Изобретение относится к области машиностроения, в частности к изготовлению сварных конструкций.
Известные способы автоматизации процесса сварки внутренних стыков прямошовных труб основаны на слежении за опорной линией с помощью фотоэлектрической системы. Опорная линия требуется для совмещения электрода со стыком и наносится на внутренней поверхности трубной заготовки параллельно одной из свариваемых кромок.
Известны устройства для нанесения опорной линии, однако они не обеспечивают постоянства базового расстояния при изменении поперечного сечения трубы. Кроме этого, они требуют также и переналадки при переходе с одного диаметра трубы на другой. Все это вызывает длительные простои станка и снижает производительность труда.
Предлагаемое устройство обеспечивает нанесение опорной линии на внутренней поверхности трубных заготовок без переналадки и повыщение качества сварки; базовое расстояние для любого диаметра трубы выдерживается постоянным по всей длине ее. Достигается это тем, что рамка выполнена в виде пространственного шарнирного параллелограмма, а опорные ролики и режущие кромки инструмента имеют V-образный профиль. Кромки качения роликов расположены на одной прямой с вершиной резца.
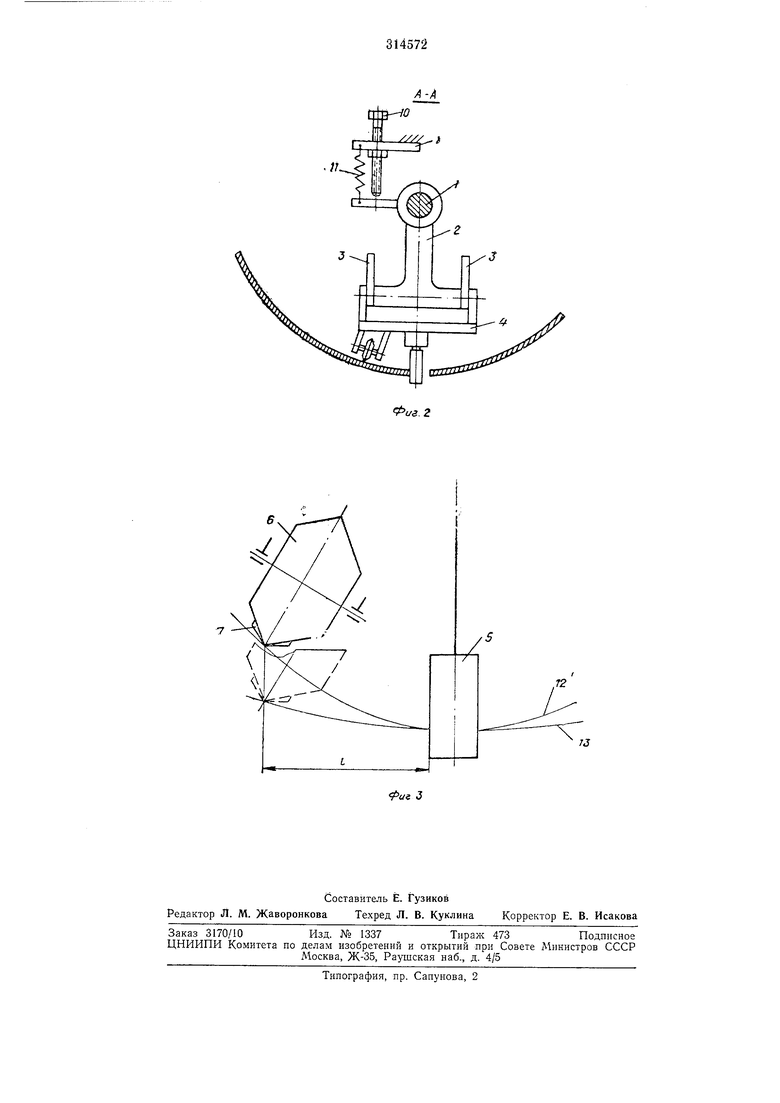
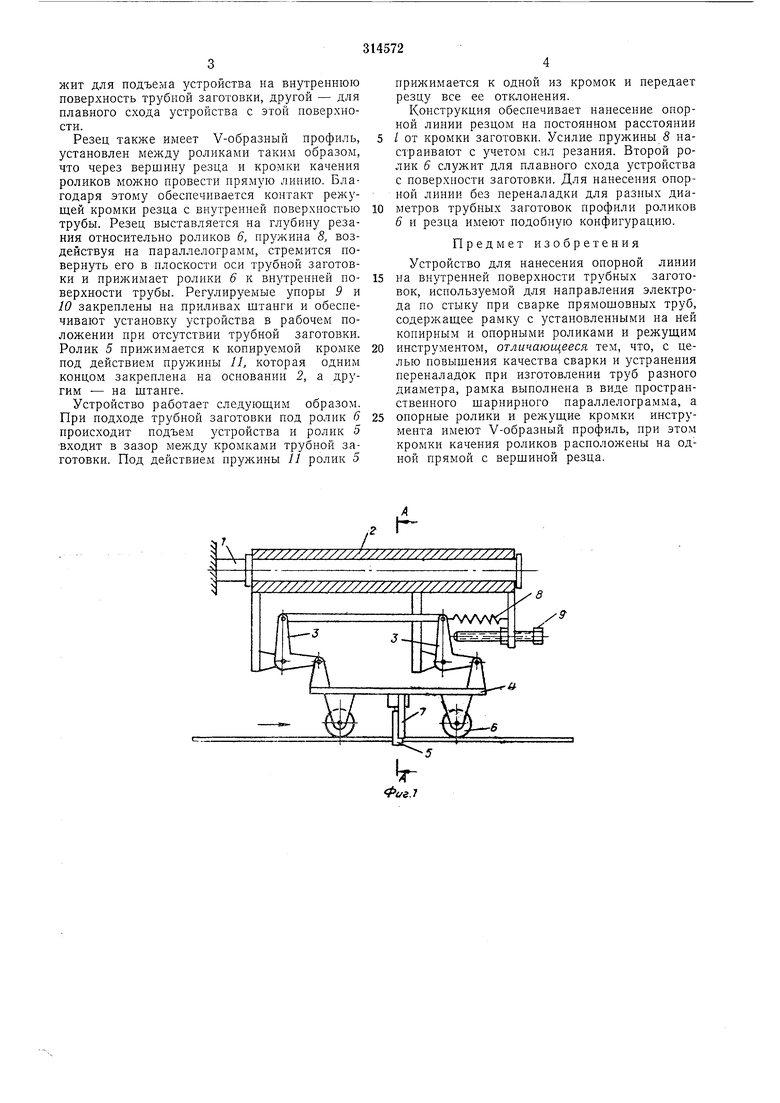
На фиг. I схематически изображено устройство для нанесения опорной линии; на фиг. 2 - то же, разрез по А-А на фиг. 1; на фиг. 3 - профиль роликов и резца и переход устройства с одного диаметра трубы на другой.
