Изобретение относится к обработке металлов давлением и наиболее эффективно может быть использовано для изготовления подшипниковых колец методом открытой раскатки. Процесс раскатки можно разделить на 2 этапа: деформация стенки кольца до требуемого размера и калибровка кольца по диаметру. В существующих машинах эти операции не перекрываются, что приводит к увеличению машинного времени раскатки. Известен стан для раскатки колец [1], содержащий наружный приводной валок, внутренний холостой валок и два опорных ролика, установленных на пневматически связанных рычагах, снабженных механизмами регулирования положения роликов.
Недостатком известного стана является низкая производительность вследствие неперекрываемости операций раскатки по стенке и калибровки по диаметру кольца. Поскольку разностенность заготовок колец неодинакова, положение кольца в процессе раскатки заранее не определено и положение опорных роликов, обеспечивающее калибровку по диаметру при раскатке стенки кольца, не может быть достигнуто предварительной регулировкой их положения.
Наиболее близкой по технической сущности к предлагаемой является машина холодной раскатки типа 4К [2] , содержащая станину с установленным в ней приводным наружным валком, холостой внутренний валок, перемещаемый в направлении, перпендикулярном оси наружного валка, и вместе с одной из опор - вдоль своей оси, контрольный ролик и связанный с ним перемещаемый опорный ролик.
Недостатком известной машины является недостаточно эффективная калибровка кольца по диаметру опорным роликом при раскатке стенки вследствие его неудачного расположения относительно кольца, что приводит к увеличению длительности операции "выхаживания" (калибровки по диаметру) и снижению производительности. Заготовки колец всегда имеют некоторую эксцентричную разностенность (несовпадение осей наружной и внутренней поверхностей кольца). Из-за ее наличия при деформации кольца по стенке появляется момент, стремящийся повернуть кольцо относительно места его контакта с наружным валком в сторону входа металла в очаге деформации между внутренним и наружным валками. При этом кольцо отходит от опорного ролика, расположенного со стороны выхода металла из очага деформации, что значительно снижает частные деформации на опорном ролике и, следовательно, эффективность калибровки кольца по диаметру.
Задача изобретения - повышение производительности.
Она достигается тем, что в машине для открытой раскатки колец, содержащей станину с приводным наружным валком, установленную в ней каретку, перемещаемую в направлении, перпендикулярном оси наружного валка, на которой установлены внутренний холостой валок с приводом его перемещения совместно с одной из опор вдоль своей оси, следящий ролик, снабженный приводом радиального перемещения, и привод радиального перемещения опорного ролика, размещенный вместе с последним на станине, опорный ролик размещен со стороны приближения каждой точки поверхностей наружного и внутреннего валков к очагу деформации, образованному этими валками при раскатке.
При раскатке кольца, имеющего эксцентричную разностенность, равнодействующая всех сил Pн, действующих на поверхности контакта металла с наружным валком, направлена к оси наружной поверхности кольца, а на поверхности контакта с внутренним валком расположена на линии, проходящей через ось внутренней поверхности кольца. Поскольку из условия равновесия проекции этих равнодействующих на линию, соединяющую оси валков должны быть равны, на площадке контакта с внутренним валком появляется составляющая, стремящаяся развернуть кольцо относительно места его контакта с наружным валком в сторону входа металла в очаг деформации. Кроме того, точка приложения равнодействующей всех сил на площадке контакта с внутренним валком более удалена от линии, соединяющей оси валков, чем аналогичная точка на площадке контакта с наружным валком, и расстояние между ними составляет плечо пары сил, также стремящейся повернуть кольцо в сторону входа металла в очаг деформации. Таким образом, если опорный ролик размещен со стороны приближения точек поверхностей валков к очагу деформации, кольцо прижимается к нему, за счет чего увеличиваются частные деформации и эффективность калибровки по диаметру, а если с противоположной стороны, то кольцо отходит от опорного ролика, частные деформации при калибровке уменьшаются и ее эффективность снижается. В первом случае на "выхаживание" (окончательную калибровку) кольца потребуется меньшее время, чем во втором, за счет чего снизится машинное время раскатки и повысится производительность машины.
