Электродные головки для точечной контактной сварки швов, имеющих форму окружности или части ее, содержащие электрододержатель с электродом и механизм перемещения электрода в горизонтальной плоскости относительно неподвижного изделия, известны. Процесс сварки на известных точечных машинах осуществляется путем перемещения изделия вручную, что не обеспечивает равномерности шага сварных точек и как следствие герметичности шва. Поэтому для обеспечения герметичности швов требуется автоматизировать процесс сварки.
Электродная головка, выполненная согласно настоящему изобретению, обеспечивает равномерный шаг, заданную степень перекрытия в соседних точках зоны шва и надежную его герметичность и позволяет полностью автоматизировать процесс сварки.
Это достигнуто тем, что механизм перемещения электрода содержит щпиндель с эксцентрично установленным на нем электрододержателем и изогнутый под прямым углом рычаг, один конец которого, через передачу одностороннего вращения связан со шпинделем, а второй конец снабжен копирным роликом, который при подъеме электродной головки после сварки каждой точки взаимодействует с копирными направляющими, установленными на корпусе сварочной машины под углом к направлению движения головки, и осуществляет поворот щпинделя с электродом на заданный угол.
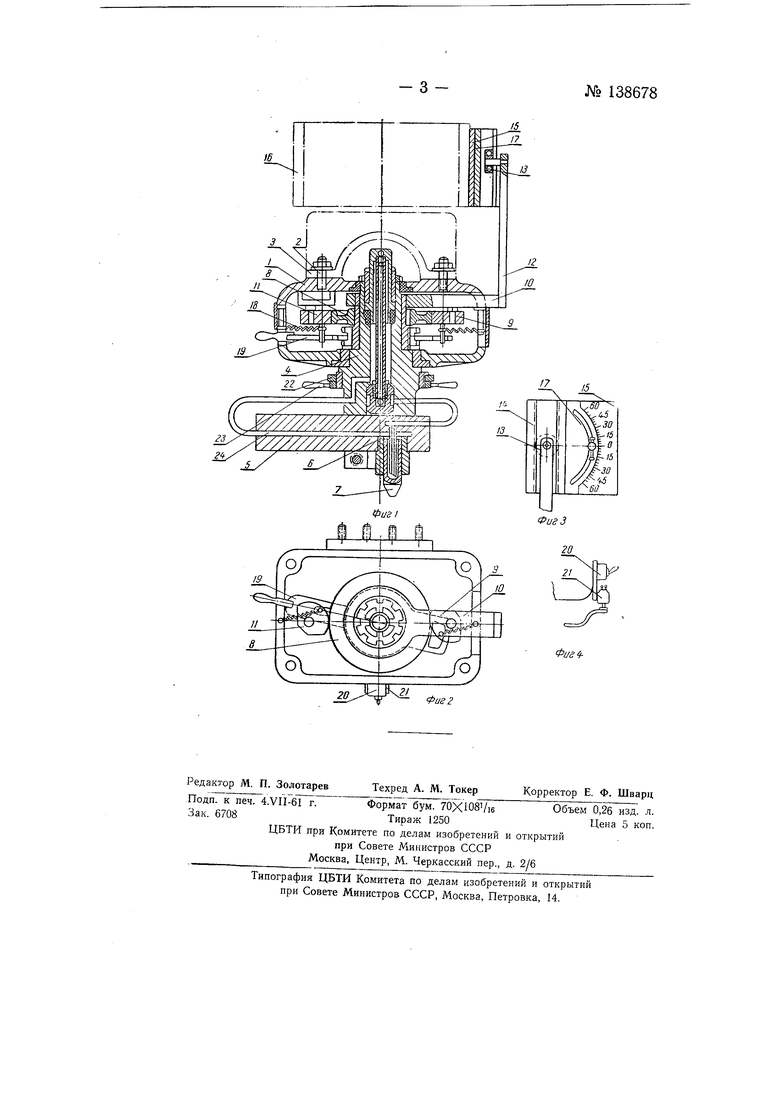
На фиг. 1 показана в разрезе головка, вид спереди; на фиг. 2 - вид в плане; на фиг. 3 - вид по стрелке А; на фиг. 4 схематично изображен тумблер включения.
