1
Изобретение относится к области обработки металлов давлением, точнее к прессованию металлов.
Известен способ подготовки прессованных из нагретых заготовок профилей к солочению, заключающийся в образовании остреного конца на прессованном профиле.
Недостатками такого способа являются большие энергозатраты на нагрев для образования остреного конЦа, а также то, что многие материалы, например никелевые сплавы, не образуют остреного конца.
С целью снижения энергозатрат на иолгЪтовку по предлагаемому способу перед прессованием на боковой поверхности одного из концов заготовки выполняют кольцевую проточку, которую заполняют слоем наполнителя из материала, имеющего температуру плавления выше температуры нагрева заготовки, а после прессования слой наполнителя удаляют с образованием остреного конца.
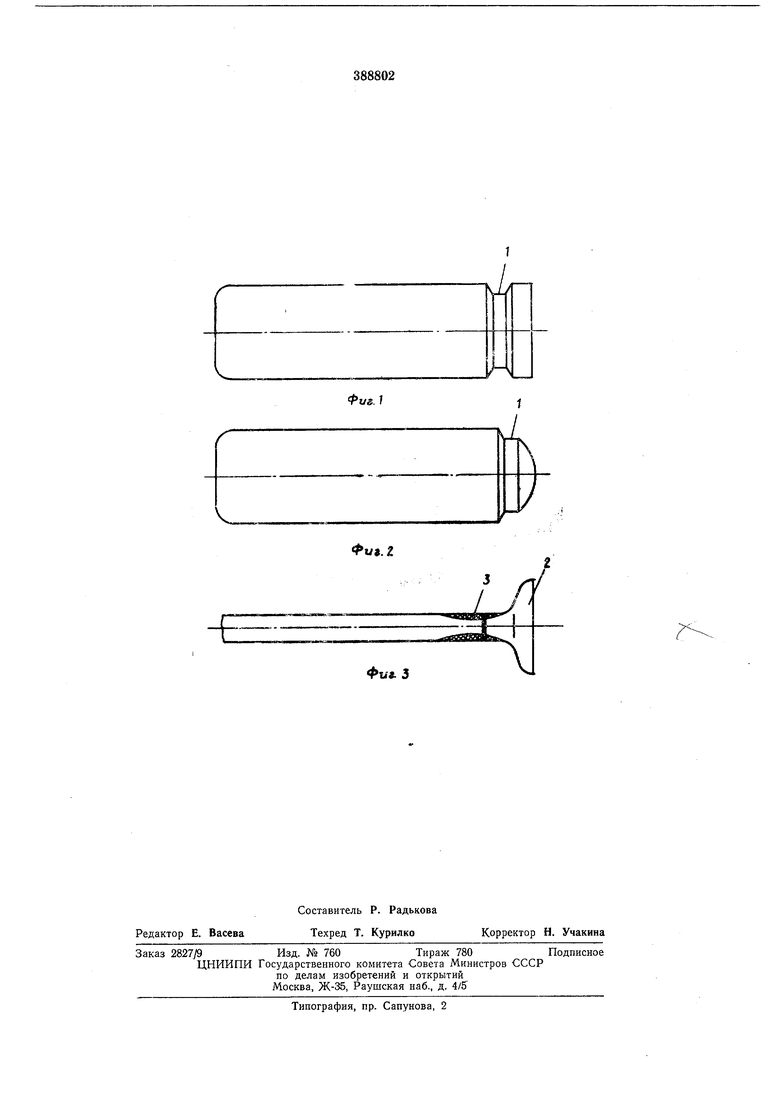
На фиг. 1 и 2 изображены примеры заготовок; на фиг. 3 - прессованный профиль.
На заготовке, изображенной на фиг. 1, кольцевая проточка / выполнена вблизи заднего торца, а на заготовке, изображенной на фиг. 2, - непосредственно у заднего торца.
Кольцевая проточка в заготовке перед прессованием заполняется наполнителем. Последний, например, в виде двух полуколец, вставляется в наз заготовки и крепится либо лентой, либо тонкими планками, прикрепленными к заготовке со стороны пресс-остатка. В качестве наполнителя используются стекла, шлаки, графит и другие вещества, не плавящиеся при температурах нагрева заготовок.
После прессования заготовки, обрезки пресс-остатка 2 и удаления наполнителя 3 на прессованном профиле образуется остреный конец.
В случае прессования без пресс-остатка (фиг. 2) наполнитель в виде щайбы устанавливается между заготовкой и пресс-шайбой. Остреный конец на прессованном профиле образуется благодаря тому, что часть нанолнителя, выдавливаясь вместе с профилем, уменьшает его сечение.
Предмет изобретения
Способ подготовки профилей, прессованных из нагретых заготовок, к волочению, заключающийся в образовании остреного конца на прессованном профиле, отличающийся тем, что, с целью снижения энергозатрат на подготовку, перед прессованием на боковой поверхности одного из концов заготовки выполняют кольцевую нроточку, которую заполняют слоем наполнителя из материала, имеющего температуру плавления выше температуры нагрева заготовки, а после прессования слой наполнителя удаляют с образованием остреного конца.
к
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ НАГРЕВА ЗАГОТОВОК ПЕРЕД ПРЕССОВАНИЕМ | 1971 |
|
SU309058A1 |
| УСТРОЙСТВО для РАСТЯЖЕНИЯ ПРОФИЛЕЙ | 1973 |
|
SU393000A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗОГНУТЫХ по РАДИУСУ ЗАГОТОВОК СО СЛОЖНОЙ КОНФИГУРАЦИЕЙ ПОПЕРЕЧНОГОСЕЧЕНИЯ | 1971 |
|
SU317450A1 |
| ПРЕСС ДЛЯ ПРЕССОВАНИЯ ПОЛЫХ ПРОФИЛЕЙ | 1970 |
|
SU268137A1 |
| МАТРИЧНЫЙ УЗЕЛ ПРЕССА ДЛЯ ИЗГОТОВЛЕНИЯПРОФИЛЕЙ | 1972 |
|
SU423537A1 |
| ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ НАЛОЖЕНИЯ АЛЮМИНИЕВЫХ ОБОЛОЧЕК НА КАБЕЛЬ | 1966 |
|
SU183072A1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ МЕТАЛЛА | 1972 |
|
SU453211A1 |
| ГИДРАВЛИЧЕСКИЙ ТРУБОПРОФИЛЬНЫЙ ПРЕСС | 1972 |
|
SU360127A1 |
| СТАНОК ДЛЯ ГИБКИ ПРОФИЛЕЙВС?СО:СП:.;АЛ Iттп^-'^1^мш1ц>&^EHSJiHOj^^KA 1 | 1973 |
|
SU369960A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТУРБИННЫХ И КОМПРЕССОРНЫХЛОПАТОК | 1972 |
|
SU326998A1 |
V
Фи&.1
Фи. 3
