Изобретение иредназначено для изготовления профильных деталей различной кривизны и машиностроении.
Известны гибочно-растяжные станки, содержандие смонтированные на станине зажимные головки, губки которых связаны с растяжными цилиндрами, и обтяжной пуансон. На известных станках невозможно изготовить профильные детали различной кривизны.
Предлагаемый станок отличается от известных тем, что он снабжен каретками, установленными в предусмотренных в станине направляющих, а также шарнирно закрепленной в указанных каретках траверсой. Траверса служит для крепления зажимных головок и может параллельно-поступательно перемещаться над обтяжным пуансоном. Это позволяет уменьшить габариты станка.
Для получения профильных деталей различной кривизны обтяжной пуансон выполнен наборным.
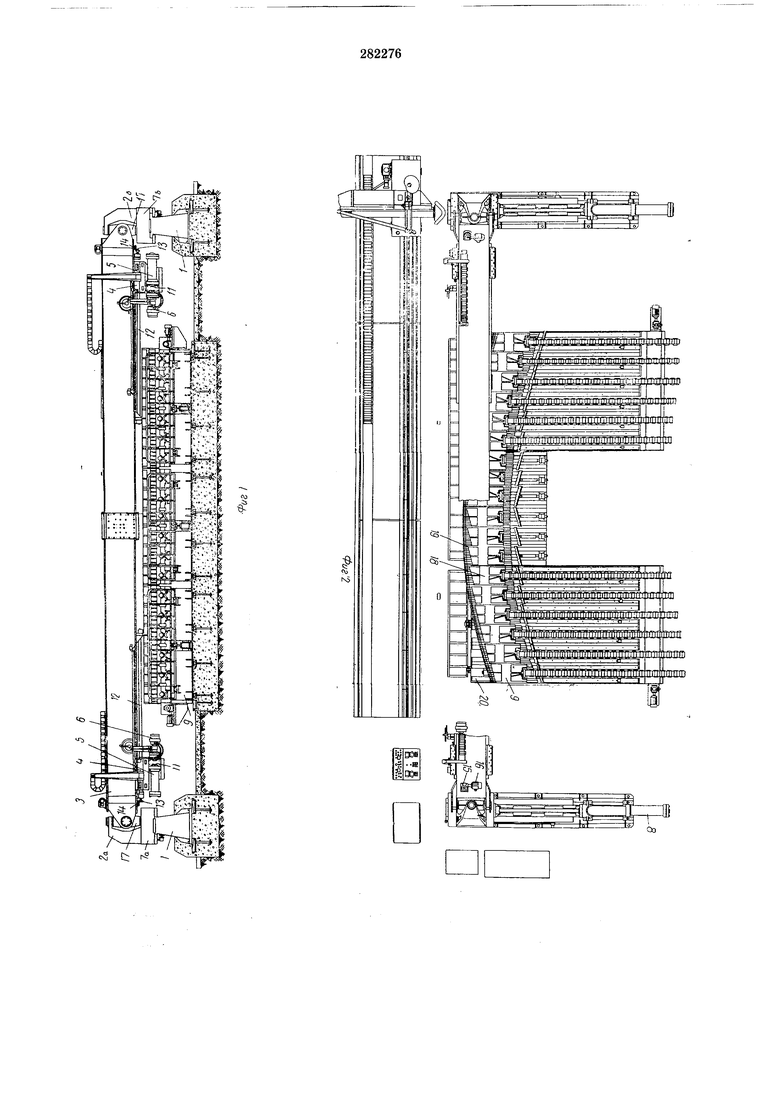
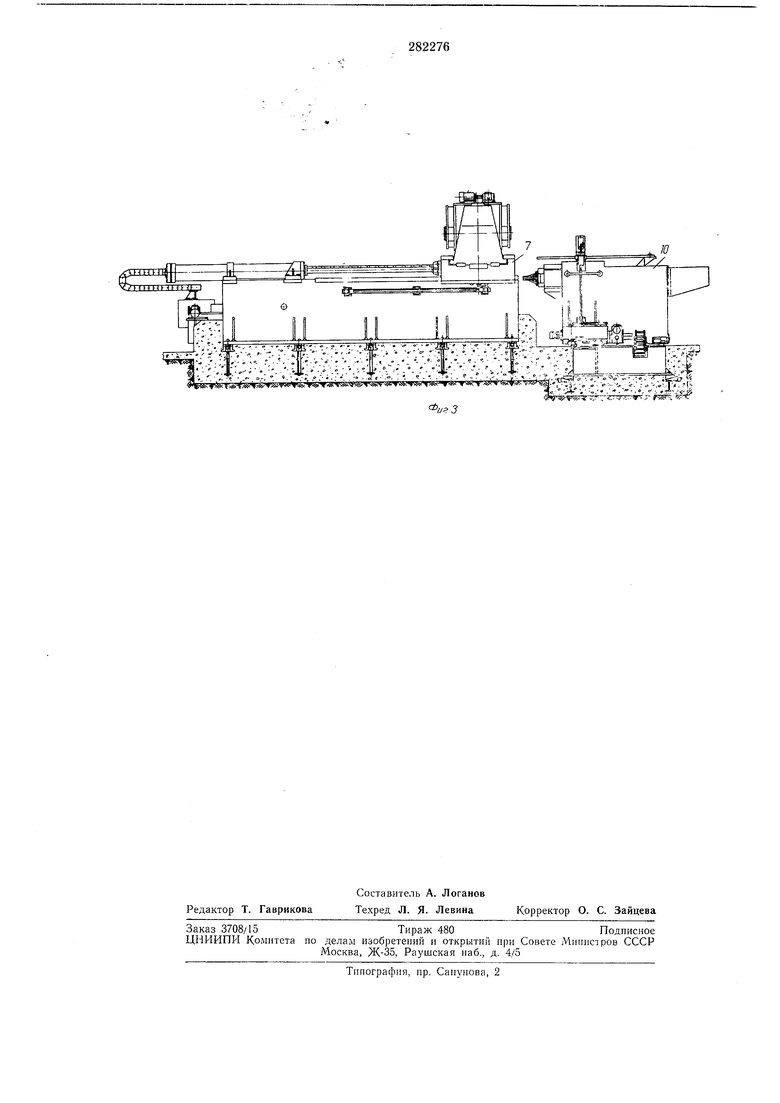
На фиг. 1 изображен предлагаемый станок вид спереди; на фиг. 2 - то же, вид сверху; на фиг. 3 - то же, вид сбоку.
Станок имеет следующие основные узлы: станины 1, шарнирные опоры 2а и 26, подвижную траверсу 3, суппорты 4, растяжные гидроцилиндры 5, зажимы 6 растяжных гидроцилиндров, гибочные каретки 7а и 76, гидроцилиндры 8 передвижения траверсы, переналаживаемый пуансоц 9 и механизм 10 настройки контура пуансона.
Зажимы, размещенные на штоках гидроцилиндров 5, предназначены для фиксирования заготовки на концах при растяжении.
Растяжные гидроцилиидры установлены в поворотных цапфах 11 суппортов, что позволяет поворачивать гидроцилиндры с фиксированной заготовкой в горизонтальной плоскости.
Суппорты растяжных гидроцилиндров неремещаются по направляющим траверсы вдоль ее оси при вращении ходовых винтов 12, которые через конические зубчатые передачи 13,
валы 14 и червячные редукторы 15 соединены с электродвигателями 16.
Траверса смонтирована с помощью крестовин П в щарнирных опорах на гибочных каретках, которые перемещаются по нанравляющим независимых малогабаритных станин от гидроцилиндров 8, размещенных на станинах. Одна из шарнирных опор 2а установлена в направляющих каретки 7а м может передвигаться в направлении оси траверсы. Другая
установлена неподвижно. Такая установка траверсы позволяет ей свободно перемещаться по направляющим станин даже при условии перекоса траверсы относительно станин в случае различной подачи правой и левой каверсы или в случае прогиба траверсы от действующих нагрузок.
