Изобретение относится к области термической обработки металлов и сллавов.
Известна установка для термообработки изделий, содержащая индукционный нагреватель и печь для выдержки IB ней изделий при определенной температуре, связанные между собой транспортирующим устройством.
Для ускорения технологического процесса за печью выдержки расположена печь выравнивания температуры.
При этом обе печи соединены между собой транспортером, который служит одновременно охлаждающим устройством.
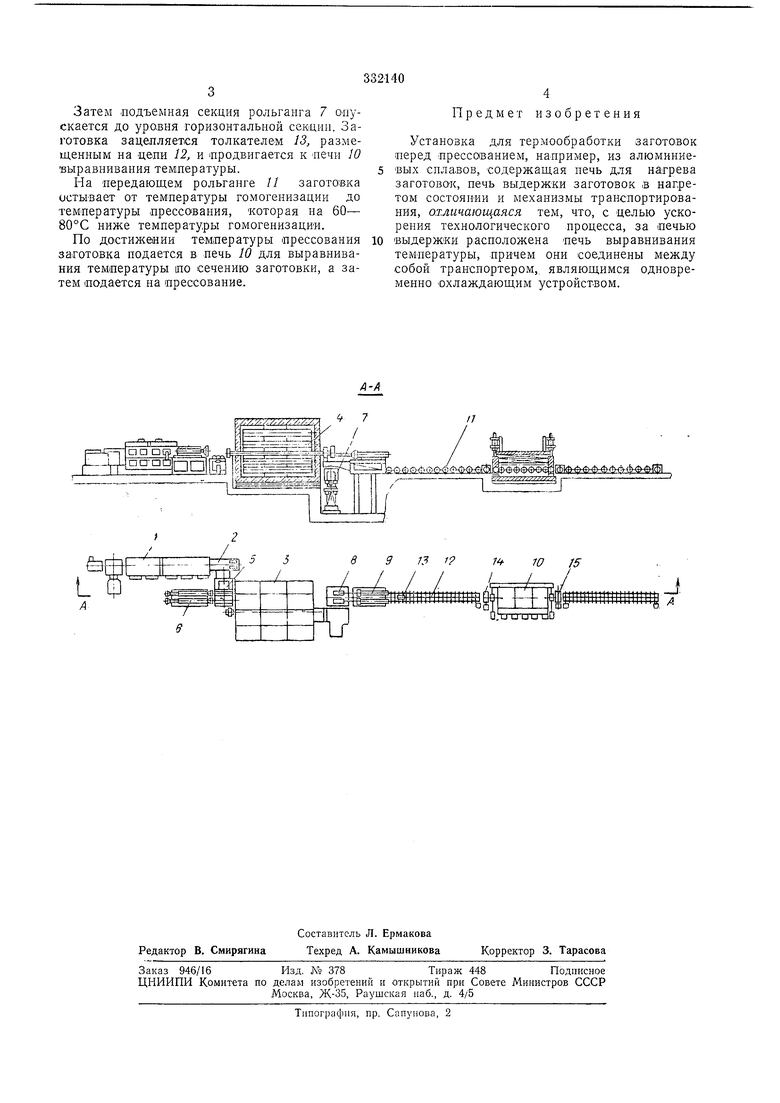
На чертеже изображена предлагаемая установка, продольный разрез и разрез но А-А.
Установка состоит из индукционной печи /, приемного стола 2, лечи 3 гомогенизации с ложементами 4, рамной тележки 5, перемещающей заготовки от приемного стола 2 к печи 3.
Перед печью гомогенизации расположены толкатели 6, а на выходе из нее - подъемный рольганг 7 и поворотные лотки 8, снабженные гидрОЦилиндрами 9. Печь 5 и печь 10 соединены между собой транспортером, выполненным IB Виде рольганга 11, вдоль которого перемещается цепь 12 с толкателем 13.
Работает устройство следующим образом. Заготовка, подготовленная для нагрева, механизмом загрузки подается в индукционную нагревательную нечь /. После нагрева до температуры гомогенизации заготовка выгружается пз индуктора на приемный стол 2 и передается на поперечно перемещающуюся тележку 5. Последняя с нагретой заготовкой подается к загрузочному окну печи гомогенизации, и заготовка заталкивается толкателел 6 в ложемент 4. После заполнения заготовками двух параллельно расположенных ложементов 4 они поворачиваются на один шаг и заполняются два других ложемента 4 и т. д.
Цикл выдержки заготовок при температуре гомогенизации соответствует полному обороту барабана печи гомогенизации. Таким образом, после полного оборота очередная заготовка, поступающая из индукционной печи, 1выталкивает заготовку, нрощедщую гомогенизацию на лоток 5 механизма выгрузки, который подается в печь 5 с помощью гидроцилиндра 9. Лоток 8 механизма
выгрузки, возвращаясь в исходное положение, поворачивается вокруг оси и сбрасывает заготовку на подъемную секцию передающего рольганга. При этом подъемная секция к этому моменту поднимается до уровня лотЗатем подъемная секция рольганга 7 опускается до уровня горизонтальной cexiUHii. Заготовка зацепляет1ся толкателем 13, размещенным на цепи 12, и продвигается к лечи 10 выравнивания температуры.
На передающем рольганге // заготовка осты-вает от температуры гомогенизации до температуры пpeccoiвaния, которая на 60- 80°С ниже температуры гомогенизации.
По достижении темлературы прессования заготовка подается в печь 10 для выравнивания температуры по сечению заготовки, а затем подается на прессование.
Предмет изобретения
Установка для термообработки заготовок перед прессованием, например, из алюминиевых сплавов, содержащая печь для нагрева заготовок, иечь выдержки заготовок .в нагретом состоянии и механизмы транспортирования, отличающаяся тем, что, с целью ускорения технологического процесса, за печью выдержки расположена печь выравнивания температуры, причем они соединены между собой транспортером, являющимся одновременно охлаждающим устройством.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ НАГРЕВА ЗАГОТОВОК ПЕРЕД ПРЕССОВАНИЕМ | 1971 |
|
SU309058A1 |
| ВОЛОЧИЛЬНЫЙ СТАН для ВОЛОЧЕНИЯ сплошныхи полых ПРОФИЛЕЙ | 1968 |
|
SU212964A1 |
| АВТОМАТИЧЕСКАЯ УСТАНОВКА | 1969 |
|
SU248464A1 |
| ПЕЧЬ ДЛЯ НАГРЕВА ЗАГОТОВОК | 1972 |
|
SU338548A1 |
| АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ МЕТОДОМ ПРЕССОВАНИЯ | 1992 |
|
RU2021146C1 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕС | 1992 |
|
RU2043817C1 |
| Поточная автоматизированная линия изготовления изделий методом прессования | 1985 |
|
SU1303438A1 |
| Автоматическая линия изготовления изделий из металлических порошков | 1985 |
|
SU1258622A1 |
| ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ НАЛОЖЕНИЯ АЛЮМИНИЕВЫХ ОБОЛОЧЕК НА КАБЕЛЬ | 1966 |
|
SU183072A1 |
..ф,(.
