I
Изобретение относится к сварочному производству и может быть использовано для сварки топливных баков.
Известна поточная линия сборки и сварки топливных баков, содержащая шаговый конвейер, многоэлектродные контактные машины, точечную машину, машины для роликовой сварки, кантователи стенды испытания герметичности.
В такой линии шовные машины каждой пары установлены с обеих сторон шагового конвейера, что обеспечивает возможность сварки изделия, перемешающегося непосредственно в шаговом конвейере под действием роликовых электродов шовных машин, вследствие чего пропускная способность шагового конвейера ограничена максимальной скоростью сварки более длинных швов, что ограничивает возможность повышения производительности поточной линии и равномерной загрузки шовных машин.
Кроме того, шовные машины установлены перпендикулярно оси шагового конвейера попарно и соосно друг другу с расположенным между этими парами поворотным устройством для поворота бензобака в горизонтальной плоскости на 90°, что обеспечивает возможность роликовой сварки швом прямоугольной конфигурации и ограничивает тем самым ассортимент свариваемых изделий.
Предлагаемая поточная линия отличается от известной тем, что машины для роликовой сварки установлены с одной стороны конвейера, вдоль него на расстоянии друг от -друга,
равном четному числу шагов конвейера, а между конвейером и роликовыми машинами размешены перегружатели свариваемых заготовок. Это позволяет повысить производительность
линии.
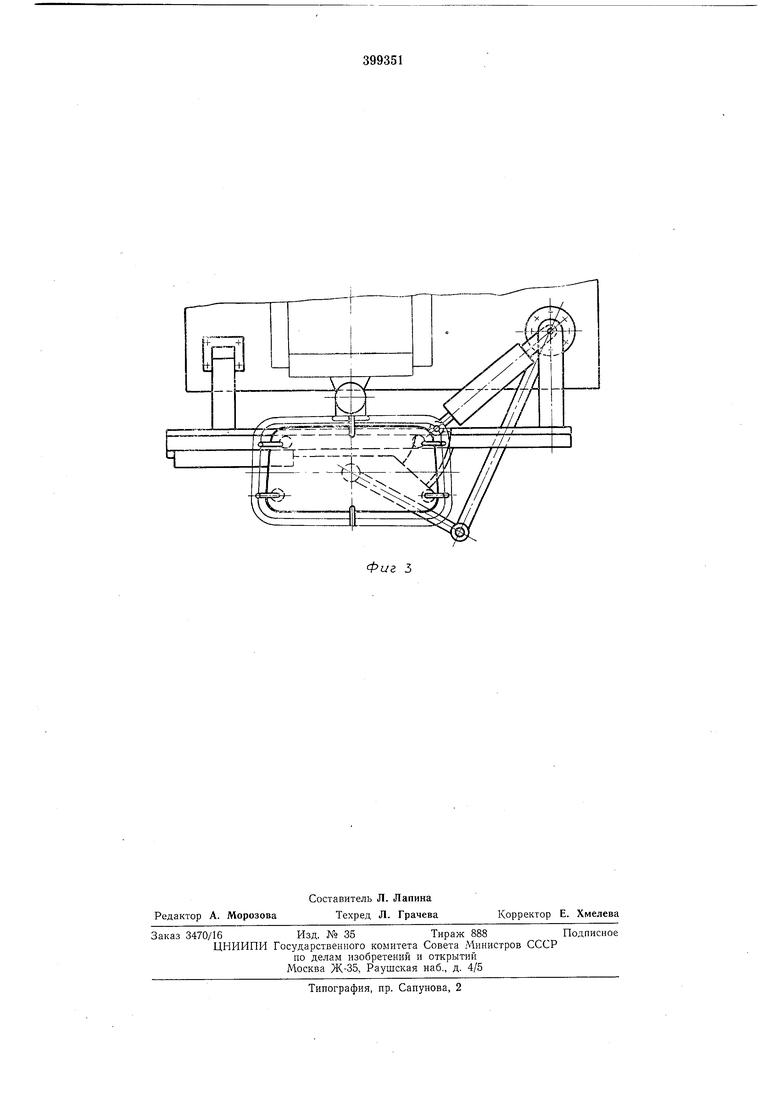
На фиг. 1 схематически изображена предлагаемая поточная линия сборки и сварки топливных баков, вид в плане; на фиг. 2 - устройство для направления изделия при сварке,
вид со стороны шагового конвейера; на фиг. 3 - то же, вид сверху.
