Изобретение относится к области обработки металлов давлением и может быть применено в нравильно-растял ных машинах для правки стальных листов.
Известен механизм перемещения зажимной головки правильно-растяжной машины, содержащий соединенные с корпусом зажимной головки ходовые винты с приводом.
Для обесиечения точной фиксации зажимной головки предложенный механизм снабжен передвижным упором, установленным на направляющих станины с возмол ностью регулировочного перемещения от иредусмотренного в устройстве гидромотора и выполненным в внде редуктора, червячные колеса которого размещены на ходовых винтах. Такое выполнение механизма позволяет снизить его вес.
Реверсивные перемещения фиксируемой зажимной головки совместно с ходовыми винтами и передвижным упором осуществляют примененным для этого гидроцилипдром, смонтированным на станине, шток которого жестко скреплен с корпусом нередвижного уиора. Кроме того, указанный гидроцилиидр является одиовремеино и амортизатором и гасит динамические усилия, возникающие при разрь1ве изделий в процессе правки.
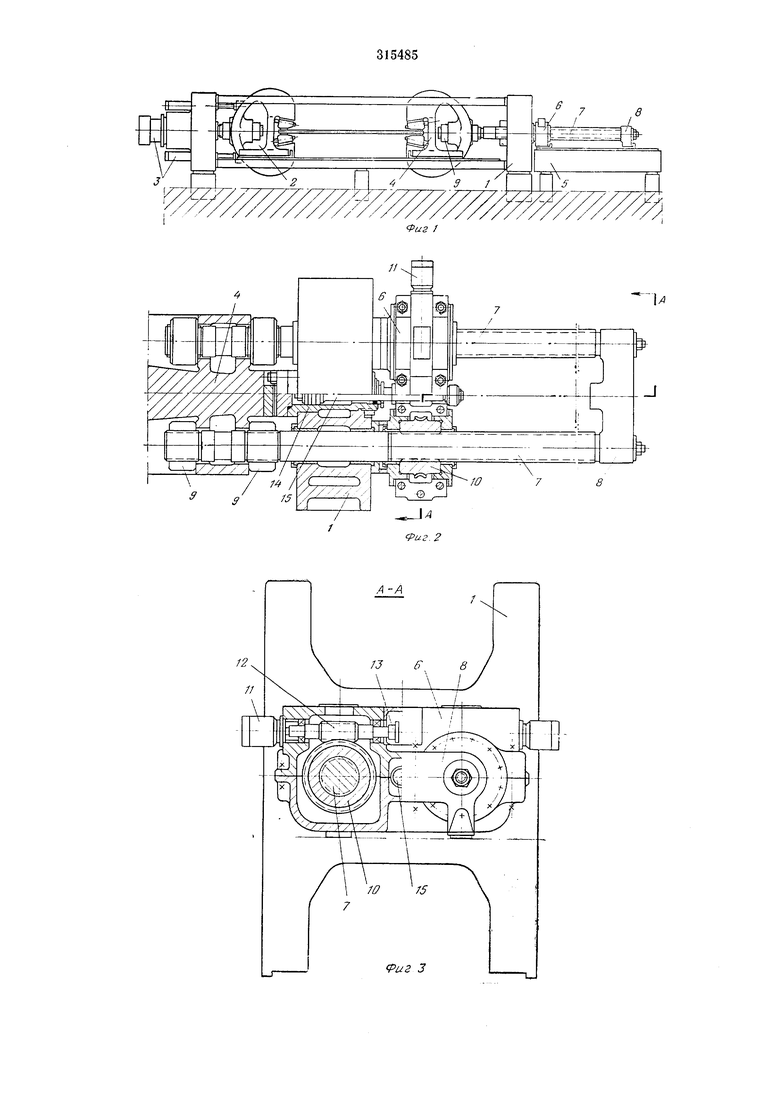
резом; на фиг. 3 - разрез по А-/1 на фиг. 2. Правильно-растяжная машина содержит станину 1 рамного типа, на которой расположены растягивающая изделия (передняя) зажимная головка 2 с главным и возвратными гидроцнлиндрами 3 и фиксируемая (задняя) зажимная головка 4, устанавливаемая относительно головки 2 на расстоянии, соответствующем длине изделия, подвергаемого правке.
Направляющие 5 служат для иеремеп,с1111я передвижного уиора 6 - по ходовым винтам 7, а также для перемещения поддерживающей и предохраняющей их от ировнсания иодвиНСиой поиеречины 8. Винты 7 прикреплены с одной стороны гайками 9 к головке 4, с другой стороны - к понеречине 8.
На фиг. 2 зажимная головка 4 иоказана в крайнем правом положении, т. е. на наибольшем расстоянии от растягивающей изделия головки 2.
Упор 6 выполнен в внде сдвоенного червячного редуктора и установлен с возможностью неремещения по ходовым винтам 7, нроходящим через отверстия со втулками в стаипне / и жестко скрепленным с одной стороны с подвижиой поперечииой 5, а с другой - с зажимной головкой 4 с номощью гаек 9.
сивпых перемещении уиора 6 применены гидромоторы И, вращаюи;ие колеса-гайки 10 через червячные валы 12, соедннепные между собой муфтой 13 для синхронного вращения указанных гаек.
