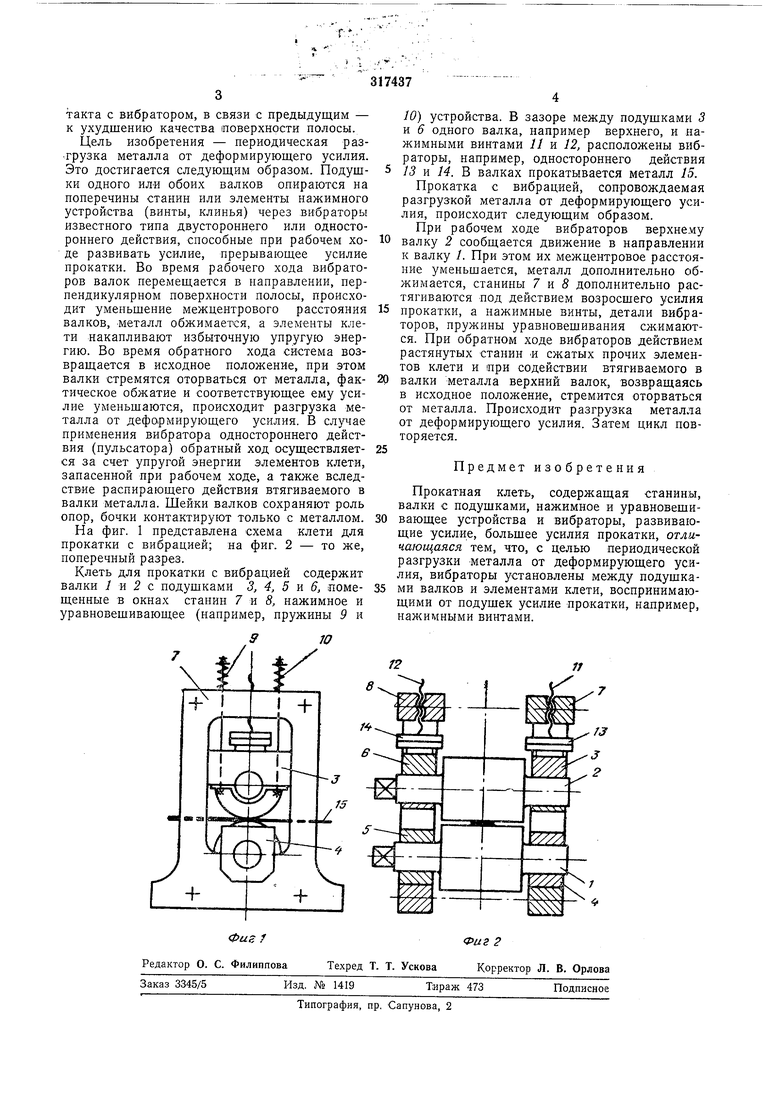
Известны клети для прокатки с вибрацией с широким диапазоном частот - от низких до ультразвуковых - колебаний валков в направлении, перпендикулярном поверхности полосы. В одних клетях колебания валков низких или ультразвуковых частот возбуждаются при поджатии механических, магнитострикционных или пьезоэлектрических вибраторов к бочкам рабочих или опорных валков, в других генераторы ультразвуковых колебаний расположены внутри валков и сообщают им радиальные пульсации. Во всех случаях генератор колебаний «аходится в контакте с внешней или внутренней поверхностью бочек валков и -создает в их теле волны напряжений (периодическое растяжение-сжатие элементарных объемов), которые, взаимодействуя с границей раздела валок - металл, способствуют уменьшению трения на контакте, что облегчает пластическую деформацию металла. Кроме того, деформация облегчается и благодаря поглощению энергии колебаний в объеме обрабатываемого металла. Амплитуда колебаний валков относительно металла на поверхности контакта практически равна нулю. Между тем, если Сообщить валкам макроскопические колебания значительной амплитуды, за цикл изменения их межцентрового расстояния произойдет частичная или полная разгрузка металла от деформирующего усилия. При этом уелоВИЯ для поглощения части энергии колебаний в объеме металла и для взаимодействр волн напряжений на контакте сохраняются, то же время проявляется значительный дополнительный эффект. Он выражается уменьшении усилия при последующем нагр жении для достижения той же деформаци что и при предыдущем, либо в дополнител ной деформации