Изобретение относится к области сварки и может быть использовано при количественной оценке влияния различных легирующих элементов, вводимых в наилавку, и технологического процесса на сопротивляемость наплавленного металла образованию отколов (холодных трещин) при наплавке.
Известен способ испытания стали (основного металла и сварного шва) на сопротивляемость образованию холодных трещин при сварке, при котором за количественный показатель сопротивляемости основного металла и сварного шва образованию холодных трещин принимается минимальное растягивающее напряжение, вызывающее разрушение образцов или образование в них трещин. Однако применение указанного способа для определения сопротивляемости наплавочных сплавов к образованию отколов невозможно, так как наплавочные износостойкие сплавы, как правило, обладают весьма малой пластичностью, что не позволяет передать достаточной величины усилия на зону сплавления, поскольку наплавка из-за высокой чувствительности (хрупкости) к концентрации напряжений разрушается мгновенно при невысоких номинальных напряжениях. Кроме того, этот способ испытания сварных соединений является металлоемким, так как используемые при этом образцы имеют большие размеры.
Целью настоящего изобретения является разработка способа испытания наплавленного металл на сопротивляемость образованию холодных трещин (отколов) при наплавке.
Поставленная цель достигается тем, что для осуществления передачи на зону сплавления усилия, достаточного для ее разрушения, и уменьшения металлоемкости испытаний используется точечное сварное соединение, образуемое при сварке двух деталей, в одной из которых имеется отверстие для заплавления его металлом наплавки. Усилие на зону сплавления передается при отрыве или кручении одной детали относительно другой. Такой способ испытания наплавленного металла позволяет передать на зону сплавления внешнее усилие, достаточное для ее разрушения, избежать в наплавленном металле сетки трещин и уменьшить металлоемкость испытания.
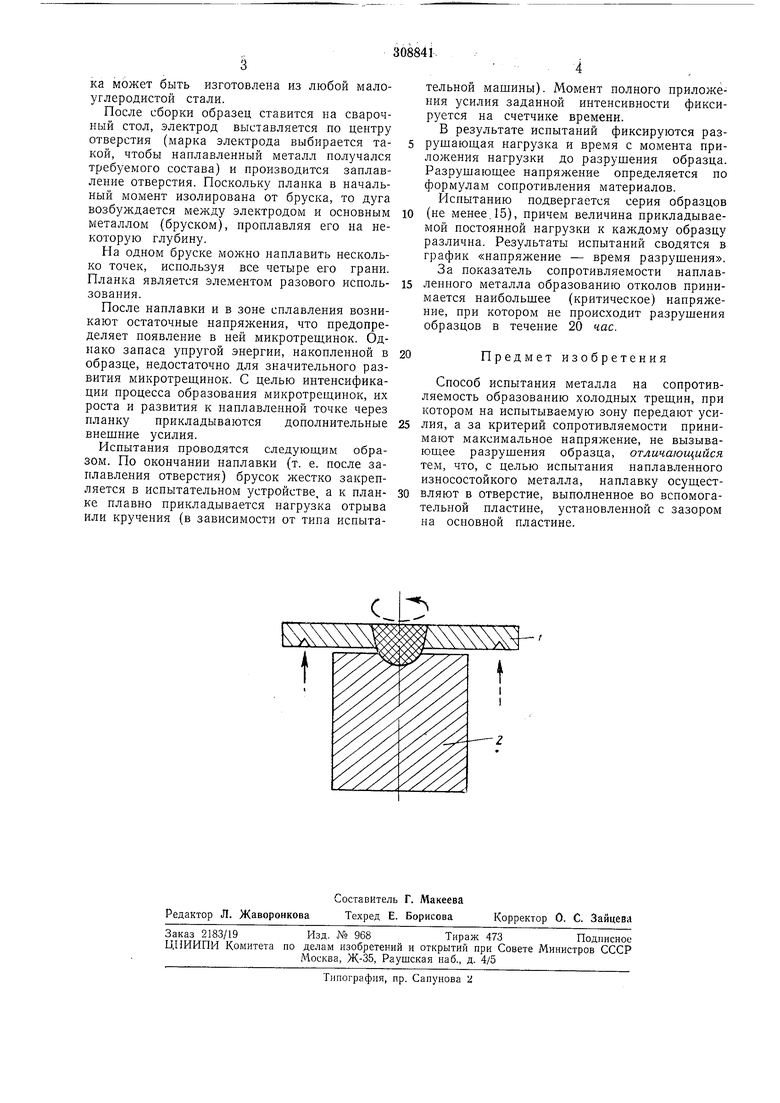
Сущность изобретения поясняется чертежом. Образец, состоящий из планки 1 с отверстием и массивного бруска 2, собирается так, чтобы между планкой и бруском был зазор 1 мм. Постоянство зазора легко достигается
путем прокладки между планкой и бруском полосок из какого-либо изоляционного материала (картона, дерева). Брусок2, имитирующий наплавляемую деталь, изготавливается из той марки стали, на какую в дальнейшем ка может быть изготовлена из любой малоуглеродистой стали. После сборки образец ставится на сварочный стол, электрод выставляется по центру отверстия (марка электрода выбирается такой, чтобы наплавленный металл получался требуемого состава) и производится заплавление отверстия. Поскольку планка в начальный момент изолирована от бруска, то дуга возбуждается между электродом и основным металлом (бруском), проплавляя его на некоторую глубину. На одном бруске можно наплавить несколько