1
Изобретение относится к трубоэлектро сварочному производству.
Для получения качественных прямошовных электросварных труб необходимо, что бы кромки трубной заготовки были выфор мованы по радиусу готовой трубы. Добиться такой выформовки на формовочных станах известных конструкций практически не удается из-за значительного упр- ого распружинивания и распрямления кр ..-юк
трубной заготовки после снятия с ннх нагрузки (выхода из очага формовки).
Устранить в значительной мере раопружинивание можно путем налол-сепия на
разноименные напрял-сенин, возникающие в теле формируемого изделия в результате его изгиба, одноименных напряжений (напряжений сжатия или растяжения), величина которых превышает предел упругости материала изделия.
Создать подобное наложение напряжений в кромках трубной заготовки можно, если совместить процесс их формовки с одновременным обжатпем по TOJHiiMHe. Обжатие
|Это не долгкио выходить за пределы допуока на толщину стенки готовых труб.
При обжатии полосы в валках в ее теле возникают продольные и поперечные нанрянсения, величина которых превышает предел упругости металла.
Одноименные поперечные напряжения, возникшие в кромках в результате их обжатия, суммируясь с разноименными напряжениями, возникшими в кромках в резултате их изгиба при формовке, создадут такую схему напряженного состояния, при которой изгиб произойдеТ в области плаотических деформаций, i благодаря чему кромi ки сохранят свою форму после вьйхода из
очага формовки.
Известно устройство для формовки труб под сварку, содержащее формовочную клеть и сферические ролики, расположенные в плоскости выходного сечения валкового калибра формовочной клети. Ролики на-
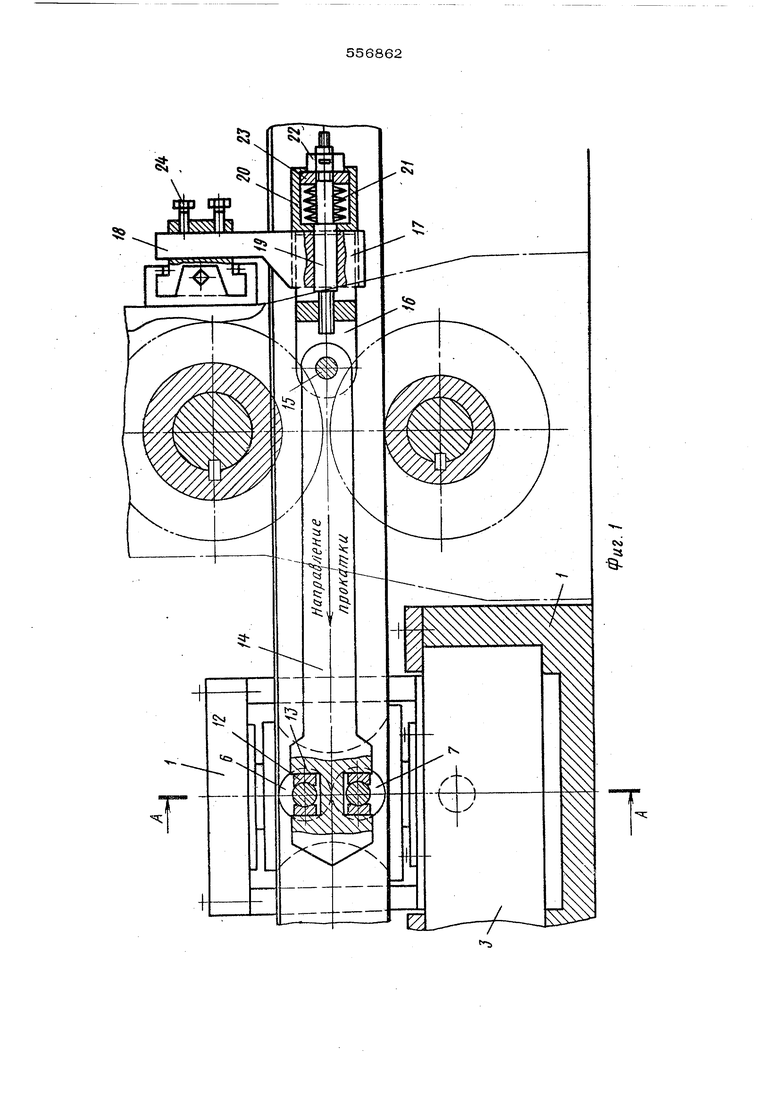
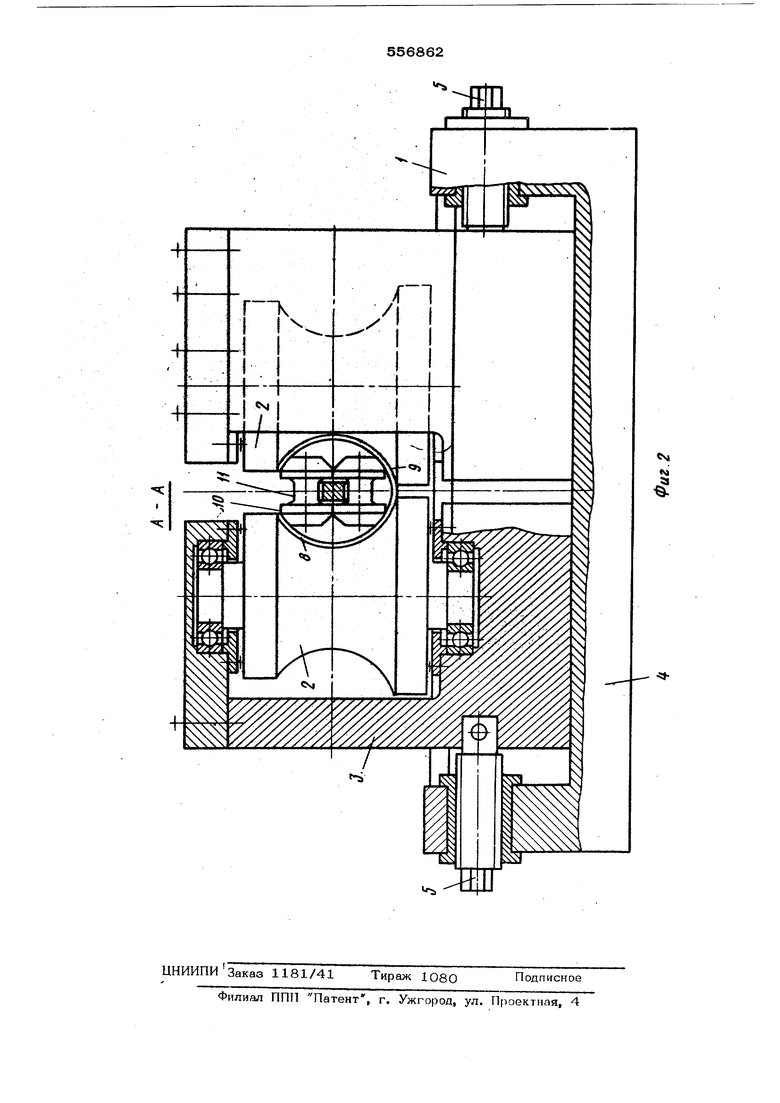
сажены на- подшипниках качения на консоль ные оси, причем ни подшипники, ни оси, прежде всего иэ-за своей консольности, не могут :обладать достаточной жесткостью. так как они находятся внутри трубной заготовки, что ограничивает их размеры. Кроме того, этими роликами,невозможно с дать условия для пластической деформации кромок (обжатия) по толщине из-за весьм малой жесткости их крепления, вытекающе из самого существа конструкции этого устройства. Известно устройство для формовки тру ной заготовки, содержащее формовочную клеть и внутреннюю штангу с пазами, в которых размещены горизонтальные ролик установленные с возможностью взаимодействия между собой в плоскости выходного сечения калибра формовочной клети и имеющие рабочую поверхность, выполнен ную по форме внутренней поверхности тру ной заготовки 2J. Однако верхние ролики своей рабочей выпуклой поверхностью