Для перемещения головкн 4 совместно с винтами 7, поперечиной 8 и упором 6 применеи гпдроцилнпдр 14, емоптированный на станине /. Шток 15 гидроцнлиндра 14 соединен с корпусом упора 6.
Предлагаемый механизм работает с.тедующим образом.
Для перемеш,еиия головки 4 по направлению к головке 2 (т. е. влево на фпг. 1 и 2) обе полости гидроцилиндра 14 соединяются с трубонроводом от наполнительного бака гидросистемы машины (иа чертежах ие показаны). Упор 6 с помощью гидромоторов 11 иеремеи. ио винтам 7 и наиравляющнн 5 совместно с соединенным с ним штоком 15 гндроцнлиидра 14 вправо. При этом головка 4 и впиты 7 остаются неподвижными.
Макси.мальиое перемещение упора 6 соответствует велич п-1е хода штока 15 гидроцнлипдра 14.
После остановки упора 6 штоковая полость i пдроцилипдра 14 соединяется с нанориым трубопроводом от насосной установки (иа чертеже не показана), а поршневая полость остается иодключенпой к трубопроводу от наполнительного бака, и шток 15 перемещает унор 6 с винтами 7 и головкой 4 влево до плотного сонрнкосновения корпуса редуктора уиора 6 со станиной 1 н фиксирует тем самым иоложеипе зажимной головки.
Максимальная величина перемещения головкп 4 может быть любой в пределах хода штока гидроцнлиндра 14 н зависит от величины произведенного неремещеиия уиора 6.
При необходимости перемещения фиксируемой зажимпой головки на расстояние, большее хода штока 15 гндроцилпидра 14, требуемое число шагов вынолняется указанным выше сиособом.
Для перемещения головки 4 вправо от головкн 2 поршпевая полость гидроцнлиндра 14 подключается к напорному трубонроводу от насосной установки, а штоковая полость - к трубопроводу от наполиительпого бака. При этом головка 4 совместно е виитамп 7 и упором 6 с выключепными гпдромоторами 11 перемещается вправо иа требуемое расстояние в пределах хода штока 15. После остаповки штока 15 обе полости гидроцплнидра 14 нодключа отся к трубонроводу от иаполпителя, затем упор 6 с помощью включенных гидромоторов /) перемещают по ходовым винтам 7 влево до плотного соприкосновения со станипой /, фиксируя этим иоложение головкн 4. Для перемеш.ения головки 4 в повое ноложенне внраво может быть совершено необходимое чнсло шагов.
В процессе правки корпус редуктора упора 6 всегда плотно прилегает к станине /, передавая рабочее усилие от головки 4 через винты 7 и гайки 10 станине /, а поршень штока 15 находится ири этом в гидроцилиндре 14 в крайнем левом (см. фиг. 2) положении.
В случае разрыва изделия в процессе правки динамическое усилие, иередаваемое от головки 4 через випты 7 и упор 6 штоку 15 гидроцилипдра 14, гасится за счет сжатия воздуха рабочей жидкостью, сбрасываемой при этом из гидроцилиидра в прпсоедииеипый к иему паполиительпый бак.
Предмет изобретения
Механизм перемещения зажимной головки правильно-растяжной машины, содержащий соедшгенпые с корпусом зажимной головки ходовые винты с иризодом, отличающийся тем, что, с целью обеспечения точной фиксации зажимной головки, ои снабжен передвижным упором, выполненным в редуктора, червячные колеса которого размещены на ходовых винтах, и установленным па направляющих стаиипы с возможностью регулировочиого перемещения от гидромотора.

| название | год | авторы | номер документа |
|---|---|---|---|
| ПРАВИЛЬНО-РАСТЯЖНАЯ МАШИНА | 1971 |
|
SU303126A1 |
| УСТРОЙСТВО для СРЕЗАНИЯ ПОВЕРХНОСТНОГО СЛОЯ КОНЦА ТРУБЧАТОЙ ПОЛИМЕРНОЙ ЗАГОТОВКИ | 1970 |
|
SU274353A1 |
| Устройство для правки полированного штока и насосных штанг | 2018 |
|
RU2710199C1 |
| ПРАВИЛЬНО-РАСТЯЖНАЯ МАШИНА ДЛЯ ТОНКИХ ЛИСТОВ И ПОЛОС | 1970 |
|
SU264322A1 |
| ГИБОЧНО-РАСТЯЖНОЙ СТАНОК | 1970 |
|
SU282276A1 |
| Правильно-растяжная машина | 1975 |
|
SU566657A1 |
| ОБЪЕМНЫЙ ДОЗАТОР К ДЕФОРМИРУЮЩЕМУ УСТРОЙСТВУ | 1973 |
|
SU373067A1 |
| СТАНОК ДЛЯ РЕЗКИ ВЕНТИЛЯЦИОННЫХ ТРУБ | 1971 |
|
SU305988A1 |
| СПОСОБ ПРАВКИ ТОНКИХ СТАЛЬНЫХ ЛИСТОВ И ЛЕНТ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1949 |
|
SU85296A1 |
| Агрегатный станок | 1980 |
|
SU963813A2 |