1
Изобретение огносигся к способам соединения деталей штампов для листовой штамповки, в частности, пробивки и вырубки н может быть использовано в машиностроении..
Известен способ соединения деталей штампа (деталей рабочего пакета с блоком l. При этом предварительно в матрице выполняют отверстия под штифты, крепят ее к нижней плите блока и по отверстиям в матрице сверлят аналогичные - в плите; затем в полученные отверстия запрессовылают штифгы, фиксируя таким образом взаимное положение матрицы и плиты. Далее пуансон, закрепленный в пуансонодержателе, устанавливают по матрице и в таком положении пуансонодержатель крепят к верхней плите блока; по ранее выполненным фиксирующим отверстиям пуансон оде ржа геля сверлят аналогичные - в верхней плите блока, затем в полученные отверстия запресовывают штифты, фиксируя таким образом взаимное положение пуансона и верхней плиты блока.
Недостаток указанного способа состоит в том, что возникает необходимость изготовления блока для каждого конкрегного рабочего пакета штампа, так как отверстия под фиксирующие штифты в плитах блока сверлят по месту, через отверстия в матрице и пуансонодержателе. Все это ана-. чительно увеличивает трудоеклсость изготовления штампов и расход материалов на них.
Известен другой способ соединения деталей штампа 2. При этом способе предварительно в матрице выполняют отверстия по второму классу точности под фиксирующие колонки. Затем матрицу крепят к нижней плите блока и в ее отверстия вводят ко1ОНКИ. Пуансон, закрепленный в пуансонодэр-. жателе, устанавливают по матрице, при этом фиксирующие колонки, установленные в матрице, попадают в отверстия, предвари, тельно выполненные в пуансонодержателе. /1иаметр этих отверстий выполняют с зазо ром 3-4 мм на сторону по отношению к колонкам. Затем крепят пуансоподержатель с пуансоном к верхней плите блока. Фиксацию матрицы относительно пуансона осушествляюг заливкой зазора между колонками и огверсгиями пуансоноде ржа геля жидкой быстротвердеющей пластмассой - акрвлагом или аналогичным по свойствам магериалом.
Недостатком iaroro способа фиксации е&явется повышенная трудоемкость ЬагоТов- лвиня пакетного штампа, так как необходим выполнять классные фиксирующие отверстия в матрице в классвые колонки к ЕИМ.
Дяа устранения указанного недостатка отверстая во всех j соединяемых деталях выполняют со свободными размерами, после чего пуансон вводят в отверстие мат рицы, а затем соединяют между собой cMew ныедетали, в частностя пуансоне матрицадержатель с верхней (нижней ) плитой, путем заливки непосредствегшо в отверстия быстродействующего материала, например пластмассы,
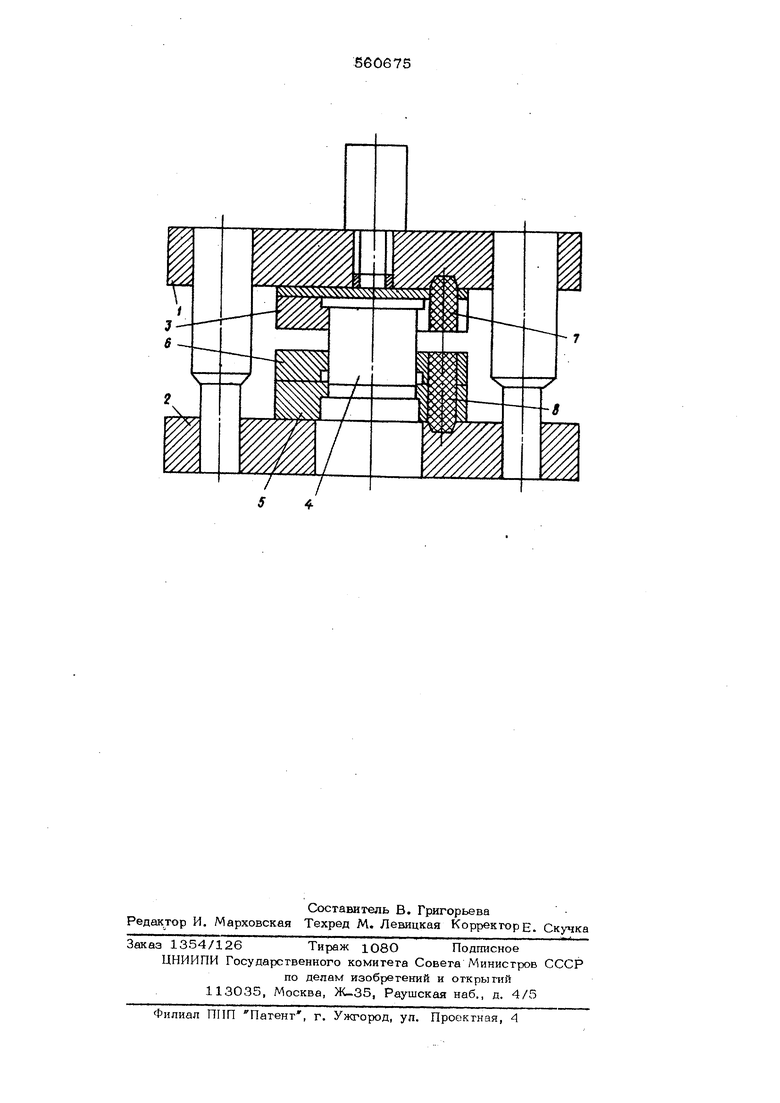
На чертеже изображен общий вид универсального блока с пакетным штампом, в котором применен предложенный способ соединения деталей рабоч о пшсета с бпо-ч ком.