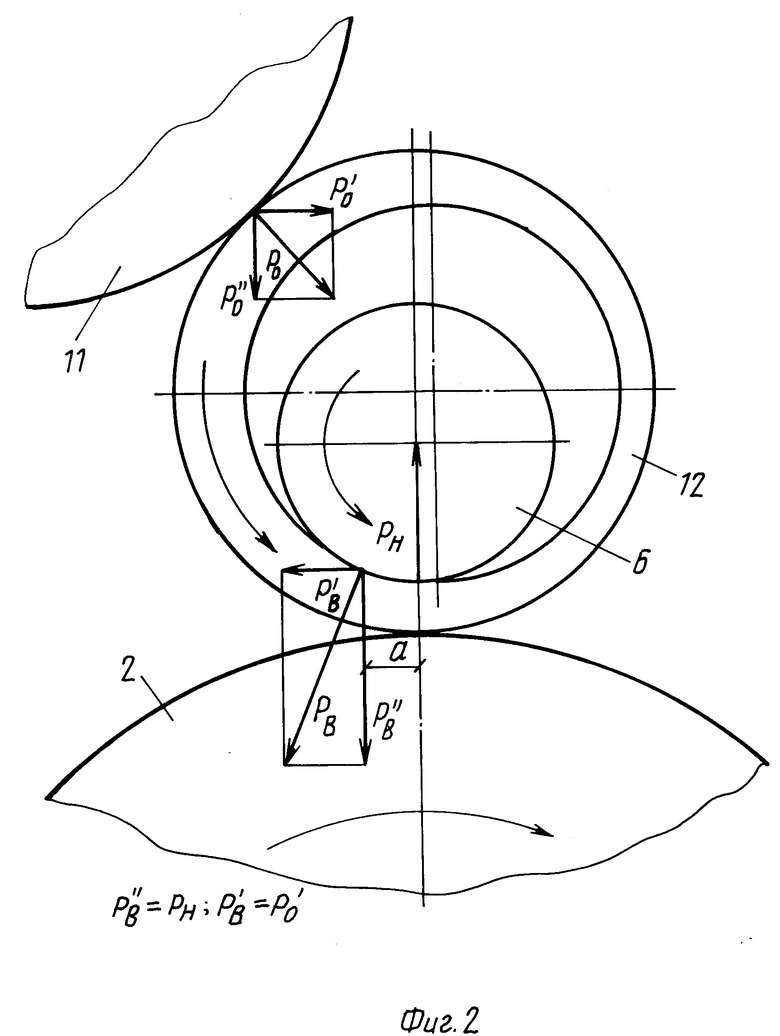
На фиг. 1 изображена кинематическая схема предлагаемой машины для открытой раскатки колец; на фиг. 2 - схема сил, действующих на эксцентричную кольцевую заготовку в процессе раскатки (Pн, Pв, Pо - равнодействующие усилий со стороны наружного и внутреннего валков и опорного ролика, штрихами обозначены их проекции на соответствующие направления, "а" - расстояние между точками приложения равнодействующих Pн и Pв).
Машина для открытой раскатки колец содержит станину 1 с размещенными в ней наружным валком 2, имеющим привод вращения 3, и кареткой 4, снабженной приводом перемещения ее 5. На каретке 4 установлен внутренний валок 6, привод 7 его перемещения совместно с одной из опор вдоль своей оси и следящий ролик 8 с приводом радиального перемещения 9, а привод 10 перемещения опорного ролика 11 размещен вместе с последним на станине 1 со стороны приближения точек поверхностей валков 2 и 6 к очагу деформации при раскатке.
Машина работает следующим образом.
Заготовка кольца 12 задается в машину, где в нее приводом 7 вводится внутренний валок 6. Включаются привод 3 валка 2, и каретка 4 с помощью привода 5 начинает перемещаться в сторону валка 2.
