Изобретение относится к области обработки металлов давлением, в частности к технологии калибровки тонкостенных обечаек на вальцах.
Известен способ калибровки обечаек, при котором обечайку обкатывают между вращающимися валками. Однако таким способом нельзя калибровать тонкостенные обечайки, так как на деформируемом участке угол охвата обечайки и зона контакта валков с ней слишком малы и недостаточна сила их сцепления.
Предложенный способ калибровки обечаек отличается от известного тем, что обечайку эксцентрично устанавливают между помещенными одно в другое кольцами, жесткость которых больше жесткости обечайки, и обкатывают совместно с ними.
При таком способе обеспечивается возможность калибровки тонкостенных обечаек и получение изделий с точными геометрическими размерами при отношении толщины стенки обечайки к диаметру ее 0,005.
Применение колец увеличивает в очаге деформации зону контакта с инструментом, а следовательно, увеличивается зона, охваченная пластической деформацией.
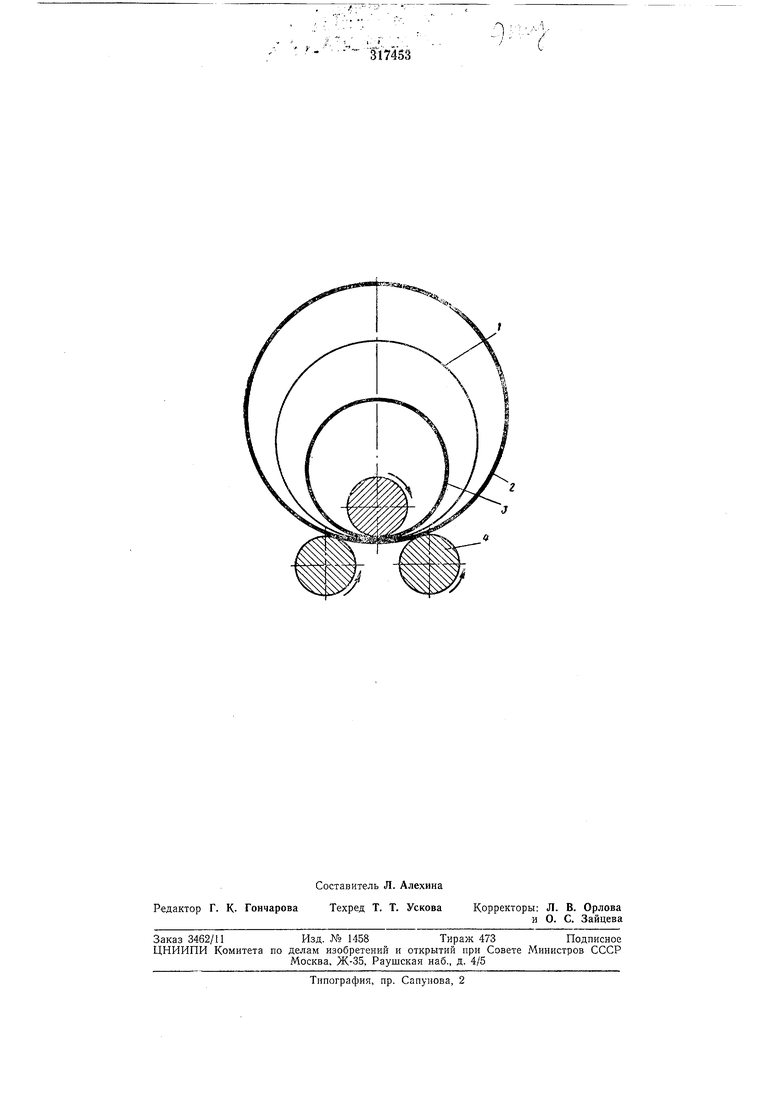
Способ поясняется чертежом.
Калибруемую обечайку / после сварки стыка устанавливают между кольцами больщего диаметра 2 и меньшего диаметра 3 и обкатывают совместно с ними между вращающимися
валками 4. При этом кольца установлень эксцентрично между верхним прижимным нижними опорными валками. Жесткость ко лец больше жесткости обечайки.
Для установки обечайки верхний валок при поднимается над одной опорой и обечайк вводится в машину. Таким образом, верхни валок вместе с кольцом меньшего диаметр размещают внутри обечайки, которая внешне поверхностью опирается на внутреннюю по верхность кольца большего диаметра.
После опускания верхнего валка, установкр подшипника и соответствующей регулировк расстояния мел{ду валками производят калиб ровку обечаек совместно с кольцами. Так KHI жесткость колец значительно больше жестко сти обечайки, при калибровке создаются i калибруемой обечайке (в зоне контакта кольцами) сжимающие напряжения в тре: взаимно перпепдикулярных направлениях, чтс обеспечивает требуемое качество калибровки
Предмет изобретения
Способ калибровки обечаек обкатыванием их между вращающимися валками, отличающийся тем, что, с целью обеспечения воз можности калибровки тонкостенных обечаек, обечайку эксцентрично устанавливают помещенными одно в другое кольцами, жесткость которых больще жесткости обечайки, и обкатывают совместно с ними.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки кольцевых изделий | 1990 |
|
SU1791067A1 |
| МАШИНА ЛИСТОГИБОЧНАЯ ВАЛКОВАЯ | 2001 |
|
RU2224610C2 |
| МАШИНА ДЛЯ ОТКРЫТОЙ РАСКАТКИ КОЛЕЦ | 1994 |
|
RU2111076C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОАСБЕСТОВЫХ ПРОКЛАДОК И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1949 |
|
SU85428A1 |
| ВАЛКОВАЯ ЛИСТОГИБОЧНАЯ МАШИНА | 2002 |
|
RU2224611C2 |
| КОВОЧНО-РАСКАТНЫЙ АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕЦ БОЛЬШОГО ДИАМЕТРА | 2014 |
|
RU2568403C2 |
| ВАЛКОВАЯ ЛИСТОГИБОЧНАЯ МАШИНА | 1996 |
|
RU2113308C1 |
| Валковая листогибочная машина | 1980 |
|
SU938462A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ПРОФИЛЕЙ | 2003 |
|
RU2236320C1 |
| Кольцепрокатный стан | 1973 |
|
SU936796A3 |