Под траверсой на самостоятельном фундаменте установлен нуансон 9, по которому производится гибка с растялчением профильных деталей. Он состоит из отдельных секций 18, расположенных на щите, служащем основанием. Количество секций определяет длину рабочей части пуансона и обрабатываемой детали.
Каждая секция и.меет десять пластин 19, образующих торцовыми поверхностями рабочий контур пуансона, по которому обтягивается деталь, и общую подвижность но направляющей основания 20 для предварительной установки блока пластин перед настройкой контура пуансона.
Настройка контура пуансона по торцовым поверхностям пластин производится механизмом JO настройки, работающим с помощью программного управления.
Заготовку детали на стапке обрабатывают в следующем порядке.
В соответствии с заданной кривизной контура детали производится настройка контура рабочей поверхности пуансона с номощью .механизма настройки. Заготовка детали концами фиксируется в зажимах и растягивается предварительно гидроцилиндрами 5.
Для проведения изгиба заготовки с растяжением по пуансону траверса пере.мещается над пуансоном по направляющим станин с фиксированной заготовкой. Движение траверсы осуществляется гидроцилиндрами 8, перемещающими каретки с щарнирными опорами,
на которых через крестовины смонтирована траверса.
Возможные перекосы траверсы при ее параллельно-поступательно.м движении воспринимаются подвижностью крестовин-щарпиров и опор, благодаря чему предотвращается заклинивание узлов траверсы при ее пере.мещении.
При соприкосновении профиля заготовки и рабочей .поверхности пуансона заготовка изгибается но пуансону и одновременно растягивается гидроцилиндрами 5.
После полного изгиба заготовки по всему контуру пуансона траверса останавливается и заготовке сообщается дополнительное растяжение. Затем заготовка освобождается из зажимов и траверса возвращается в исходное положение.
Предмет изобретения
1.Гибочно-растяжной станок, содержащий смонтированные на станине зажимные головки, губки которых связаны с растяжными цилиндрами, а также обтяжной пуансон, отличающийся тем, что, с целью у.меньщения габаритов станка, он снабжен каретками, установленными в предусмотренных в станине направляющих, а также щарнирно закрепленной в указанных каретках траверсой, служащей для крепления зажимных головок и имеющей возможность параллельно-поступательного перемещения над обтяжны.м пуансоном.
2.Гибочно-растян ной станок по п. 1, отличающийся тем, что, с целью получения профильных деталей различной кривизны, обтяжной пуансон выполнен наборным.
oS С; г5
.-.:. : -- : - f bi-::.::.:.li: iir--
Vfe ....y.„ ,-. ,:: v--T ;
s.J.T.; J
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для гибки профилей намоткой | 1978 |
|
SU745574A1 |
| СТАНОК ДЛЯ ГИБКИ ПРОФИЛЕЙВС?СО:СП:.;АЛ Iттп^-'^1^мш1ц>&^EHSJiHOj^^KA 1 | 1973 |
|
SU369960A1 |
| Станок для гибки с растяжением профилей | 1990 |
|
SU1779433A1 |
| Станок для гибки профилей | 1976 |
|
SU550197A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ОБТЯЖКОЙ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ ОБОЛОЧЕК ДВОЙНОЙ КРИВИЗНЫ, ИМЕЮЩИХ ДВОЯКОВЫПУКЛУЮ ПОЛОГУЮ ФОРМУ | 2022 |
|
RU2799365C1 |
| СТАНОК ДЛЯ ГИБКИ С РАСТЯЖЕНИЕМ | 1998 |
|
RU2147476C1 |
| Секционный обтяжной пресс | 1975 |
|
SU554908A1 |
| Обтяжной пресс | 1975 |
|
SU841999A1 |
| СТАНОК ДЛЯ ГИБКИ ИЗДЕЛИЙПРОКАТА | 1971 |
|
SU320326A1 |
| МАШИНА ДЛЯ ОБТЯЖКИ ЛИСТОВЫХ ДЕТАЛЕЙ | 1968 |
|
SU209394A1 |