непосредственно опираются на вогнутую опорную поверхность нижнего ролика, что исключает возможность поперечного перемещения верхних роликов относительно нижних в случае разя от олщинн ости кромок трубной заготов ки и тем самым ухудшает качество выфор мовки кромок при обжатии их по толщине Кроме того, в известном устройстве не предусмотрены элементы, защищающие его от перегрузок при прохождении поперечных стыков трубной заготовки. Целью изобретения является повышени качества выформовки продольных кромок трубной заготовки путем обжатия их по толщине. Указанная цель достигается тем, что устройство снабжено двумя парами сухарей, установленных в пазах штанги с возможностью поперечного перемещения в горизонтальной плоскости относительно продольной оси устройства, при этом поверхности роликов, взаимодействующие 1у1ежду сосбой, выполнены цилиндрическими и снабжены кольцевыми проточками, взаимодействующими с сухарями. С целью предохранения его от перегрузок при прохождении поперечных стыков трубной заготовки внутренняя штанга укреплена на клети посредством упруг го элемента. На фиг. 1 изображено устройство, общий вид; на фиг 2 - разрез А-А на фиг. Устройство содержит формовочную кле 1 с холостыми вертикальными валками 2 Валки укреплены на подшипниках качения в подушках 3, устаповленных с возможностью перемещен ш по горизонтали в направлении, перпендикулярном оси формовки в направляющих станины 4, с помощью ви товых механизмов 5. В плоскости выходного сечения калибра, образованного валками 2, -размещены рабочий 6 и опорный 7 ролики, взаимодействующие своими профильными поверхностями 8 и 9 с внутренней поверхностью трубной заготовки, а цилиндрическими поверхностями 10 между собой. В центральной части каждого ролика имеется цилиндрическая проточка 11, контактирующая с парой сухарей 12, которые установлены в открытых вертикальных пазах 13 внутренней щтанги 14. Сухари, а следовательно, и ролики установлены с возможностью перемещения относительно щтанги по горизонтали в напра&лении, перпендикулярном оси формовки, и по вертикали. На одном конце внутренней штанги имеются указанные выше вертикальгные пазы, а на другом конце - отверстие, через которое проходит палец 15, соединяк}щий штангу с ползуном 16. Ползун установлен с возможностью перемещения в пазах несущего выступа 17 узла крепления 18. Ползун связан резьбовым соединением со стержнем 19, на котором установлен стакан 20 с пакетом тарельчатых пружин 21, гайкой 22 и шайбой 23. Работа устройства осуществляется следующим образом. Перед пуском устройства в работу винтовыми механизмами 24- и вращением стержня 19, которое вызывает