Изобретение относится к устройствам для подачи деталей.
Известно устройство для подачи деталей, содержащее вибробункер со спиральным питающим лотком. Однако такое устройство не обеспечивает достаточно высокой производительности.
В предложенном устройстве этот недостаток устранен за счет того, что оно снабжено сменными кассетами с гнездами различных типоразмеров, установленными в пазах, предусмотренных на спиральном лотке.
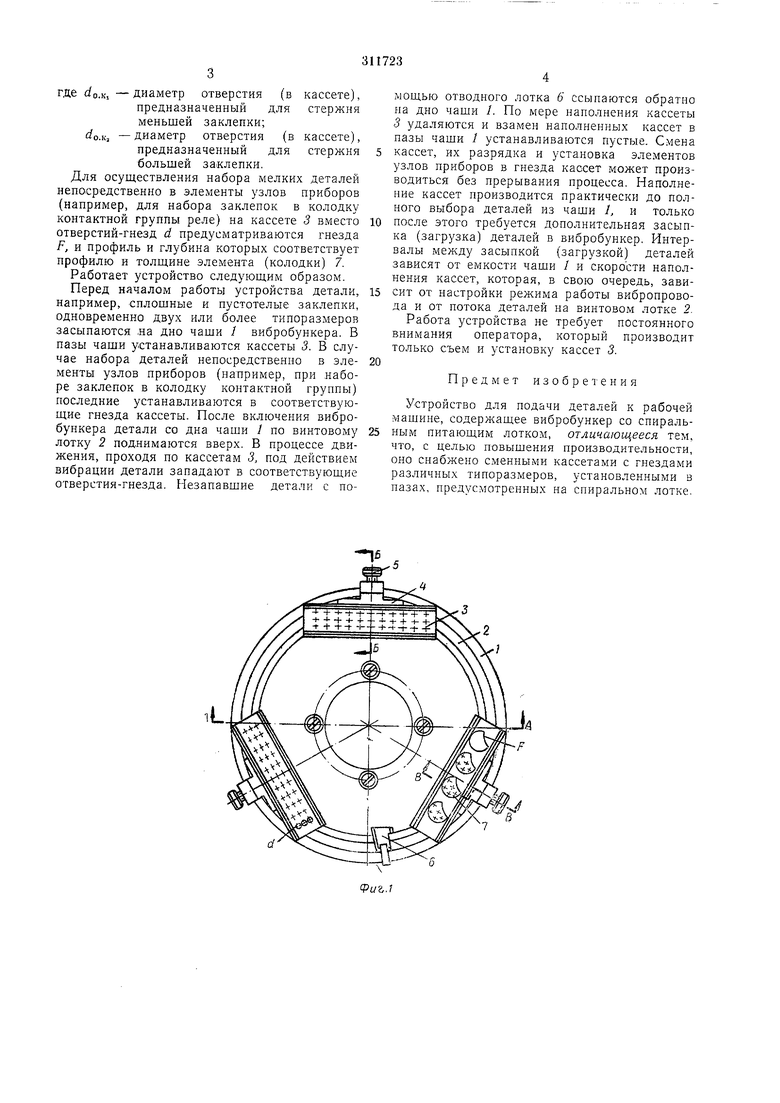
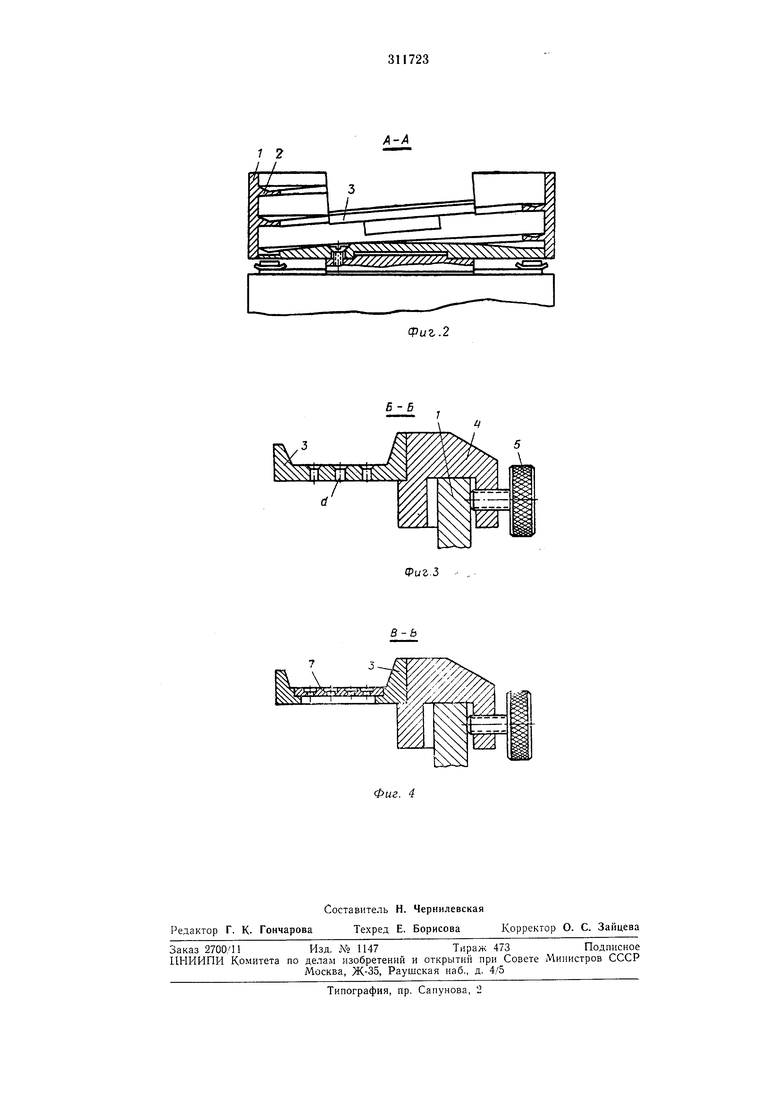
На фиг. 1 схематически изображено описываемое устройство, общий вид; на фиг. 2 - разрез по Л-А на фиг. 1; на фиг. 3 - сечение по Б-Б на фиг. 1; на фиг. 4 - сечение по В-В на фиг. 1.
