Изобретение относится к области листовой штамповки и касается, в частности, способа сборки рабочего пакета вырубного штампа.
Известен способ сборки рабочего пакета вырубного штампа, при котором матрицу устакавливают по пуансону, обеспечивая равномерный зазор по периметру.
Недостаток известного способа сборки состоит в том, что при установке съемника возможно смеш,ение матрицы относительно съемника, что ведет к образованию неравномерных зазоров.
Целью изобретения является сохранение при установке съемника достигнутого равномерного зазора между пуансоном и матрицей.
Для этого сборку ведут в сборочном блоке, фиксируют пуансон и матрицу во взаимно ориентированном положении и отводят матрицу от пуансона, сохраняя их соосность. Затем по пуансону устанавливают и центрируют съемник, после чего съемник скрепляют с матрицей для дальнейшей совместной обработки.
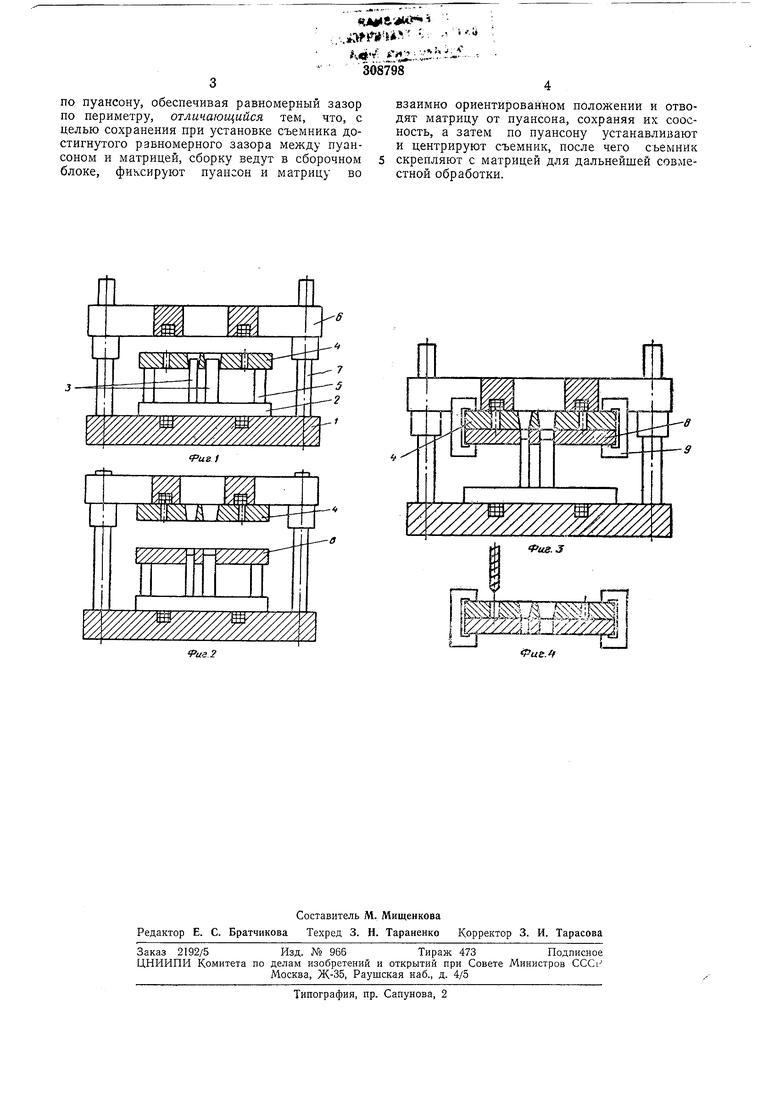
На фиг. 1 изображено положение деталей пакета штампа при выверке зазоров между пуансоном и матрицей; на фиг. 2 - положение деталей пакета с установленным съемником; на фиг. 3 - положение деталей пакета со съемником, соединенным с матрицей; на фиг. 4 - соединение матрицы и съемника для сверления под фиксирующие штифты.
Сборку пакета производят в сборочном блоке. На нижней плите 1 блока устанавливают пуансонодержатель 2 с пуансонами 5. На пуансоны надевают матрицу 4 и устанавливают ее на параллельные подкладки 5, по которым перемешают матрицу при распределении зазора между пуансонами и матрицей. Наблюдение производят через отверстие в верхней плите 6 блока. После выверки зазоров производят крепление пуансонодержателя 2 к нижней плите / и матрицы 4 к верхней плите 6 блока (например, с помощью магнитов, встроенных в плиты сборочного блока). Таким образом строго фиксируется положение матрицы относительно пуансонов. Верхнюю плиту 6 вместе с матрицей поднимают по направляющим колонкам 7, и в образовавшееся пространство вводят съемник 8, надевая его на пуансоны. Затем опускают верхнюю плиту с матрицей, которую скрепляют со съемником, например, струбцинами 9. Сверление отверстий под фиксирующие штифты в съемнике производят по отверстиям в матрице, которые сделаны до ее термообработки.
Предмет изобретения
. -
no пуансону, обеспечивая равномерный зазор по периметру, отличающийся тем, что, с целью сохранения при установке съемника достигнутого равномерного зазора между пуансоном и матрицей, сборку ведут в сборочном блоке, фиксируют пуаисон и матрицу во
. M -e:i.:..;:J, 308798
взаимно ориентированном положений и отводят матрицу от пуансона, сохраняя их соосность, а затем по пуансону устанавливают и центрируют съемник, после чего съемник скрепляют с матрицей для дальнейшей совместной обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ И СБОРКИ РАБОЧИХ ДЕТАЛЕЙ ВЫРУБНОГО ШТАМПА | 1992 |
|
RU2021061C1 |
| Способ изготовления и сборки вырубных штампов | 1982 |
|
SU1060277A1 |
| УНИВЕРСАЛЬНЫЙ КОМБИНИРОВАННЫЙ ШТАМП ДЛЯ ВЫРУБКИ ЗАГОТОВКИ И ВЫТЯЖКИ ИЗДЕЛИЙ | 2009 |
|
RU2436648C2 |
| Способ соединения деталей штампа | 1975 |
|
SU560675A1 |
| СПОСОБ СБОРКИ СТЕРЖНЕВОГО И ПЛАСТИНЧАТОГО ЭЛЕМЕНТОВ | 2008 |
|
RU2392080C2 |
| Способ электроэрозионного изготовления вырубных штампов | 1978 |
|
SU774891A1 |
| Способ электроискровой обработки матрицы вырубного штампа | 1976 |
|
SU715274A1 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| Штамп совмещенного действия для пробивки и вырубки | 1978 |
|
SU694258A1 |
| Способ изготовления и сборки вырубных и пробивных штампов | 1977 |
|
SU707656A1 |
fus2
fue.S
г-I
Шм :222Ш
Фис.г