Происходит раскатка заготовки 12 по стенке. При этом следящий ролик 8 контролирует диаметр кольца 12, а перемещение опорного ролика 11 осуществляется приводом 10. По достижении заданной толщины стенки перемещение каретки 4 прекращается и производится операция калибровки кольца 12 по диаметру. После ее окончания внутренний валок 6 выдвигается из кольца 12 приводом 7, кольцо 12 выгружается, а ролики 8, 11 и каретка 4 возвращаются в исходное положение своими приводами. Машина готова к раскатке следующего кольца.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАСКАТКИ КОЛЕЦ | 1994 |
|
RU2122482C1 |
| РАБОЧАЯ КЛЕТЬ ДИСКОВОГО СТАНА | 1992 |
|
RU2025156C1 |
| ДВУХВАЛКОВАЯ КЛЕТЬ РЕДУКЦИОННОГО СТАНА | 1992 |
|
RU2025154C1 |
| РАБОЧАЯ КЛЕТЬ ДИСКОВОГО СТАНА ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2028842C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНИЧЕСКИХ ТРУБ | 1992 |
|
RU2110346C1 |
| Заготовка для изготовления биметаллических труб | 1978 |
|
SU718244A1 |
| Стан для производства сварных прямошовных труб | 1976 |
|
SU599883A1 |
| СТАН ДЛЯ РАСКАТКИ КОЛЕЦ | 1993 |
|
RU2042463C1 |
| Способ продольно-винтовой прокатки" | 1978 |
|
SU706144A1 |
| Устройство для определения динамических характеристик абразивного инструмента | 1982 |
|
SU1146179A1 |
Изобретение относится к обработке металлов давлением и наиболее эффективно может быть использовано для изготовления подшипниковых колец методом открытой раскатки. Машина для открытой раскатки колец содержит станину с приводным наружным валком, внутренним холостым валком, опорный ролик. Опорный ролик размещен со стороны приближения каждой точки поверхностей наружного и внутреннего валков к очагу деформации, образованному этими валками при раскатке. 2 ил.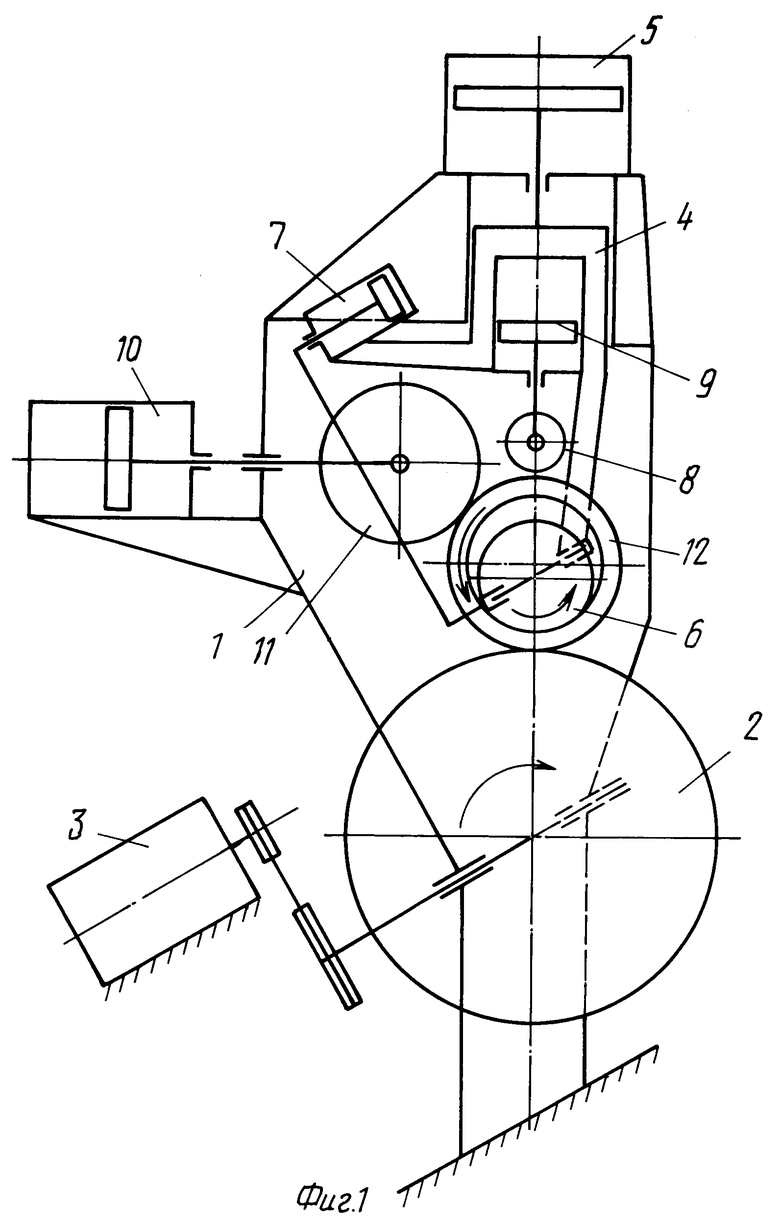
Машина для открытой раскатки колец, содержащая станину с приводным наружным валком, установленную в ней каретку, перемещаемую в направлении, перпендикулярном оси наружного валка, на которой установлены внутренний холостой валок с приводом его перемещения совместно с одной из опор вдоль своей оси, следящий ролик, снабженный приводом радиального перемещения, и привод радиального перемещения опорного ролика, размещенный вместе с последним на станине, отличающаяся тем, что опорный ролик размещен со стороны приближения каждой точки поверхностей наружного и внутреннего валков к очагу деформации, образованному этими валками, при раскатке.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство, 1393513, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Холодная раскатка колец подшипников | |||
| Обзор | |||
| М.: НПО ВНИИПИ, 1991, с | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