Описываемое устройство содержит штангу Л верхнее основание 2, параллелограмм 3, нижнее основание 4, копирный ролик 5, опорные ролики 6, резец 7, пружину 8, регулируемые упоры 9 и 10, пружину // и трубные заготовки 12 и 13.
Неподвилчная штанга закреплена на выходном конце верхней траверсы кромкодоформовочного станка. Верхнее основание при помощи цилиндрических шарниров крепится на штанге с возможностью вращения относительно нее; на нем расположены отверстия для закрепления параллелограмма. Последний
имеет две (правую и левую) стенки, при этом одной стороной шарнирно крепится на верхнем основании, а другой шарнирно соединен с нижним основанием. На основании 4 закреплены ролики 5 и 6 н резец 7. Ролик 5 и
резец находятся в одной плоскости, перпендикулярной оси трубы, ролики 6 - на одинаковом расстоянии от резца. Ролики 6 предохраняют устройство от поломки при подходе трубной заготовки к нему; они выполнены в
жит для подъема устройства на внутреннюю поверхность трубной заготовки, другой - для плавного схода устройства с этой поверхности.
Резец также имеет V-образный профиль, установлен между роликами таким образом, что через вершину резца и кромки качения роликов можно провести прямую липию. Благодаря этому обеспечивается контакт режущей кромки резца с внутренней поверхностью трубы. Резец выставляется на глубину резания относительно роликов 6, пружина 8, воздействуя на параллелограмм, стремится повернуть его в плоскости оси трубной заготовки и прижимает ролики 6 к внутренней поверхности трубы. Регулируемые упоры 9 и }0 закреплены на приливах штанги и обеспечивают установку устройства в рабочем положении при отсутствии трубной заготовки. Ролик 5 прижимается к копируемой кромке под действием пружины 11, которая одним концом закреплена на основании 2, а другим - на штанге.
Устройство работает следующим образом. При подходе трубной заготовки под ролик (5 происходит подъем устройства и ролик 5 входит в зазор между кромками трубной заготовки. Под действием пружины 11 ролик 5
прижимается к одной из кромок и передает резцу все ее отклонения.
Конструкция обеспечивает нанесение опорной линии резцом на постоянном расстоянии
/ от кромки заготовки. Усилие пружины 8 настраивают с учетом сил резания. Второй ролик 6 служит для плавного схода устройства с поверхности заготовки. Для нанесения опорной линии без переналадки для разных диаметров трубных заготовок профили роликов 6 и резца имеют подобную конфигурацию.
Предмет изобретения
Устройство для нанесения опорной линии на внутренней поверхности трубных заготовок, используемой для направления электрода по стыку при сварке прямошовных труб, содержащее рамку с установленными на ней копирным и опорными роликами и режущим инструментом, отличающееся тем, что, с целью повышения качества сварки и устранения переналадок при изготовлении труб разного диаметра, рамка выполнена в виде пространственного шарнирного параллелограмма, а опорные ролики и режущие кромки инструмента имеют V-образный профиль, при этом кромки качения роликов расположены на одной прямой с вершиной резца.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГРАТОСНИМАТЕЛЬ ДЛЯ ОБРАБОТКИ ТРУБ | 1973 |
|
SU383548A1 |
| ГРАТОСНИМАТЕЛЬ ДЛЯ УДАЛЕНИЯ ВНУТРЕННЕГО ГРАТА В ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБАХ | 2006 |
|
RU2299106C1 |
| ГРАТОСНИМАТЕЛЬ ДЛЯ УДАЛЕНИЯ ВНУТРЕННЕГО ГРАТА В ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБАХ | 2006 |
|
RU2299105C1 |
| Устройство для формовки и сварки прямошовных особотонкостенных труб | 1981 |
|
SU997896A1 |
| СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2012 |
|
RU2504449C1 |
| Стан для сборки и сварки прямошовных труб | 2017 |
|
RU2635649C1 |
| Устройство для формовки трубной заготовки | 1975 |
|
SU556862A1 |
| Устройство для обработки труб под сварку | 1988 |
|
SU1556828A1 |
| Устройство для удаления внутреннего грата в сварных трубах | 1978 |
|
SU766698A2 |
| Способ изготовления сварных прямошовных труб | 1987 |
|
SU1669607A1 |