(54) СПОСОБ ЭЛЕКТРОИСКРОВОЙ ОБРАБОТКИ МАТРИЦЫ ВЫРУБНОГО ШТАМПА
| название | год | авторы | номер документа |
|---|---|---|---|
| Съемник вырубного штампа | 1977 |
|
SU749502A1 |
| Способ изготовления и сборки вырубных штампов | 1982 |
|
SU1060277A1 |
| Способ электроэрозионного изготовления вырубных штампов | 1978 |
|
SU774891A1 |
| Способ изготовления и сборки вырубных и пробивных штампов | 1977 |
|
SU707656A1 |
| Способ изготовления твердосплавных матриц | 1987 |
|
SU1581491A1 |
| Штамп совмещенного действия для пробивки и вырубки | 1978 |
|
SU774713A1 |
| Многопуансонный штамп для обработки листового материала | 1978 |
|
SU770612A1 |
| Способ электроэрозионного изготовления рабочих элементов вырубных штампов | 1982 |
|
SU1060383A1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| Вырубной штамп | 1977 |
|
SU715176A1 |
-f
Изобретение относится к области электроискровой обработки и может ыть использовано для вырезания контура матриц вырубных штампов.
В настоящее время известны способы вырезания по копиру контура мат рицы вырубного штампа с последующей взаимной ориентацией пуансоиа и матг pHiuJ; используквдие в качестве копира съемник-направляющую. Недостатке известных способов является большая трудоемкость процесса, вызванная большим количеством наладочных операций 1 .
С целью снижения трудоемкости съемник-направляющую жестко закрепляют на матрице, вырезают контур, после чего осуществляют ориентацию пуансона, Для чего последний вводят в контур съемника.
При электроискровой вы|эезке матрицы по съемнику-направляющей, как по. копиру, вследствие наличия определенного межэлектродного промежутка между электродом-проволокой и обрабатываемой деталью в матрице получают контур, эквидистантный контуру в съемнике-направлякщей и расположенный от него на расстоянии, равном величине межэлектродного промежутка.
А так как по предлагаемсму способу съемник-направляющую прикрепляют и фиксируют с матрицей перед ее электроискровой вырезкой, то расположение полученного в матрице контура будет оставаться строго зафш сиров а иным относительно соответствующего контура в съо«1нике-направляющей. Если в контур съемника-направляннцей ввести
0 соответствующие пуансоны и в таком . положении матрицу и пуансоны прикрепить к плитам штампа, то меялу ними автсзматически получают равномерный по всему контуру зазор. Этот зазор
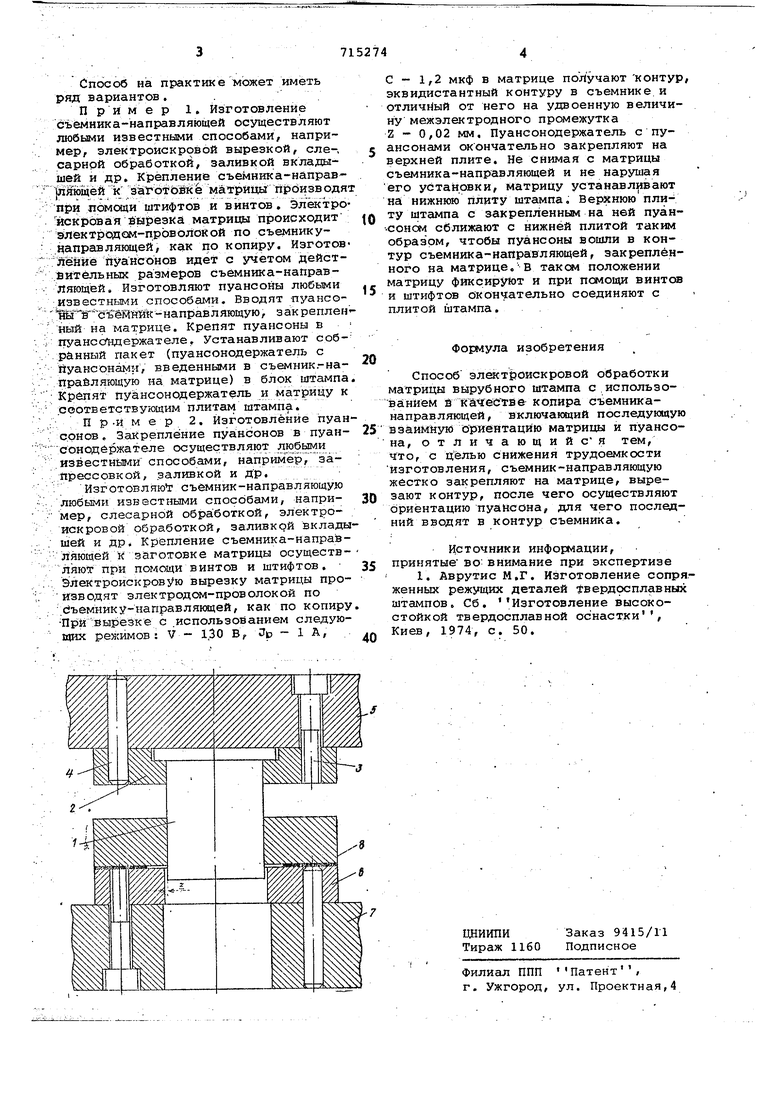
5 зависит от режимов электроискровой обработки и может быть равен 0,01- 0,03 мм, что является оптимальным при вырубке тонколистовых материалов. Способ появняется схемой, изобра0женной на чертеже. Пуансон-1, запрессованный в пуансонодержателе 2 и при помаци БИНТОВ 3 и штифтов 4 прикрепленный к верхней плите 5, сориентирован относите дьно матрицы 6, уста5новленной на нижней плите 7, при помоьои съемника-направляющей 8, который был закреплен на матрице перед ее электроискровой вырезкой и который был использован при этом в качестве
0 копира.