Блок. верхнкяо плиту 1 и нижнюю плиту 2, в KOTopbix выполнены глухие конические отверстия под заливку. Пакетны штамп содержит держатель 3 пуансона 4, матрицу 5 и съемник 6, в которых выполнены сквозные фиксирующие отверстия.- Их координаты согласованы с коеординатами отверстий плит 1 и 2. блокв,причем допускается несоосность отверстий смежных деталей (например, пуансонодержателя 3 с верхней плитой 1 и матрицы 5 с нижней плитой 2) в пределах половины диаметра фиксирующих отверстий. Диаметры глухих и сквозных отверстий выполнены свободными - по седьмоК у классу точности. На поверхности сквозных отверстий выполнены винтовые канавки глубиной 0,5 мм для увели4eifflH сцепления между пластмассой и металлом.
Сборка пакета в блоке осуществляется следующим образом.
Матрицу 5 со съемником 6 крепят к ни ней плите 2,| пуансон 4, закрепленный в пуансонодержателе 3, устанавливают по марице 5 и в таком положении пуансонодержатель 3 крепят к верхней плите 1. Затем фиксирующие отверстия нижней плиты 2, матрицы 5, и съемника 6 заполняют жидки
акрила том АСТ-Т, закупоривают отверстия съемника 6 пластилином, переворачивают блок так, чтобы верхняя плита заняла положение нижней и заполняют теперь уже фиксирующие отверстия пуансонодержателя 3 и верхней плиты 1, После отвердения пластмассы образуются фиксирующие пластмассовые штифты 7 и 8, и щтамп готов к работе.
Упомянутый блок, может быть использован для другого пакетного штампа, а предыдущий пакет легко и быстро извлекается KQ блока, так как отверстия в плитах 1 и 2 выполнены коническими, при этом за счет винтовых канавок; на поверхности фиксирующих отверстий матрицы 5 и пуансонодеркжателя 3 штифты 7 и 8 остаются в послед, них и служат фиксаторами при поворотных установках этого пакета в блок.
При соединении деталей беззазорных штампов, для уменьшения усадаи твердеющей пластмассы, перед заливкой в отвер. стия вводят арматуру.
Формула изобретения
Способ соединения деталей штампа, преимущественно для пробивки и вырубки, при котором в предварительно полученные в соединяемых смежных деталях отверстия вводят фиксяруюшие элементы, а ориентируют детали, расположенные в разных частях штампа, путем введения пуансона в рабочее отверстие матрицы, отличающийся тем, что, с целью сокращени трудоемкости сборки штампа, отверстия во всех соединяемых деталях выполняют со свободными размерами, после чего пуансон вводят в отверстие, а затем соединяют между собой смежные детали, в частности пуансоно- матрицедержатель с верхней (нижней) плитой, путем заливки непосредственно в отверстия быстродействующего материала, например пластмассы.
Источники информации, принятые во внимание при экспертизе:
1.Романовский В. П, -Справочник цо холодной штамповке , Л., Машиностроение 1971, с. 529-530.
2.РТМ 45-62 Штампы для холодной штамповки. Применение самотвердеюших пластмасс в конструкциях штампов, ВНИИНМАШ, 1963, с. 11.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для пробивки отверстий в листовых деталях | 1973 |
|
SU471928A1 |
| Универсальный штамп для пробивки отверстий,расположенных в линию (его варианты) | 1983 |
|
SU1260068A1 |
| РАЗДЕЛИТЕЛЬНЫЙ ШТАМП | 1991 |
|
RU2018392C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| СПОСОБ СБОРКИ РАБОЧЕГО ПАКЕТА ВЫРУБНОГО ШТАМПА | 1971 |
|
SU308798A1 |
| Способ изготовления штампов | 1960 |
|
SU150088A1 |
| Устройство для холодной штамповки сферических монтажных шайб | 2021 |
|
RU2775242C1 |
| Блок штампа со сменным пакетом для обработки листового материала | 1978 |
|
SU682306A1 |
| Штамп последовательного действия | 1989 |
|
SU1606238A1 |
| "Узел закрепления или направленияРАбОчиХ иНСТРуМЕНТОВ шТАМпА | 1977 |
|
SU837490A1 |