точек, используя все четыре его грани. Планка является элементом разового использования. После наплавки и в зоне сплавления возникают остаточные напряжения, что предопределяет появление в ней микротрещинок. Однако запаса упругой энергии, накопленной в образце, недостаточно для значительного развития микротрещинок. С целью интенсификации процесса образования микротрещинок, их роста и развития к наплавленной точке через планку прикладываются дополнительные внешние усилия. Испытания проводятся следующим образом. По окончании наплавки (т. е. после заплавления отверстия) брусок жестко закрепляется в испытательном устройстве, а к планке плавно прикладывается нагрузка отрыва или кручения (в зависимости от тина испытательной мащины). Момент полного приложения усилия заданной интенсивности фиксируется на счетчике времени. В результате испытаний фиксируются разрушающая нагрузка и время с момента приложения нагрузки до разрушения образца. Разрушающее напряжение определяется по формулам сопротивления материалов. Испытанию подвергается серия образцов (не менее. 15), причем величина прикладываемой постоянной нагрузки к каждому образцу различна. Результаты испытаний сводятся в график «напряжение - время разрушения. За показатель сопротивляемости нанлавленного металла образованию отколов принимается наибольшее (критическое) напряжение, при котором не происходит разрушения образцов в течение 20 час. Предмет изобретения Способ испытания металла на сопротивляемость образованию холодных трещин, при котором на испытываемую зону передают усиЛИЯ, а за критерий сопротивляемости принимают максимальное напряжение, не вызывающее разрушения образца, отличающийся тем, что, с целью испытания наплавленного износостойкого металла, наплавку осуществляют в отверстие, выполненное во вспомогательной пластине, установленной с зазором на основной пластине.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ремонта отливок с применением дуговой сварки | 2015 |
|
RU2630080C2 |
| Способ дуговой сварки велдолетов из аустенитных сталей к трубопроводу из низкоуглеродистых и низколегированных сталей | 2016 |
|
RU2643098C2 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 1997 |
|
RU2110378C1 |
| ЭКСПРЕСС-СПОСОБ ВЫБОРА НАПЛАВОЧНЫХ МАТЕРИАЛОВ И РЕЖИМОВ НАПЛАВКИ РОЛИКОВ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2015 |
|
RU2604744C2 |
| Способ дуговой сварки и наплавки | 1991 |
|
SU1825682A1 |
| Способ испытания металла шва на сопротивляемость образованию холодных трещин | 1989 |
|
SU1691020A1 |
| Способ испытания наплавленного металла на стойкость против образования горячих трещин | 2022 |
|
RU2796460C1 |
| Способ оценки склонности наплавочных материалов к образованию горячих трещин | 2022 |
|
RU2798041C1 |
| Способ дуговой сварки тройниковых соединений (велдолетов) магистральных трубопроводов | 2015 |
|
RU2643118C2 |
| Способ определения склонности наплавочных материалов к образованию горячих трещин | 2022 |
|
RU2798067C1 |
