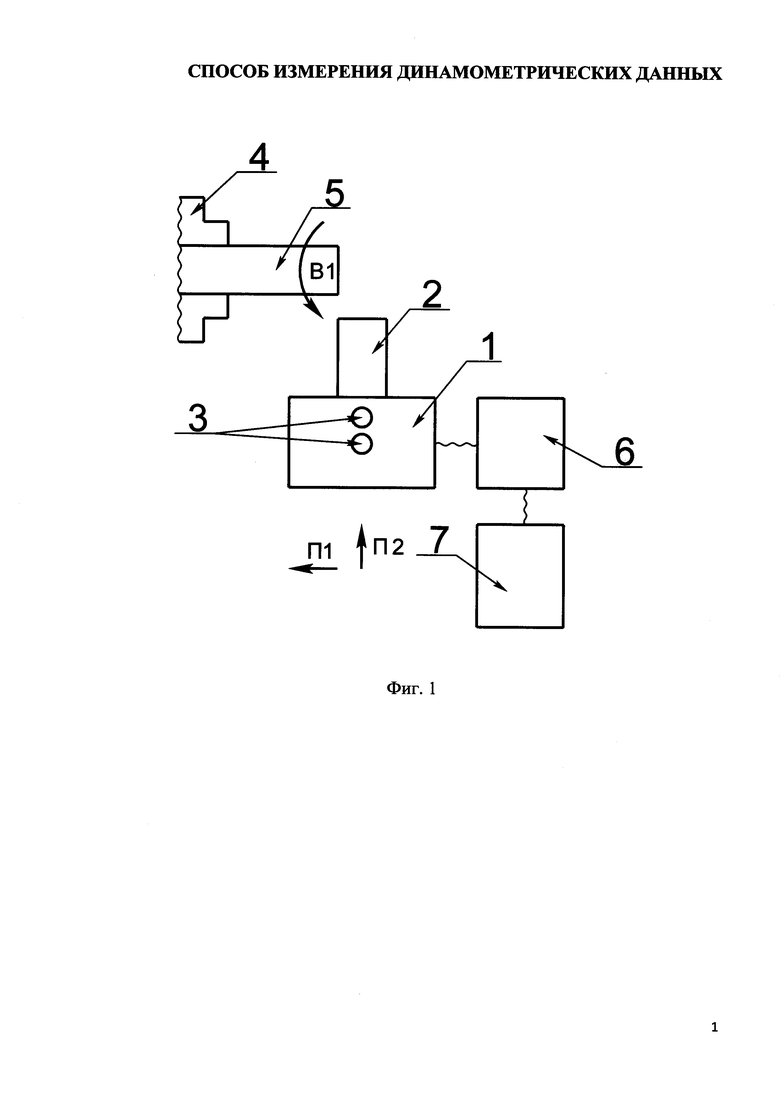
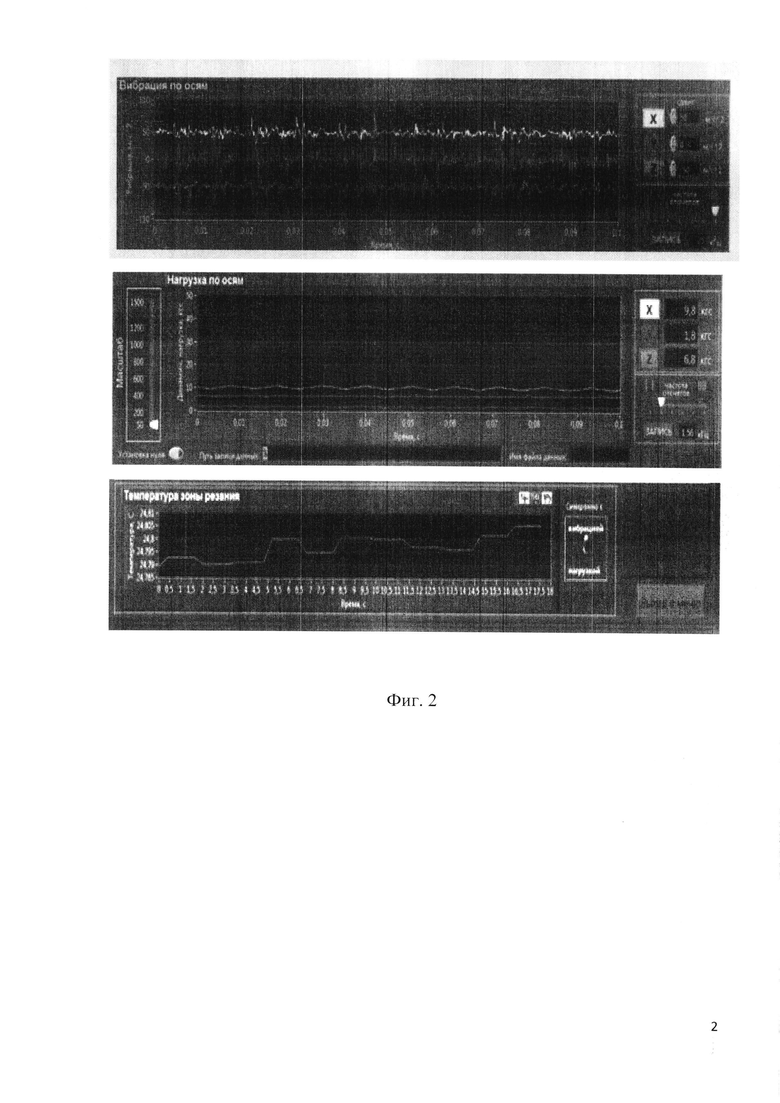
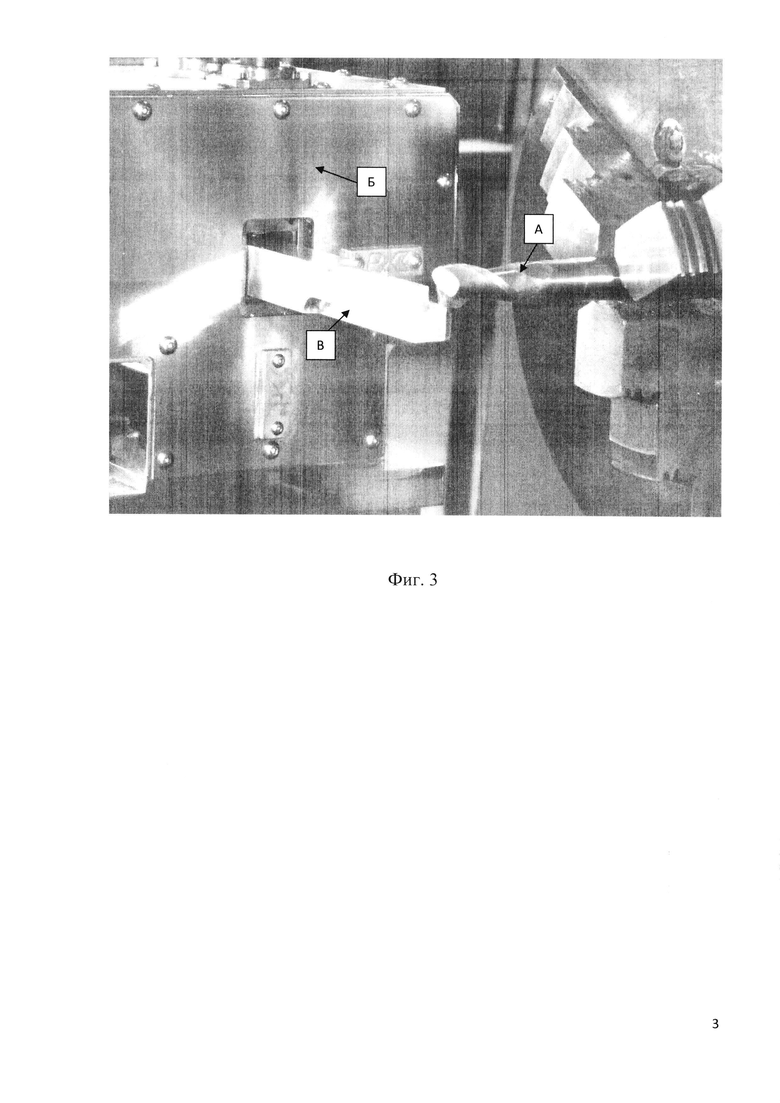
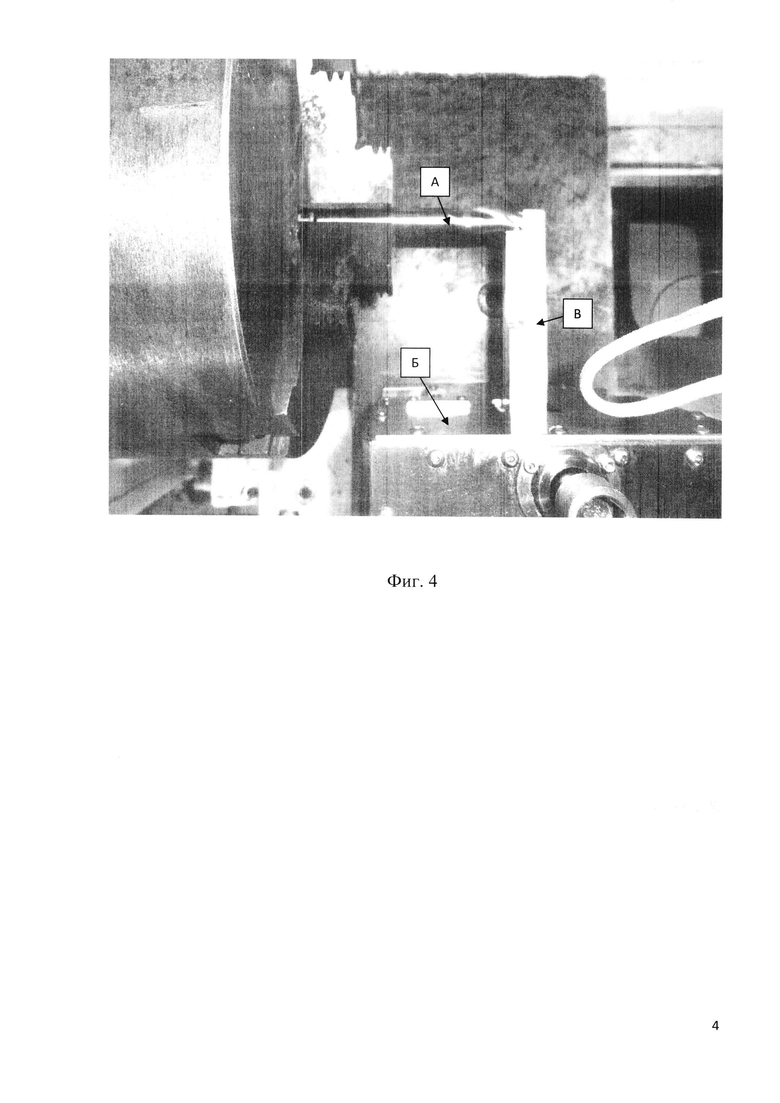
На фиг. 1 показана схема размещения инструмента и заготовки при реализации заявляемого способа. На фиг. 2 показаны примеры регистрации сил резания. На фиг. 3, 4 показаны фото, иллюстрирующие реализацию способа (А - режущий инструмент, Б - токарный динамометр, В - заготовка).
Обоснование способа состоит в следующем. В люльку динамометра 1, установленного на суппорте токарного станка вместо штатного резцедержателя, закрепляют заготовку 2, например, болтами 3. В патроне 4 станка устанавливают осевой режущий инструмент 5, например концевую фрезу. Способ реализуют следующим образом. Инструменту 5 задают вращение В1 вокруг своей оси. Подводят заготовку 2, закрепленную в динамометре 1, к режущему инструменту 5. Настроечным движением П1 устанавливают глубину резания. Рабочим движением П2 задают подачу заготовки. Возникающие в процессе резания силы и вибрации регистрируются с помощью динамометра, передаются через интерфейсный блок 6 на регистрирующий прибор 7, например на персональный компьютер. Подобным же образом при необходимости осуществляют контроль температуры.
Примеры записи, доказывающие возможность контроля составляющих силы резания по всем трем осям, приведены на фиг. 2 для случая фрезерования алюминиевого сплава твердосплавной составной фрезой диаметром 16 мм.
Дополнительно сообщаем, что подобные работы, выполненные именно на фрезерном станке с применением именно фрезерного динамометра, показали близкое совпадение регистрируемых параметров, погрешность значений не превысила 6%.