В корпусе / головки, закрепленном шпильками 2 на ползуне 3 точечной машины, размешен щпиндель 4, несущий хобот 5 с электрододержателем 6 и электродом 7, ось которого может перемещаться параллельно вертикальной оси шпинделя.
№ 138678- 2 Диск 8, жестко связанный со шпинделем и находящийся в постоянном контакте с эксцентриком 9, ось которого закреплена на водиле 10, и стопорным эксцентриком //, ось которого закреплена на крышке корпуса, периодически может поворачиваться на задаваемый угол, а следовательно, электрод, установленный с эксцентрицитетом относительно оси вращения шпинделя будет описывать окружность с заданным радиусом.
Привод на угловое смещение диска 8 осуществляется во время обратного хода ползуна 3 при угловом смещении в горизонтальной плоскости водила и жестко связанных с ним штанги 12 и копировальным роликом 13, перемещающимся в наклоняемых направляющих 14, корпус 15 которых закреплен на траверсе 16 сварочной машины.
Поворотом лимба 17, несущего направляющие, задается угловое смещение штанги и водила, при качательном движении которого создается периодическое проворачивание диска.
Диск 8 и эксцентрики 9 м 11 имеют зубчатую насечку, и удерживаются в постоянном контактировании под действием пружин 18. При таком сочетании смещение водила против часовой стрелки вызывает смещение на заданный угол против часовой стрелки шпинделя и установленного эксцентрично к его оси электрода.
При движении ползуна вниз водило возвращается в исходное положение, но диск при этом остается неподвижным.
Реверсирование движения электрода, во избежание холостых ходов головки, осуществляется переключателем 19, перебрасывающим эксцентрики 9 и 11 в положение, при котором направление хода электрода изменяется на обратное.
На корпусе головки установлен тумблер 20 и микровыключатель 21, позволяющие вести и прекращать процесс сварки автоматически.
При соответствующей настройке двух нажимных рычагов 22 и стопорного кольца с рукоятками 23 и включении тумблера в положение «автоматическая сварка ср рочная мащина с описанной головкой позволяет вести процесс точечной сварки при заданном радиусе кольцевого герметического шва, а также прекращать его автоматически после выполнения сварки в заданном секторе (до 360°) -кольцевого шва или совершать отдельные рабочие циклы при установке тумблера в положение «обычная сварка и управление от педали.
При совмещении оси электрода с осью шпинделя установка указателя лимба на деление «О сварочная машина работает как обычная точечная машина и управляется от педали. Охлаждение головки осуществляется проточной водой, подаваемой через штуцеры в трубы 24.
Предмет изобретения
Электродная головка для автоматической точечной контактной сварки швов, имеющих форму окружности или части ее, содержащая электрододержатель с электродом и механизм перемещения электрода в горизонтальной плоскости относительно неподвижно установленного изде ЛИЯ, отличающаяся тем, что, с целью автоматизации процесса сварки, механизм перемещения электрода содержит шпиндель с эксцентрично установленным на нем электрододержателем и изогнутый под прямым угломрычаг, один конец которого через передачу одностороннего вращения связан со шпинделем, а второй конец снабжен копирным роликом, который при подъеме электродной головки после сварки каждой точки взаимодействует с копирными направляющими, установленными на корпусе сварочной машины под углом к направлению движения головки, и осуществляет поворот щпинделя с электродом на заданный угол.
Фиг
Фиг г
| название | год | авторы | номер документа |
|---|---|---|---|
| Электродная головка для контактной точечной сварки кольцевого шва | 1977 |
|
SU659315A1 |
| Электродная головка для контактной точечной сварки | 1978 |
|
SU697276A1 |
| Устройство для дуговой сваркиС КОлЕбАНияМи элЕКТРОдА | 1977 |
|
SU795809A1 |
| Машина для контактной точечной сварки | 1977 |
|
SU740438A1 |
| Многоэлектродная машина для контактной сварки | 1985 |
|
SU1419841A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СВАРКИ КРИВОЛИНЕЙНЫХ ШВОВ | 1968 |
|
SU211710A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК | 1971 |
|
SU300986A1 |
| Устройство для сварки кольцевых швов | 1977 |
|
SU637216A1 |
| Машина для контактной точечной сварки решеток | 1982 |
|
SU1279519A3 |
| Устройство для контактной точечной сварки | 1977 |
|
SU715253A1 |