Известны автоматы для контактной сварки звена со скребком, снабженные вибробункерами, сварочной аппаратурой, гидроприводом, механизмом подачи и фиксации свариваемых деталей, механизмом съема сваренного узла и механизмом обрубки и очистки грата.
В таких устройствах обрубка грата производится в холодном состоянии, после снятия сваренного узла, что понижает производитель ность труда.
Предлагаемый автомат для контактной сварки снабжен механизмом для обрубки грата в горячем состоянии. Такой автомат механизирует процесс сварки и повышает производительность труда.
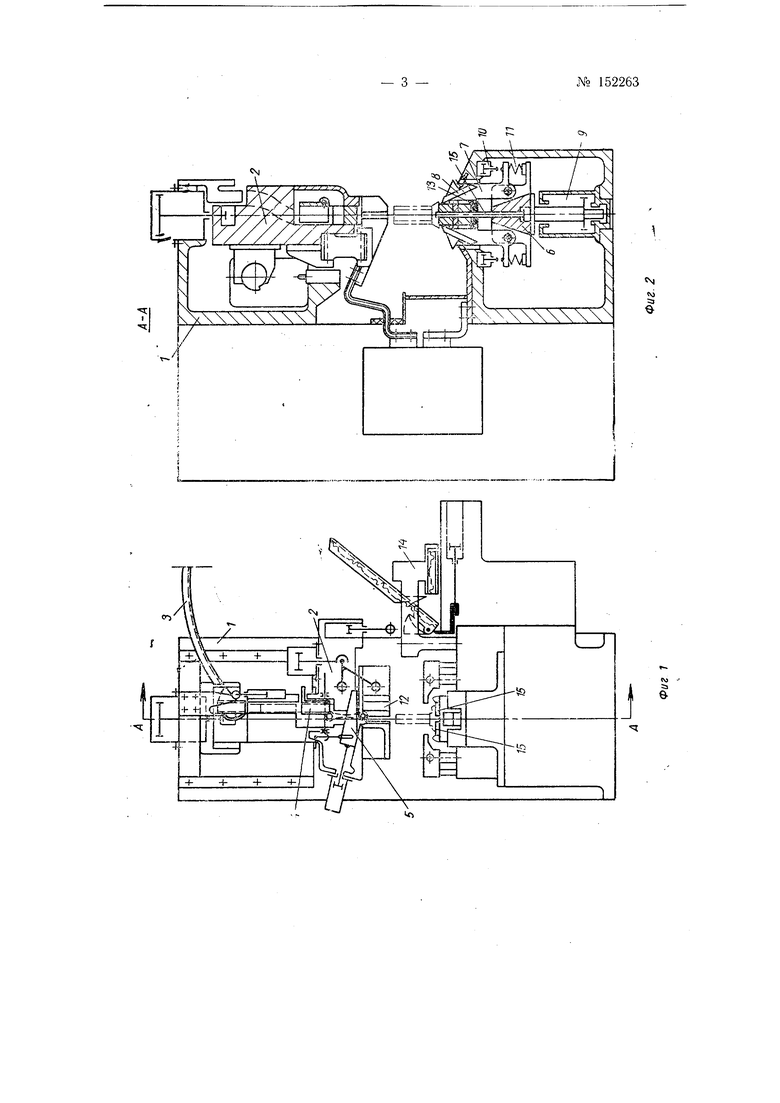
На фиг. 1 представлена схема автомата; на фиг. 2 - разрез по А-А на фиг. 1.
Автомат для контактной сварки звена со скребком включает следующие основные узлы: станину /, суппорт 2, механизм подачи скребка на позицию сварки, включающий вибробункер 3, челнок 4 и запирающий клин 5, механизм обрубки грата и фиксации скребка на позиции сварки, содержащий резцовую головку 6 с резцедержателями 7 и резцами 8, гидроцилиндр Я гидроупоры 40, пружины //, электрод 12, прижимающий скребок, планку 13, механизм 14 съема сваренного узла и щтыри 15 с каналами для прохода воздуха, служащие для уточнения положения звена при сварке и съема грата с внутренней части периметра сварки.
№ 152263 2 ;
Скребки из вибробункера 3 поступают в вертикальный приемный канал суппорта. Когда суппорт находится в положении, соответствующем началу сварки, челнок 4, связанный рычажной передачей с запирающим клином 5, переносит скребок на звено, установленное и закрепленное на позиции сварки. В этот момент резцовая головка 6 поднята гидроцилиндром 9 в крайнее верхнее положение, а резцедержатели 7 с резцами 8, выдвинутыми щтоками гидроупоров, разведены в стороны. При уборке штоков гидроупоров резцедержатели под действием пружин и сходятся до упора в закрепленное звено, а резцы 8 устанавливают скребок относительно звена в положение, необходимое для сварки. В этом положении электрод 12 прижимает скребок, после чего резцовая головка 6 с резцедержателями 7 опускается вниз и производится сварка со звеном. После заверщения сварки гидроцилиндр 9 поднимает резцовую головку 6, причем в начале движения головки резцедержатели 7, скользя своими копирными участками по планке 13, находятся в разведенном положении. При дальнейшем подъеме головки копиры сойдут с планки, резцедержатели под действием пружин // переместятся к сваренному узлу, и резцы 8, двигаясь по стыку звена со скребком, произведут обрубку грата в горячем состоянии.
На внутренней части периметра сварки очистка от грата осуществляется струей воздуха, подводимого через штыри 15.
С позиции сварки сваренный узел снимается при помощи механизма 14.
Предмет изобретения
Автомат для контактной сварки звена со скребком, снабженный вибробункерами, сварочной аппаратурой, гидроприводом, механизмом подачи и фиксации свариваемых деталей, механизмом съема сварейного узла и механизмом обрубки и очистки грата, отличающийся тем, что, с целью повышения производительности труда и механизации сварки, автомат снабжен механизмом для обрубки грата в горячем состоянии.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной стыкойвой сварки | 1971 |
|
SU521092A1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ПОЛОС | 1992 |
|
RU2030265C1 |
| Устройство для удаления сварочного грата | 1982 |
|
SU1092019A1 |
| РЕЗЦОВЫЙ УЗЕЛ ГРАТОСНИМАТЕЛЯ СВАРОЧНОЙ МАШИНЫ | 2011 |
|
RU2471597C1 |
| РЕЗЦОВЫЙ ГРАТОСНИМАТЕЛЬ СВАРОЧНОЙ МАШИНЫ | 2011 |
|
RU2471599C1 |
| Устройство для снятия наружного грата | 1984 |
|
SU1192922A2 |
| Устройство для снятия наружного грата | 1982 |
|
SU1016107A1 |
| Машина для контактной стыковой сварки полос | 1977 |
|
SU698738A1 |
| Трубоукладочная баржа с трубосварочным комплексом | 1984 |
|
SU1327403A1 |
| УСТРОЙСТВО ДЛЯ ЗАЧИСТКИ ГРАТА ПОСЛЕ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ | 2010 |
|
RU2428292C1 |