Устройство .представляет собой вибробункер, в чаше / которого вдоль винтового лотка 2 выполнено несколько пазов, предназначенных для размещения в них кассет 5 с отверстиями-гнездами для западания в них деталей (например, сплощных и пустотелых заклепок). Пазы в чаше 1 расположены таким образом, что установленные и закрепленные в них кассеты 3 служат продолжением винтового лотка 2. Кассета 3 представляет собой прямолинейный лоток с двумя бортами, к одному из которых прикреплен кронштейн 4, плотно закрепляющий с помощью вннта 5 кассету 3
на чаше / вибробункера. Размеры, форма и расположение отверстий (диаметр отверстийгнезд) d в кассете соответствуют загружаемым деталям и требованиям соответствующего технологического процесса. Для отвода незапавших в отверстия кассет деталей предусмотрен отводной лоток 6.
С целью возмол ности набора деталей одновременно двух и более типоразмеров, а также для их сортировки в кассетах 3 имеются сквозные отверстия-гнезда соответственно двух и более размеров (см. фиг. 3). Для исключения возможных застреваний деталей одного типоразмера в отверстиях, предназначенных для деталей другого типоразмера, отверстия должны быть определенного размера.
Так, например, в случае наполнения кассет заклепками одновременно двух типоразмеров должно быть выдержано следующее неравенство
1макс 2мин
где /)(. - наибольщий диаметр (диаметр
головки) меньшей заклепки, 2мим -наименьший диаметр (диаметр
стержня) больщей заклепки. Соответственно отверстия в кассете удовлетворять следующим неравенствам
где do.K, -диаметр отверстия (в кассете),
предназначенный для стержня
меньшей заклепки; do.K, - диаметр отверстия (в кассете),
предназначенный для стержня
большей заклепки.
Для осушествления набора мелких деталей непосредственно в элементы узлов приборов (например, для набора заклепок в колодку контактной группы реле) на кассете 3 вместо отверстий-гнезд d предусматриваются гнезда Р, и профиль и глубина которых соответствует профилю и толщине элемента (колодки) 7. Работает устройство следующим образом. Перед началом работы устройства детали, например, сплошные и пустотелые заклепки, одновременно двух или более типоразмеров засыпаются на дно чащи / вибробункера. В пазы чаши устанавливаются кассеты 3. В случае набора деталей непосредственно в элементы узлов приборов (например, при наборе заклепок в колодку контактной группы) последние устанавливаются в соответствующие гнезда кассеты. После включения вибробункера детали со дна чаши / по винтовому лотку 2 поднимаются вверх. В процес се движения, проходя по кассетам 3, под действием вибрации детали западают в соответствующие отверстия-гнезда. Незапавшие детали с помощью отводного лотка 6 ссыпаются обратно на дно чащи /. По мере наполнения кассеты 3 удаляются и взамен наполненных кассет в пазы чащи / устанавливаются пустые. Смена
кассет, их разрядка и установка элементов узлов приборов в гнезда кассет может производиться без прерывания процесса. Наполнение кассет производится практически до полного выбора деталей из чащи 1, и только
после этого требуется дополнительная засыпка (загрузка) деталей в вибробункер. Интервалы между засыпкой (загрузкой) деталей зависят от емкости чащи / и скорости наполнения кассет, которая, в свою очередь, зависит от настройки режима работы вибропровода и от потока деталей на винтовом лотке 2. Работа устройства не требует постоянного внимания оператора, который производит только съем и установку кассет 3.
Предмет изобретения
Устройство для подачи деталей к рабочей машине, содержащее вибробункер со спиральным питающим лотком, отличающееся тем, что, с целью повышения производительности, оно снабжено сменными кассетами с гнездами различных типоразмеров, установленными в пазах, предусмотренных на спиральном лотке.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для НАБОРА ДЕТАЛЕЙ С ОТВЕРСТИЯМИ НА СТЕРЖНИ | 1971 |
|
SU311611A1 |
| Устройство для загрузки в кассеты малога-бАРиТНыХ цилиНдРичЕСКиХ издЕлий | 1979 |
|
SU835886A1 |
| Устройство для подачи плоских деталей | 1984 |
|
SU1228330A1 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТИРОВАНИЯ И НАКОПЛЕНИЯ ДЕТАЛЕЙ | 1991 |
|
RU2011504C1 |
| Устройство для ориентации деталей со смещенным центром тяжести преимущественно в виде стержня с буртиками и проточками между ними | 1983 |
|
SU1164915A1 |
| Загрузочное устройство | 1981 |
|
SU952525A1 |
| ВИБРАЦИОННОЕ ЗАГРУЗОЧНОЕ УСТРОЙСТВО | 1971 |
|
SU317586A1 |
| Устройство для ориентации радиодеталей | 1976 |
|
SU745036A1 |
| Устройство для подачи заготовок в зону обработки | 1986 |
|
SU1428506A1 |
| Вибробункер | 1985 |
|
SU1346391A1 |
/
б-б
Фиг.З
