Изобретение относится к часовой и ювелирной промышленностям и может быть использовано при сборке часовых деталей или частей браслетов для часов, состоящих из деталей нескольких типоразмеров.
Известно устройство для набора деталей с отверстиями на стержни, содержащее приспособления для подачи и ориентации деталей, имеющие приводимую в колебательное движение емкость для деталей и средство для подачи стержней. По такие устройства малопроизводительны.
Для осуществления надежности соединения и повышения производительности в предложенном устройстве в качестве приспособления для подачи и ориентации деталей предусмотрен вибробункер с выводным лотком, оканчивающимся под дном емкости на оси вращения вибробункера, а средство для подачи стержней состоит из пластины, несущей стержни, и бесконечной цепи, снабженной роликами, взаимодействующей с пластиной и перемещаемой в подпружиненной направляющей с профилированным участком.
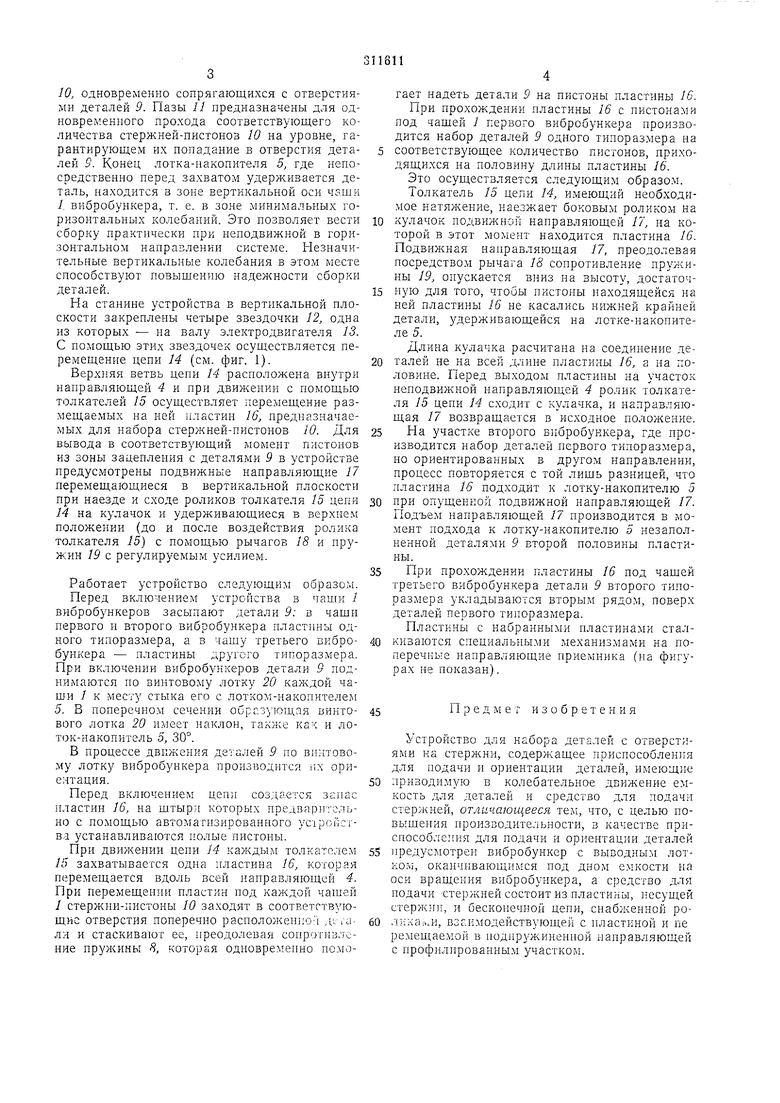
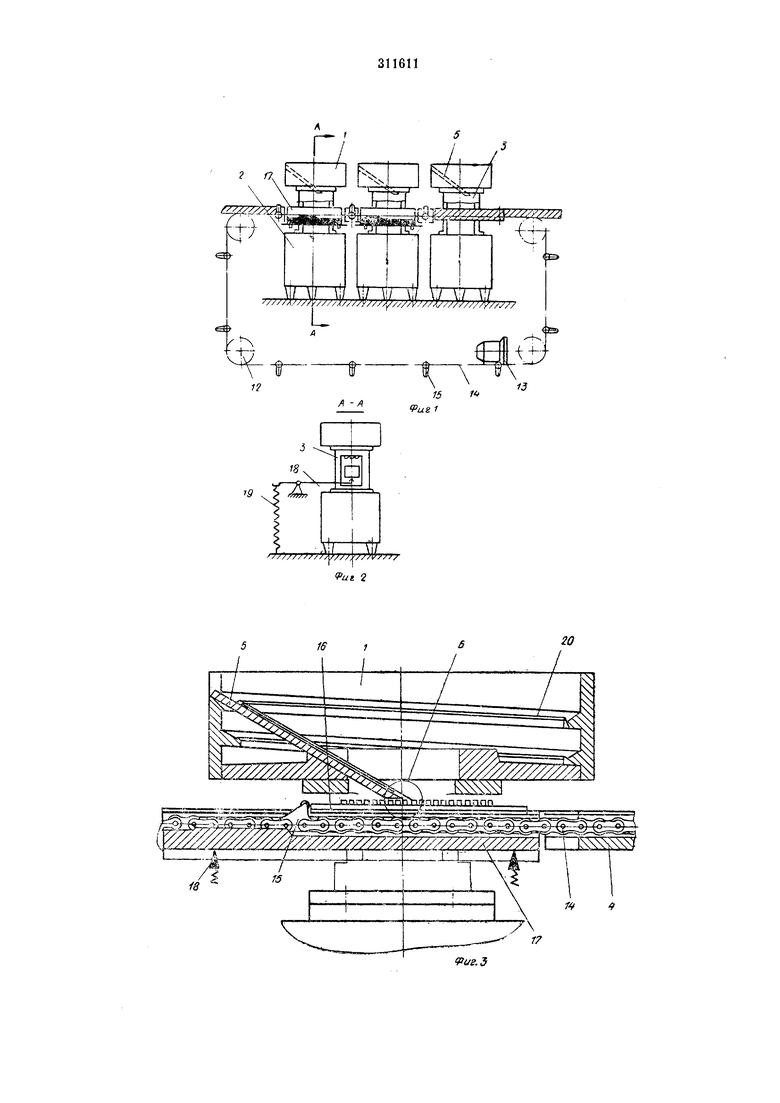
На фиг. 1 дана принципиальная кинематическая схема устройства; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - чаща вибробункера, разрез; на фиг. 4 - узел Б.
бункеров с чашами-емкостями /, с виброприводами 2; чаши закреплены на специальной подставке 3, а последняя - на виброприводе 2. Подставка 5 - цилиндрической формы с
двумя фланцами по торцам и со сквозными прямоугольными отверстиями в цилиндрической поверхности, предназначенными для прохождения сквозь нее направляющей 4.