перемещение ползуна 16 и внутренней штанги 14 вдоль оси формовки, производится его предварительная настройка, заключающаяся в том, чтобы совместить вертикальную ось, проходящую через центры рабочего и опорного роликов, с плоскостью выходного сечения калибра, образованного валками 2. Расстояние между валками 2 при предварительной настройке устанавпиваетсн несколько большим требуемого. После предварительной настройки формируемая трубная заготовка пропускается через валки и ролики устройства и вводит ся в последующие приводные и пеприводпые 1шети трубоэлектросварочного стана. Затем производится окончательная наст ройка устройства, заключающаяся в том, что валки 2 сводятся так, что кромки трубной заготовки, находящиеся между п,оверхностью их, калибра и про4)ильной поверхностью рабочих роликов, обжимаются по толщине на величину, меньшую величины допуска на толщину стенки для готовых труб. Величина обжатия рассчитывается для каждого конкретного.случая формовки. Припрохождении трубной заготовки через усрройство она формуется в калибре, образованном валками 2, с одновременным обжатием кромок заготовки, а также и участков, контактирующих с опорными роликами, по толщине. Усилия обжатия кромо воспринимаются снаружи валками, причем участок их рабочей поверхности, контактир щей с кромками, выполнен по радиусу, равному радиусу готовой трубы. Рабочие ролики передают усилие опорным, а те, в свою очередь, через стенку трубной заготовки - валкам. Усилия обжатия стенки трубной заготов ки опорными роликами передаются в проти- воположном направлении. Таким образом, жесткость инструмента необходимая для осуществления обжатия стенки трубной заготовки, обеспечивается с одной стороны, вые ОКОЙ жесткостью двух тел качения (рабочего и опорного роликов) а, с другой, - вертикальными валками. В случае разнотолщинности стенки по периметру трубной заготовки рабочий и опорный ролики в процессе работы смещаются по вертикали и в поперечном направлении до тех пор, пока услшия деформации не выравниваются, В результате обеспечиваются одинаковые условия деформации всех участков стенки, подвергающих ся обжатию, что является необходимым условием для качественной формовки. Обжатие, помимо кромок, участков заготовки в местах контакта с опорными ро ликами по указанным выще иртинам умеи шает упругое распружинивапие по всему сечению трубной заготовки, что также содействует качественной формовке. Чтобы избелСать выхода из строя уст ройства в результате заклинивания, его несущая штанга связана с узлом крепления через пакет тарель гатых пружин 21, который настроен на осевое усилие, соответст вующее заданному обжатию стенок трубной заготовки. При входе в очаг де()ормац ш утолщенной стенки осевое усилие резко возрастает, в-результате чего пружины 21 сжимаются и ролпки 6 п 7 выходят по |ходу прокатки за пределы плоскости выХодного сечения калибра, образованного .