Изобретение относится к области сварка
Известна сварочная головка, содержащая два электрододержателя, установленных в общем корнусе, и привод поперечных колебаний электрода, Зта головка не обеспечивает хорошего качества сварки ввиду того, что длина дуги не постоянна.
Предлагаемая головка отличается от известного тем, что электрододержатели установлены в корпусе с возможност зю поворота, при этом один из них связан через рычаг с эксцентриком привода поперечных колебаний, смонтированным на валу подающего ролика, а наконечник его выполнен с отверстием, эсцентричным по отношению к оси электрододержателя.
Такое выполнение головки позволяет повысить производительность и улучшить качество сварки за счет колебаний конца наконечника вокруг оси подачи проволоки.
Предлагаемая головка показана на чертеже.
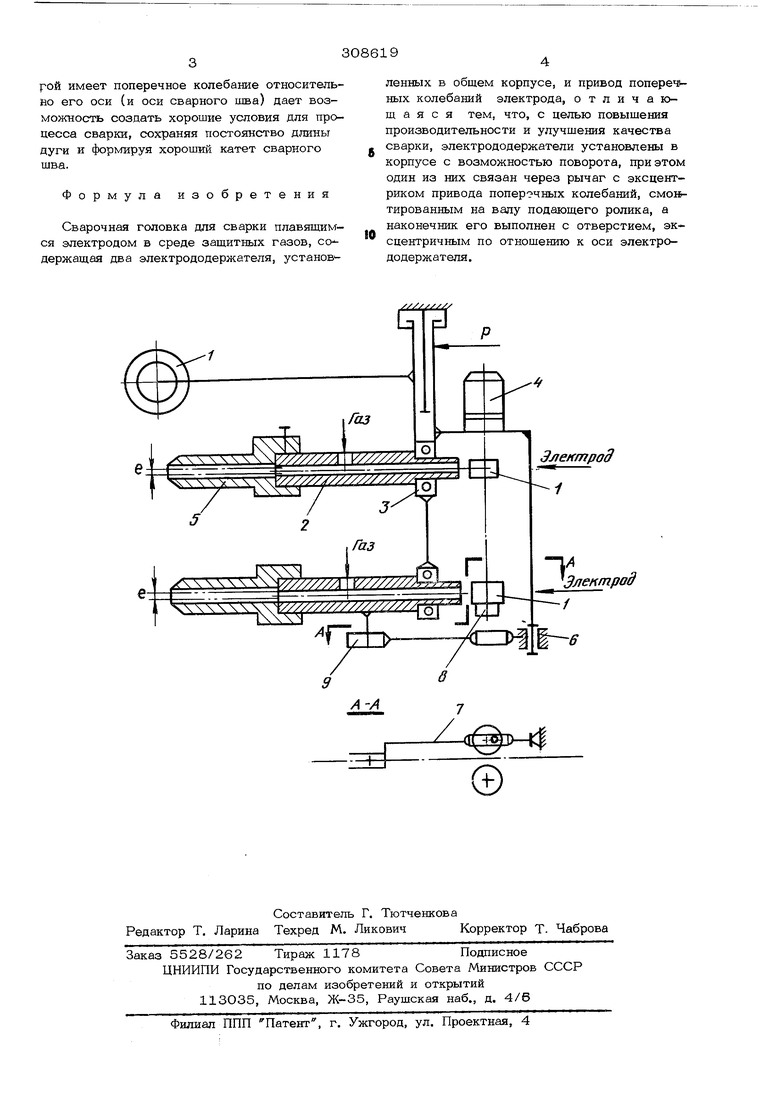
Подающие ролики 1 для подачи электродной проволоки в электрододержатели 2 находятся на одном валу и приводятся от одного электродвигателя. Электрододержатели закреплены в едином корпусе 3 с механизмом 4 подачи проволоки, относительно которого они могут свободно качаться в своих опорах. На конце электрододержателей 2 установлены сменные наконечники 5, имеющие эксцентриситет по отношению к оси элетрододержателя для формирования поперечной амплитуды колебания электродной проволоки, в зависимости от катета сварного шва.
Величина размаха поперечного колебаш я электродной проволоки относительно оси симметрии сварного шва регулируется кулиско-рычажным механизмом 6, качающим рычаг 7 под действием эксцентрика 8, сидящего на валу подающего ролика 1. Вилка рычага 7 связана с пальцем 9, качающим электрододержатель 2. Сварочная головка, в зависимости от назначения, может работать в сочетании качания двух электродов, либо с одним неподвижным и одним качающимся, Что определяется характером требуемого сварного щва. Такое сочетание двух электродов, один из которых неподвижный, а друрой имеет поперечное колебание относительно его оси (и оси сварного uma) дает возможность создать хорошие условия для процесса сварки, сохраняя постоянство длины дуги и формируя хороший катет сварного шва.
Формула изобретения
Сварочная головка для сварки плавящимся электродом в среде защитных газов, со держащая два электрододержателя, установленных в общем корпусе, и привод попереч ных колебаний электрода, о т л и ч а ющ а я с я тем, что, с целью повышения производительности и улучшения качества сварки, электрододержатели установлены в корпусе с возможностью поворота, при этом один из них связан через рычаг с эксцентриком привода попер-эчных колебаний, смонтированным на валу подающего ролика, а наконечник его выполнен с отверстием, эк сцентричным по отнощению к оси электрододержателя.
| название | год | авторы | номер документа |
|---|---|---|---|
| СВАРОЧНЫЙ АППАРАТ И СПОСОБ СВАРКИ | 2010 |
|
RU2547985C2 |
| Устройство для направления присадочной проволоки | 1980 |
|
SU994177A1 |
| Устройство для дуговой сваркиС КОлЕбАНияМи элЕКТРОдА | 1977 |
|
SU795809A1 |
| УСТРОЙСТВО для ДУГОВОЙ СВАРКИ с ПОПЕРЕЧНЫМИ КОЛЕБАНЙЯЛ^Й ЭЛЕКТРОДА | 1970 |
|
SU271679A1 |
| Устройство для автоматической дуго-ВОй СВАРКи СТыКОВыХ СОЕдиНЕНий | 1979 |
|
SU846192A1 |
| Способ автоматической сварки углового соединения трубы с фланцем | 1988 |
|
SU1627354A1 |
| ПЕРЕНОСНОЕ УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ ПРИВАРКИ ТРУБ | 1967 |
|
SU195581A1 |
| Аппарат и способ применения сварки вращающейся дугой | 2013 |
|
RU2662279C2 |
| Способ дуговой сварки однослойных швов угловых соединений | 1983 |
|
SU1140912A1 |
| Электродная головка для автоматической точечной контактной сварки | 1960 |
|
SU138678A1 |
ххУхххх/х
%Т)
С7