Выводной лоток - накопитель 5 каждой чашп жестко закреплен на ней в радиальном направлении от периферии к центру, под углом (30) к горизонтальной плоскости. Верхний конец лотка-накопителя 5 соединен с верхним концом винтового лотка чаши /, а нижний выведен за ее пределы под дно (см. фиг. 3).
Для исключения самопроизвольного выпадения пластин во время работы вибробункера из лотка-накопителя 5 в последнем предусмотрены буртик 6, верхняя ограничительная направляющая 7 и плоская прижимная пружина 8, которая предназначена для постоянного подл-;има деталей 9 с отверстиями в процессе их комплектации со стержнями-пистонами W. Конструкция лотка-накопителя 5 и верхней
ограничительной направляющей 7 предусматривает поперечное расположение деталей 5 Па конце лотка-накопителя 5 имеются пазь 11, размеры, число и расположение KOTOpbi.v соответствуют размерам, числу и расположе
10, одновременно сопрягающихся с отверстиями деталей 9. Пазы 11 предназначены для одновременного прохода соответствующего количества стержней-пистонов 10 на уровне, гарантирующем их попадание в отверстия деталей 9. Конец лотка-накопителя 5, где непосредственно перед захватом удерживается деталь, находится в зоне вертикальной оси чаши 1. внбробункера, т. е. в зоне минимальных горизонтальных колебаний. Это позволяет вести сборку практически при неподвижной в горизонтальном направлении системе. Незначительные вертикальные колебания в этом месте способствуют повышению надежности сборки деталей.