Приведенный выше пример доказывает достижение технического результата, а именно возможность контроля сил резания, вибраций при фрезеровании с использованием токарного динамометра.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ измерения термо-ЭДС при точении | 2020 |
|
RU2737660C1 |
| ФОТОТЕНЗОМЕТРИЧЕСКИЙ СПОСОБ ИЗМЕРЕНИЯ ХАРАКТЕРИСТИК БЫСТРОПРОТЕКАЮЩИХ ПРОЦЕССОВ | 2004 |
|
RU2277037C1 |
| Способ измерения термо-ЭДС при точении | 2020 |
|
RU2746316C1 |
| ИЗМЕРИТЕЛЬНО-ВЫЧИСЛИТЕЛЬНЫЙ ФОТОТЕНЗОМЕТРИЧЕСКИЙ КОМПЛЕКС ДЛЯ РЕГИСТРАЦИИ ХАРАКТЕРИСТИК БЫСТРОПРОТЕКАЮЩИХ ПРОЦЕССОВ | 2004 |
|
RU2277036C1 |
| УНИВЕРСАЛЬНЫЙ НАСТОЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ДРЕВЕСИНЫ И МЕТАЛЛА | 1992 |
|
RU2050227C1 |
| Способ восстановления профиля поверхности катания колес рельсового транспорта | 2022 |
|
RU2809615C1 |
| Устройство для обработки радиусных поверхностей на токарном станке | 1988 |
|
SU1668050A1 |
| Динамометрическая фреза | 1983 |
|
SU1152721A1 |
| Способ тарирования естественной термопары резец-деталь | 2022 |
|
RU2792519C1 |
| СПОСОБ РАСТАЧИВАНИЯ ОТВЕРСТИЙ В ИЗДЕЛИЯХ ИЗ КОРРОЗИОННОСТОЙКИХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2022 |
|
RU2787289C1 |
Изобретение относится к области измерения динамометрических параметров при фрезеровании, а именно к измерению, например, сил резания, вибраций и температуры при фрезеровании с использованием динамометра. Техническим результатом изобретения является расширение возможностей применения динамометра, а именно обеспечение возможностей контроля указанных параметров при осуществлении фрезерования на токарном станке. Указанный технический результат достигается за счет того, что заготовку закрепляют в люльке динамометра вместо режущего инструмента, а режущий инструмент закрепляют в патроне токарного станка. 4 ил.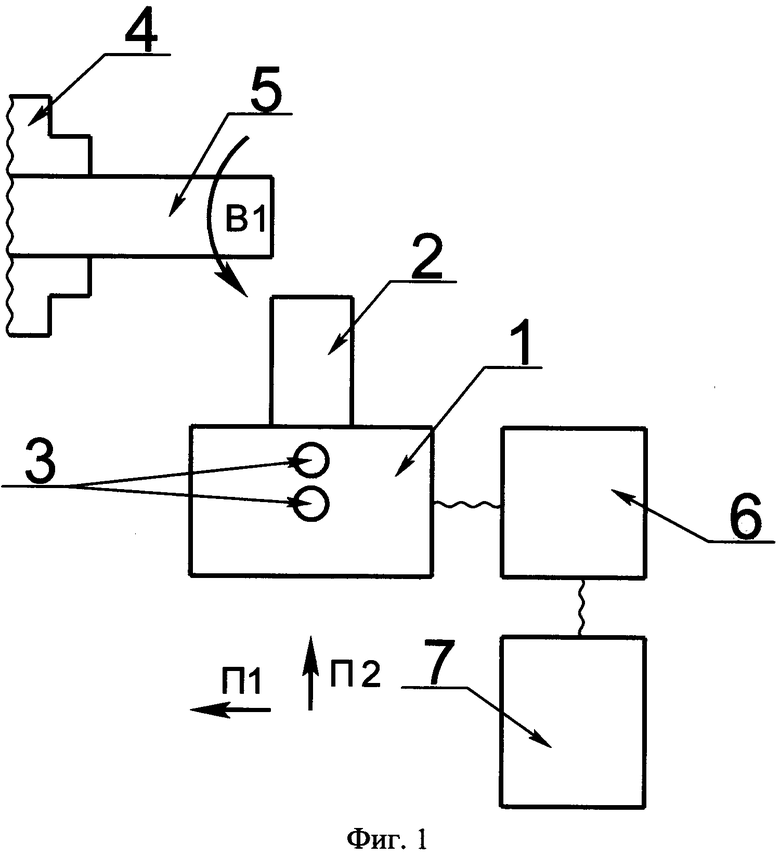
Способ измерения динамометрических данных, включающий в себя монтаж динамометра вместо резцедержателя на токарный станок, установку заготовки детали и инструмента, регистрацию составляющих силы резания по указанным осям, регистрацию вибраций в направлениях указанных осей, осуществление контроля температуры в зоне резания, отличающийся тем, что заготовку детали закрепляют в люльке динамометра, а инструмент, преимущественно концевую фрезу, устанавливают в патроне станка.
| СПОСОБ ОПРЕДЕЛЕНИЯ СИЛ РЕЗАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2082123C1 |
| US 6938500 B2, 06.09.2005 | |||
| US 5385042 A1, 31.01.1995 | |||
| СПОСОБ ОПРЕДЕЛЕНИЯ СОСТАВЛЯЮЩИХ СИЛЫ РЕЗАНИЯ НА ТОКАРНЫХ СТАНКАХ С ЧПУ | 1997 |
|
RU2120354C1 |

