Изобретение относится к cnoco6aiM производства тяговых и фузовых круглозвенных двухстьжовых цепей, изготавливаемых методами .контактной св арки.
И131ве|стный способ изготовления двухстыковых круглозвенных цепей методом тредварительной сборки полузвеньев, прих1ватки и KoIV тактной сварки трудоемок и ие устраняет нераин омерны и нагрев обоих стыков цепи, из-за неравном&ряого контактирования к моменту начала аварки. Эту не;равно(ме|р1нооть торцав полузвеньев устраняют путем коротких замыканий торцов. Дальнейшее выравнивание тем1пе ратуры стыков осущбст1вляют также короткими замыканиями. Поэтому одна из 1ветвей получает большее количество подогревов, чем другая, что приводит к не1равномерному напеву торцов. Процесс заканчивается оюлавливаниам, которое не вселда выравнивает температуру стыков, и осадкой.
Предлагаемый способ отличается от известного те1м, что, с целью ПовыШения точности (внутреннаго шага звена при контактном способе црихватки, заготовки полузвеньев выполняют со окошенными торцами, а прихватку производят путем взаимного перемещения полузвеньев в направлении, п рпендикулярном ИХ плоскости.
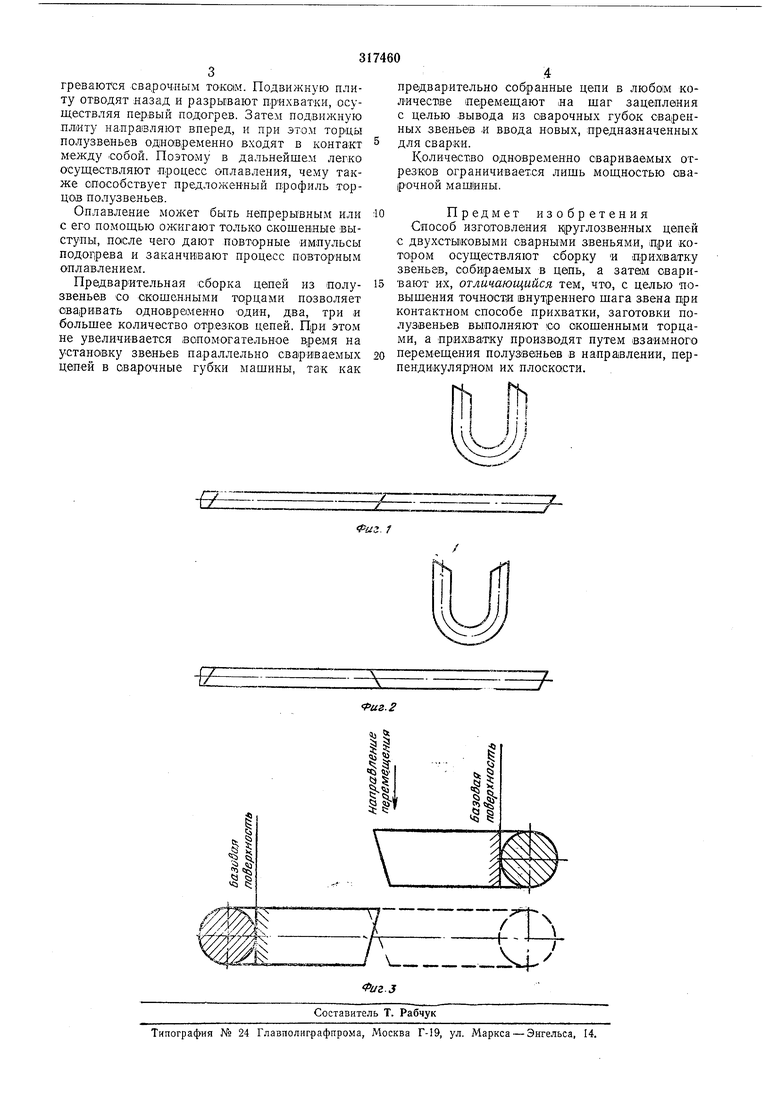
дующей гибкой полузвеньев; на фиг. 3 - схема сборки полузвеньев контактной прихваткой.
Полузвенья (см. фиг. 1 и 2) собираот в звенья, а затем .в цепь с помощью конта.ьтной прих)ватки путем взаимного перемещен 1Я в направлении, перпендикулярном плоскости звена (см. фиг. 3). Собранные цепи поступают на сварку, которую производят по одной или сразу ио иесколько цепей. Далее всю цепь г:еремещают на щаг зацепления, в результате сваренное звено попадает в Приспособление для обрубки грата, а в сварочные губки поступает новое звено и т. д. Процесс контактной сборки полузвеньев осуществляют на стандартных точечных или рельефных маи;инах. Сварку осуществляют на цвпесварочн;лх стыковых мащинах, оборудованных приводом перемещения цепей через сварочные губки и места обрубки оварочного грата, а также гратосъемиы м Приоп QCO-6 л ен и ем.
Точность звеньев, собранных с помощью контактной прихватки, достигают путем ба; ирования полузвеньев IB сборочном приспособлении по внутреннему размеру, а также в связи с тем, что прихватку осуществляют в: аимным перемещением .полуз1венье)В в направлении, перпендикулярном получаемому р азмеру (см. фиг. 3). В сварочных губках места прихватки звена, замкнутого накоротко, раюгреваются сварочным TOKCIM. Подвижную плиту отводят назад и разрывают прихватки, осуществляя первый подогрев. Затем подвижную плиту налра вляют вперед, и при этом торцы полузвеньев одмавременно входят в контакт между |Собой. Поэтому в дальнейшем легко осуществляют процесс оплавления, чему также способствует предложенный профиль торцав полузвеньев.