при том же усилии (явление послетечения); в уменьшении коэффициен а трения на контактной поверхности в связи с сокращением времени продолжительности контакта. Значительное увеличение амплитуды колебаний бочки валка, способное привести к разгрузке от деформирующего усилия, в случае установки возбудителя вибрации внутри ватка невозможно без его разрушения. Увеличение же амплитуды колебаний валка на контакте при воздействии вибратора на его бочку неэффективно, поскольку необходимость преодоления усилия прокатки в полупериоды уменьшения межцентрового расстояния приведет к утрате шейками валков их роли опор, к появлению потерь крутящего момента на преодолеванне трения между бочкой валка и вибратором, превосходящих потери, которые возникли бы в шейках (в число раз, равное отношению диаметров бочки и шейки), к интенсивному износу бочки валка в месте KOS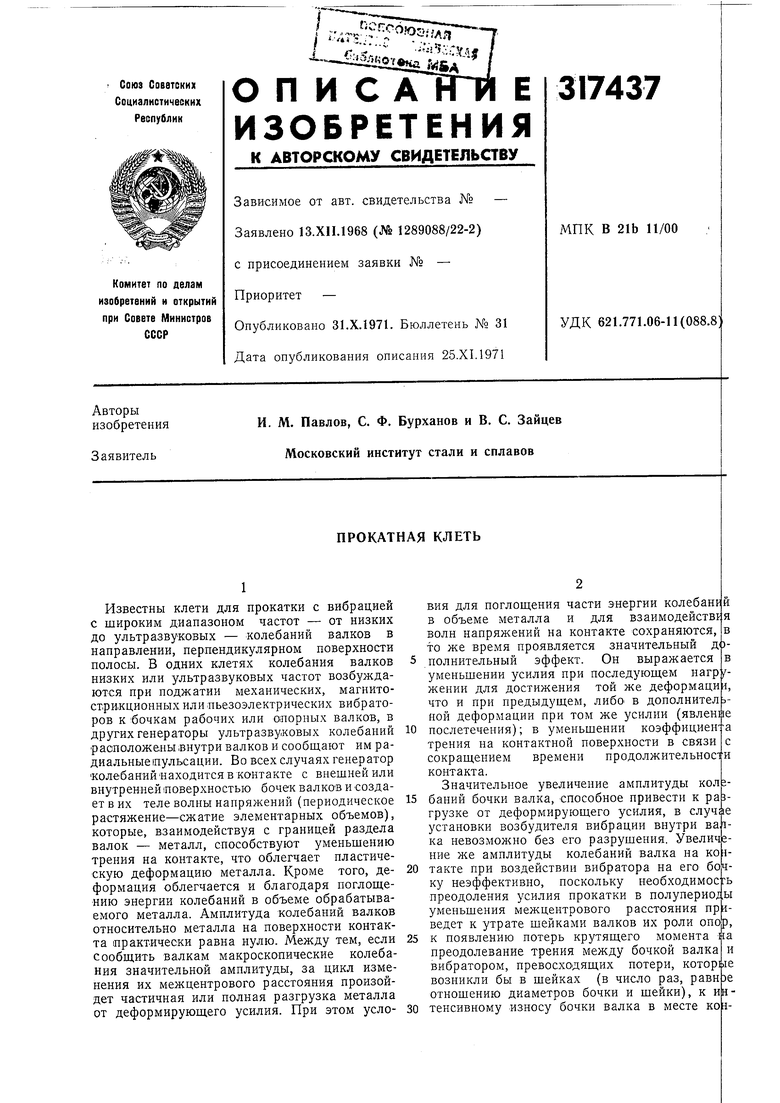
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывной прокатки труб | 1981 |
|
SU982830A1 |
| Способ прокатки | 1988 |
|
SU1629117A1 |
| Узел валков для прокатки полосы | 1989 |
|
SU1643127A1 |
| Прокатная клеть | 1980 |
|
SU984519A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ХОЛОДНОЙ ПРОКАТКИ ПОЛОСЫ С НАТЯЖЕНИЕМ | 2009 |
|
RU2409432C1 |
| Клеть стана для прокатки полосы | 1979 |
|
SU789169A1 |
| Способ прокатки полос | 1989 |
|
SU1688953A1 |
| Способ нагрева прокатных валков клети кварто | 1981 |
|
SU1005965A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ХОЛОДНОЙ ПРОКАТКИ ПОЛОСЫ С НАТЯЖЕНИЕМ | 2004 |
|
RU2259896C1 |
| Прокатная клеть для вибрационной прокатки | 1977 |
|
SU707623A1 |