На станине устройства в вертикальной плоскости закреплены четыре звездочки 12, одна из которых - на валу электродвигателя 13. С помощью этих звездочек осуществляется перемещение цепи 14 (см. фиг. 1).
Верхняя ветвь цепи 14 расположена внзтри направляющей 4 и при движении с помощью толкателей 15 осуществляет перемещение размещаемых на ней пластин 16, предназначаемых для набора стержней-пистонов 10. Для вывода в соответствующий момент пистонов из зоны зацепления с деталями 9 в устройстве предусмотрены подвижные направляющие 17 перемещающиеся в вертикальной плоскости при наезде и сходе роликов толкателя 15 цепи
14на кулачок и удерживающиеся в верхнем положении (до и после воздействия ролика толкателя 15) с помощью рычагов 18 и пружин 19 с регулируемым усилием.
Работает устройство следующим образом.
Перед включением устройства в чаши ./ вибробункеров засыпают детали 9: в чаши первого и второго вибробункера пластины одного типоразмера, а в чащу третьего вибробуикера - пластины другого типоразмера. При включении вибробункеров детали 9 поднимаются но винтовому лотку 20 каждой чаши / к месту стыка его с лотком-накопителем 5. В поперечном сечении образующая винтового лотка 20 имеет наклон, также как и лоток-накопитель 5, 30°.
В процессе движения деталей 9 по BJIHTOBOму лотку вибробункера производится их ориентация.
Перед включением цепи создается запас пластин 16, на штыри которых предварительно с помощью автомагизированпого ycipoficTва устанавливаются полые пистоны.
При движении цепи 14 каждым толкателем
15захватывается одна пластина 6, которая перемещается вдоль всей направляющей 4. При перемещении пластин под каждой чашей 1 стержни-пистоны 10 заходят в соответгтвуюш,нс отверстия поперечно расположенно и стаскивают ее, преодолевая сопротивление пружины 8, которая одновременно по.дюгает надеть детали 9 на пистоны п.тастины 16. При прохождении пластины 16 с пистонами под чашей / первого вибробункера производится набор деталей 9 одного типоразмера на соответствующее количество пистонов, приходящихся на половину длины пластины 16. Это осуществляется следующим образом. Толкатель 15 цепи 14, имеющий необходимое натяж:ение, наезжает боковым роликом на
кулачок подвижной направляющей 17, на которой в этот момент находится пластина 16. Подвижная направляющая 17, преодолевая посредством рычага 18 сопротивление пружины 19, опускается вниз на высоту, достаточную для того, чтобы пистоны находящейся на ней пластины 16 не касались нижней крайней детали, удерживающейся на лотке-накопителе 5. Длина кулачка расчитана на соединение деталей не на всей длине пластины 16, а на половине. Перед выходом пластины на участок неподвижной направляющей 4 ролик толкателя 15 цепи 14 сходит с кулачка, и направляющая 17 возвращается в исходное положение.
На участке второго вибробункера, где производится набор деталей первого типоразмера, но ориентированных в другом направлении, процесс повторяется с той лишь разницей, что пластина 16 подходит к лотку-накопителю 5
при опущенной подвижной направляющей 17. Подъем направляющей 17 производится в момент подхода к лотку-накопителю 5 незаполненной деталями 9 второй половины пластины.
При прохождении пластины 16 под чашей третьего вибробункера детали 9 второго типоразмера укладываются вторым рядом, поверх деталей первого типоразмера.
Пластины с набранными пластинами сталкизаются специальными механизмами на поперечные направляющие приемника (на фигурах не показан).
Предмет изобретения
Устройство для набора деталей с отверстиями на стержни, содержащее приспособления для подачи п ориентации деталей, имеющие
приводимую в колебательное движение емкость для деталей и средство для подачи стержней, отличающееся тем, что, с целью повышения нроизводительности, в качестве приспособле; ия для подачи и ориентации деталей
предусмотрен вибробункер с выводным лотком, оканчивающимся под дном емкости на оси вращения вибробункера, а средство для нодачи Стержней состоит из пластины, несущей стержни, и бесконечной цепи, снабженной .и, взаимодействующей с нластиной и пе ремещаемой в подпружиненной направляющей с профилпрованным участком.