Поточная линия сборки и сварки топливных баков, состояших из половин с перегородками, содержит шаговый конвейер / и установленные по ходу технологического процесса проходные многоэлектродные контактные машины 2, проходную точечную машину 3, перегружатели 4, машины 5 шовной сварки, каждая из которых оснащена устройством 6 для направления изделия при сварке, и стенды 7 испытания герметичности. Шаговый конвейер / состоит из рамы 8 с направляющими 5, на которой смонтированы приводные цепи W, нг которых закреплены толкатели II, располо
женные друг от друга на одинаковом расстоя
НИИ, соответствующем шагу конвейера 1. В раму 8 встроены кантователи 12, каждый из которых оснащен индивидуальным приводом 13 и направляющими 14, расположенными параллельно направляющим 9 рамы 5, и установлен с возможностью поворота относительно своей направляющей 14, расположенной со стороны привода 13. Кантователи 12 расположены с обеих сторон шагового конвейера 1. При этом, первый по ходу технологического процесса кантователь 12 расположен перпендикулярно оси первой многоэлектронной контактной машины 2. Второй кантователь 12 расположен от последней машины 5 шовной сварки на расстоянии, соответствующем целому числу шагов конвейера /. Второй и следующий за ним кантователи 12 расположены друг от друга на расстояннн, соответствующем четному числу, например, двум, щагов конвейера /.
Кантователи 12 предназначены для поворота топливного бака на заданный угол относнтельно его горизонтальной оси. Многоэлектродные контактные машины 2, каждая из которых оснащена толкателем (на чертеже не показан), установлены с одной стороны шагового конвейера / перпендикулярно его оси и на расстоянии друг от друга, соответствующем двум шагам конвейера 1, и предназначены для сварки половин топливного бака с перегородками. Проходная точечная машина 3 установлена над шаговым конвейером 1 и предназначена для прихватки половин топливного бака под щовную сварку. Каждый перегружатель 4 установлен над шаговым конвейером / соосно соответствующей машине 5 шовной сварки и пернендикулярно оси шагового конвейера 1. Перегружатели 4 предназначены для захвата, подъема и переноса ноловин топливного бака в сборке с щагового конвейера / к соответствущему устройству 6 для перемещения изделия при сварке на мащине 5 щовной сварки и укладки в него и для захвата, подъема и переноса сваренного топливного бака на щаговый конвейер / и укладки на него. Машины 5 шовной сварки установлены раздельно перпендикулярно оси шагового конвейера 1 и параллельно друг яругу «а расстоянии соответствующем двум щагам конвейера 1 с тем, чтобы разместить сваренные на роликовых машинах заготовки в пустых гнездах конвейера, чередующихся с загруженными.
Работа поточной линии сборки и сзаркн топливных баков осуществляется следующим образом.