Оплавление быть непрерывным или с его помощью ожигают только скошенные выступы, после чего дают повторные импульсы подог|рева и заканчивают процесс повтор-ным оплавлением.
Предварительная сборка цепей из полузвеньев со скощенными торцами позволяет сваривать одновременно один, два, три и большее количество отрезков цепей. При этом не увеличивается вспомогательное В;ремя на установку звеньев параллельно свариваемых цепей в сварочные губки мащины, так как
предварительно собранные цепи в любом коЛичестве перемещают .на шаг зацепления с целью вывода пз сварочных губок сваренных звеньев ,и ввода новых, предназначенных для сварки.
Количество одновременно свариваемых отрезков ограничивается лишь мощностью сварочной машины.
предмет изобретения Способ изготовления К|руглозвенных цепей с двухстыковыми сварными звеньями, при котором осуществляют сборку И прихватку звеньев, собираемых в цепь, а затем сваривают их, отличающийся тем, что, с целью повышения точности внутреннего шага звена при контактном способе прихватки, заготовки полузвеньев выполняют со окошенными торцами, а прихватку производят путем взаимного
перемещения полуз;ве1ньев в направлении, перпендикулярном их плоскости.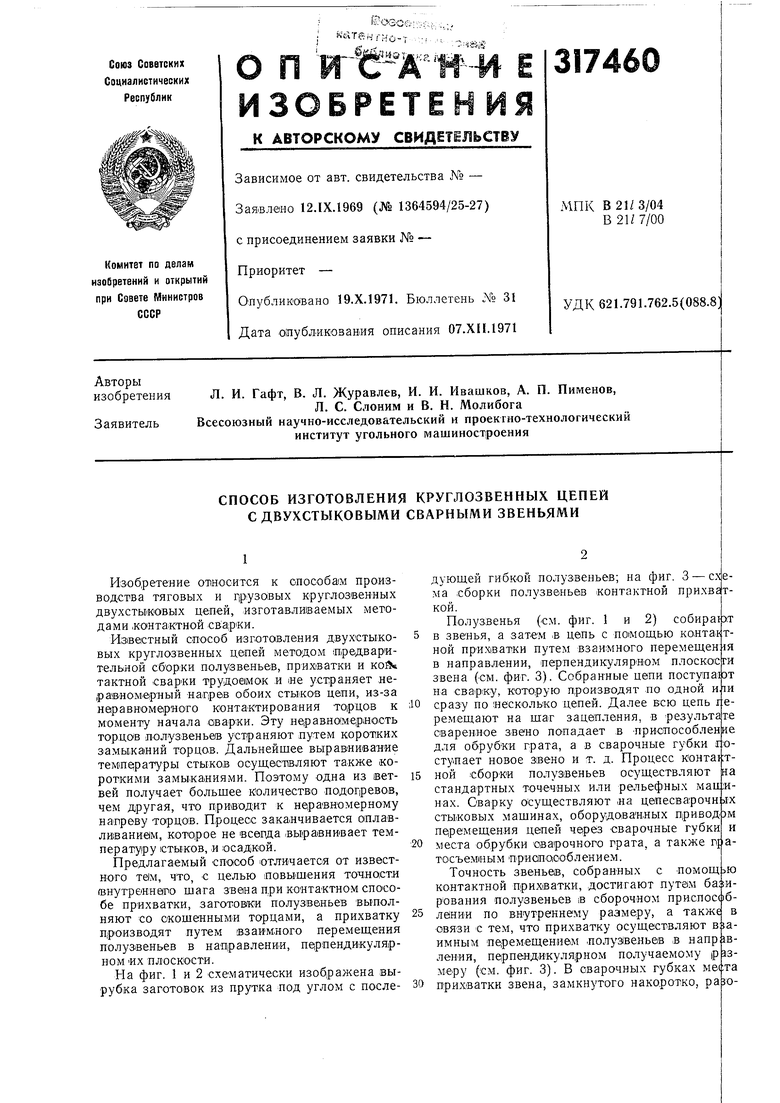
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЗАЧИСТКИ НАРУЖНОГО ГРАТА | 1970 |
|
SU285734A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ СВАРНЫХ ИЗДЕЛИЙ | 1971 |
|
SU314612A1 |
| ПОТОЧНАЯ ЛИНИЯ СБОРКИ И СВАРКИ ТОПЛИВНЫХ БАКОВ | 1973 |
|
SU399351A1 |
| Машина для контактной стыковой сварки звеньев цепей | 1979 |
|
SU1058735A1 |
| Машина для контактной стыковой сварки звеньев предварительно связанной цепи двухпозиционной двухпроходной схемы | 1984 |
|
SU1166944A1 |
| Автомат для контактной сварки звена со скребком | 1962 |
|
SU152263A1 |
| УСТАНОВКА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ЗВЕНЬЕВ ЦЕПИ | 1971 |
|
SU318198A1 |
| Устройство для стыковой контактной сварки цепей | 1990 |
|
SU1756064A1 |
| СПОСОБ РЕКОНСТРУКЦИИ РЕЛЬСОВЫХ ПУТЕЙ | 2014 |
|
RU2584955C1 |
| КОМБИНИРОВАННЫЕ ЭЛЕКТРОДЫ ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ПОСЛЕДУЮЩИМ УДАЛЕНИЕМ ГРАТА | 2017 |
|
RU2637042C1 |