«
9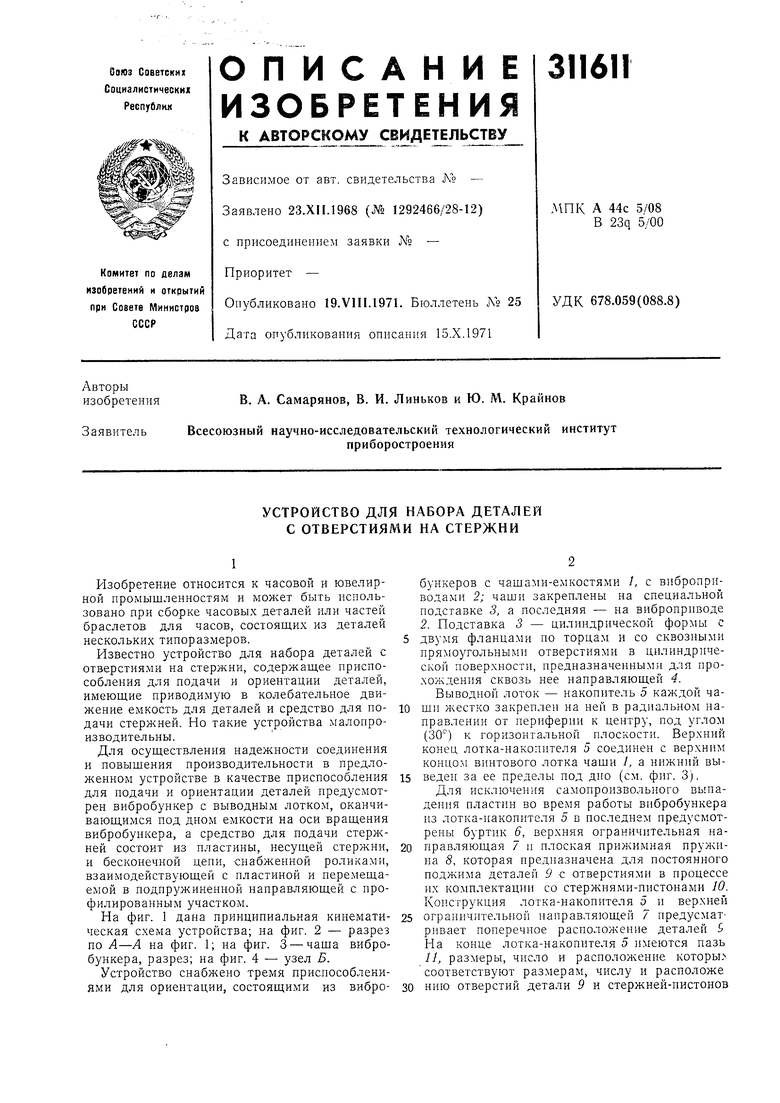
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи деталей | 1983 |
|
SU1152098A1 |
| ВИБРОБУНКЕР | 2000 |
|
RU2173662C1 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТИРОВАНИЯ И НАКОПЛЕНИЯ ДЕТАЛЕЙ | 1991 |
|
RU2011504C1 |
| Устройство для приклейки плат к выводной рамке | 1976 |
|
SU656134A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ДЕТАЛЕЙ | 1971 |
|
SU311723A1 |
| Винтозавертывающая машина | 1973 |
|
SU478706A1 |
| Устройство для очистки металлических изделий | 1984 |
|
SU1230706A1 |
| Устройство для ориентированной подачи деталей,преимущественно контактов П-образной формы и гаек,в установках для сборки | 1985 |
|
SU1262757A1 |
| Вибрационное загрузочное устройство | 1988 |
|
SU1692811A1 |
| Вибрационное загрузочное устройство | 1981 |
|
SU1000228A2 |

Азе/1 6
П
Фиг. 4
