Изобретение относится к области электрохимической обработки.
Известны устройства для прошивания отверстий, в которых создание противодавления электролиту после зоны обработки обеспечивается установкой специального дросселирующего устройства в месте входа электрода-инструмента в изделие.
Недостатком известных устройств является аппаратурное усложнение ведения процесса обработки.
Цель изобретения - повышение точности и качества обработанной поверхности путем создания оптимального противодавления на выходе электролита из межэлектродного зазора, Для этого на боковой поверхности инструмента установлены упругий диэлектрический элемент и подвижная нажимная втулка, а величина противодавления на выходе электролита из зоны обработки создается и регулируется за счет изменения проходного поперечного сечения при деформировании упругого элемента нажимной втулкой.
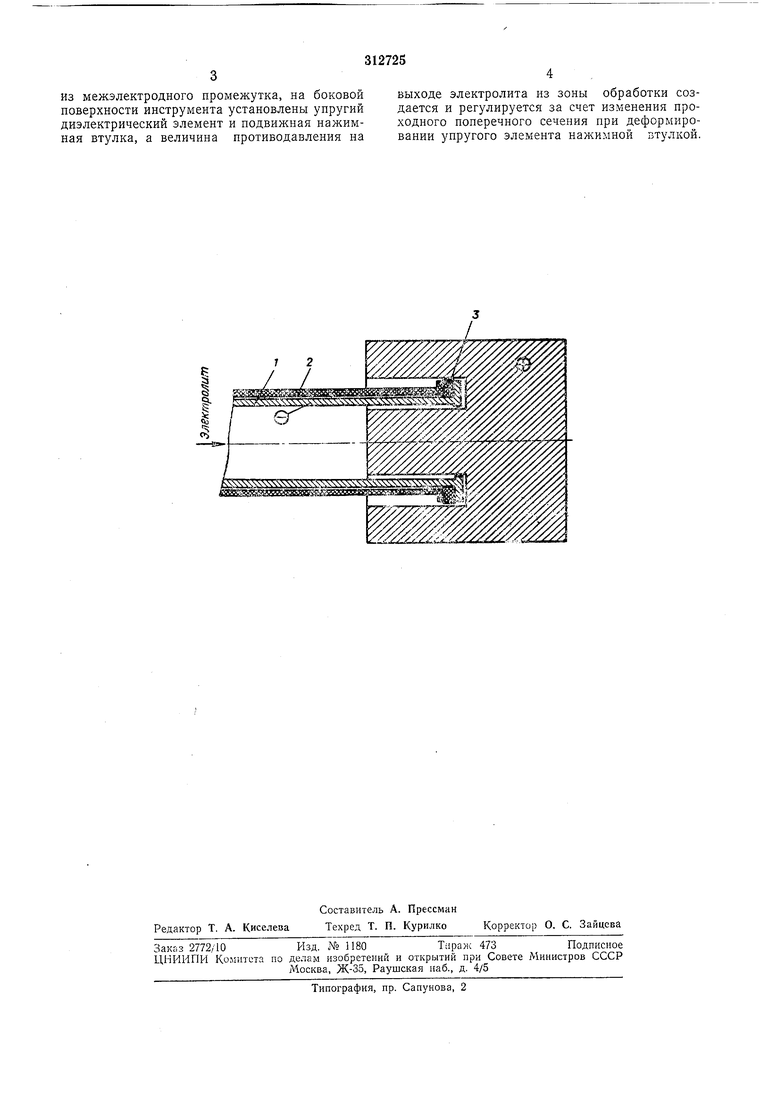
На чертеже показан предлагаемый электрод-инструмент.
В зависимости от необходимой величины противодавления электролита на выходе его из рабочей зоны упругий элемент электродаинструмента настраивают на соответствующий размер перед электрохимическим прошиванием либо в процессе обработки. Для этого перемещают переменную нажимную втулку по корпусу электрода-инструмента в направлении деформируемого элемента 3.
Изменением деформации упругого элемента 3 достигается требуемое превращение его наружного диаметра над диаметром рабочего буртика электрода- инструмента.
В процессе электролит проходит зону обработки, обтекает буртик электрода-инструмента и встречается с поверхностью упругого элемента 3, исполняющего функции дросселя на выходе электролита из межэлектродного зазора.
Предмет изобретения
Электрод-инструмент для электрохимического прошивания отверстий круглой формы в поперечном сечении, отличающийся тем, что, с целью повышения точности и качества обработанной поверхности путем создания оптимального противодавления на выходе электролита
Из межэлектродного промежутка, на боковой поверхности инструмента установлены упругий диэлектрический элемент и подвижная нажимная втулка, а величина противодавления на
выходе электролита из зоны обработки создается и регулируется за счет изменения проходного поперечного сечения при деформировании упругого элемента нажимной втулкой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электрохимического прошивания отверстий | 1976 |
|
SU745635A1 |
| Электрод-инструмент для электрохимической прошивки отверстий | 1986 |
|
SU1511030A1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПРОШИВАНИЯ ОТВЕРСТИЙ | 1990 |
|
RU2041035C1 |
| Электрод-инструмент | 1972 |
|
SU505551A1 |
| Электрод-инструмент | 1985 |
|
SU1279766A1 |
| Электрод-инструмент | 1972 |
|
SU536931A2 |
| Стержневой электрод-инструмент | 1990 |
|
SU1720821A1 |
| Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки одновинтового насоса | 2022 |
|
RU2798263C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ИНСТРУМЕНТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2240901C2 |
| Электродный блок для электрохимической обработки кольцевых канавок в отверстии трубчатой заготовки с винтовым зубчатым профилем | 2022 |
|
RU2784617C1 |