балками 2. При этом зазоры между профильj ными поверхностями рсяиков и поверхностью i валкового калибра увеличиваются, благодаря I. чему обспечивается свободный проход || участка трубной заготовки с утолщенной |i стенкой. После прохождения этого участка щтанга под действием пружин воз ащает 1 ся в исходное положение. Формула изобретения 1.Устройство для формовки трубной I заготовки, содержащее формовочную клеть ;и внутреннюю штангу с пазами, в которых размещены горизонтальные ролики установленныес возможностью взаимодействия : между собой в плоскости, выходного сеч ния калибра формовочной клети и имеющие |рабочую поверхность, выполненную по фор:ме внутренней поверхности трубной загото& ки, отличающееся тем, что, ;с целью повышения качества выформовки продольных кромок трубной заготовки пу|тем обжатия их по толщине, устройство снабжено двумя парами сухарей, установлен;ных в пазах .штанги с возможностью по |переЧного; перемеще шя в горизонтальной плоскости относительно продольной оси устройства, при этом поверхности роликов, I взаимодействующие между собой, выполнены jцилиндрическими и снабжены кольцевыми Iпроточками, взаимодействующими с сухарями, 2.Устройство по п. 1, о т л и ч а ющееся тем, что, с целью предохранения его от перегрузок при прохождении поперечных стыков трубной заготовки, внутренняя .штанга укреплена на клети посред- i ством упругого элемента. Источники информации, принятые во внимание при экспертизе: 1.Авторское свидетельство СССР № 2.76894, В 21 С 37/О6; 1969. 2.Патент ФРГ № 918087; кл. 7в 37/08; 1954 - прототип.
м
51
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМОВКИ ТРУБНОЙ ЗАГОТОВКИ И РАЗРЕЗНАЯ ШАЙБА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2149721C1 |
| Кромкогибочная клеть трубоформовочного стана | 1980 |
|
SU889183A1 |
| Рабочая клеть трубоформовочного стана | 1982 |
|
SU1053923A1 |
| Способ производства электросварных труб | 1986 |
|
SU1310060A1 |
| Кромкогибочное устройство | 1980 |
|
SU912319A1 |
| Стан для производства сварных прямошовных труб | 1976 |
|
SU599883A1 |
| Способ изготовления электросварных прямошовных труб | 1979 |
|
SU893281A1 |
| Способ производства прямошовных сварных труб | 1987 |
|
SU1489868A1 |
| Вертикальная формовочная клеть трубоформовочного стана | 1989 |
|
SU1697921A1 |
| Устройство для выравнивания кромок трубной заготовки | 1976 |
|
SU603459A1 |