Предварительно устанавливают в первую многоэлектродную контактную машину 2 перегородки и заднюю половину топливного бака, расположенную своей выпуклой частью кверху, и имеющую отверстия для установки арматуры, включают сварочный ток и приваривают к ней перегородки. После чего голкатель (на чертеже не показан) первой многоэлектродной контактной машины 2 перемещает заднюю половину топливного бака с приваренными перегородками в направляющие 14 кантователя 12, которые поворачивают ее относительно расположенной со сторопы привода 13 направляющей 14 на угол 180° и загружают в щаговый конвейер 1, толкатель
// которого перемещает эту половину топливного бака на один шаг. Одновременно с этим во вторую многоэлектродную контактную машину 2 устанавливают перегородки и переднюю половину топливного бака, раоположенную своей выпуклой частью кверху, и имеющую отверстия для установки арматуры, включают сварочный ток и приваривают к ней перегородки. После чего толкатель // шагового конвейера / перемешает заднюю половину
топливного бака с приваренными перегородками на следующий щаг, а толкатель (на чертеже не показан) второй многоэлектродной контактной машины 2 перемешает переднюю половину топливного бака на
его заднюю половину. После чего толкатель 11 шагового конвейера / перемещает собранные полдвины топливного бака в проходную точечную машину 3, которая осуществляет прихватку половин топливного бака между собой. Шаговый конвейер 1 накапливает прихваченные половины топливных баков, последовательно перемещая их толкателями // соответственно па два, на четыре, на шесть и на восемь шагов. После чего перегружатели 4 одновременно захватывают, поднимают и переносят соответствующие половины топливных баков в сборе каждый под разведенные роликовые электроды соответствующей мащины 5 шовной сварки. После выполнения замкнутого криволинейного роликового шва в каждом из тонливных баков перегружатели 4 одновременно захватывают, поднимают и переносят пх на шаговый конвейер /, толкатели // которого перемещают каждый
топливный бак в направляющие 14 кантователя 12. После включения индивидуального привода 13 паправляющие 14 кантователя 12 поворачивают топливный бак на заданный угол относительно расположенной со стороны
привода 13 направляющей 14. После этого осуществляют, например, электродуговым сварочным аппаратом (на чертеже не показан), приварку арматуры, например, заливной горловины, к задней половине топливного бака. После чего направляющие 14 кантователя 12 возвращают топливный бак с приваренной арматурой па щаговый конвейер 1, толкатель 11 которого перемещает его в следующий кантователь 12. После включения его
индивидуального привода 13 направляющие 14 этого кантователя 12 поворачивают топливный бак на заданнь{й угол относительно расположенной со стороны привода 13 направляющей 14. После этого осуществляют, например, электродуговым сварочным аппаратом
(на чертеже не показан), приварку арматуры, например, сливного патрубка, к передней половине топливного бака. После чего направляющие 14 кантователя 12 возвращают топливный бак с приваренной арматурой на шаговый конвейер 1, который накапливает топливные баки, последовательно перемещая их толкателями // соответственно на два и на четыре шага. Затем толкатели (на чертеже не показаны) стендов 7 испытания герметичности одновременно перемещают каждый топливный бак с шагового конвейера / в соответствующий стенд 7 испытания герметичности. После испытания герметичности топливных баков толкатели (на чертеже не показаны) стендов 7 одиовременно подают их на шаговый конвейер /, толкатели 11 которого перемещают топливные баки на разгрузочное устройство (на чертеже не показано) поточной линии.
Предмет изобретения
Поточная линия сборки и сварки топливных баков, содержащая шаговый конвейер, многоэлектродные ксштактные машины, точечную машину, мангнны для роликовой сварки, кантователи, стенды испытания герметичности, отличающаяся тем, что, с целью повышения производительности линии, машины для роликовой сварки установлены с одной стороны конвейера вдоль него на расстояние друг от друга, равном четному числу шагов конвейера, а между конвейером и роликовыми машинами размещены перегружатели свариваемых заготовок.


| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для изготовления изделий | 1979 |
|
SU837691A1 |
| Механизированная поточная линия для сборки и сварки | 1985 |
|
SU1263485A1 |
| Поточная линия для изготовления сварных изделий | 1981 |
|
SU998067A1 |
| Поточная линия для сборки и сварки рамных металлоконструкций | 1975 |
|
SU919842A1 |
| СБОРКИ И СВАРКИ РАМНО-БАЛОЧНЫХ МЕТАЛЛОКОНСТРУКЦИЙ | 1969 |
|
SU251730A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ КАРКАСОВ | 1970 |
|
SU275268A1 |
| КОНТАКТНОЙ СВАРКИ СЕТОК | 1971 |
|
SU322243A1 |
| УСТРОЙСТВО ДЛЯ МНОГОТОЧЕЧНОЙ КОНТАКТНОЙ СВАРКИ ПРОСТРАНСТВЕННЫХ КАРКАСОВ | 1971 |
|
SU317478A1 |
| Машина для контактной многоточечной сварки | 1977 |
|
SU642110A1 |
| Автоматизированная поточная линия для изготовления сварных конструкций | 1991 |
|
SU1784430A1 |
8 9 12 W Tt
