Фрезерные станки для выборки гнезд в заготовках, с подачей последних из бункера к фрезам возвратно-поступательно движущимся толкателем, известны.
Особенностью предлагаемого станка того же типа является применение расположенной под толкателем параллельно ему упорной планки. Планка совершает возвратно-поступательные движения, согласованные с движением толкателя таким образом, чтобы при его холостом ходе она продвигалась под бункер для приема одной заготовки и поддержания ее во время рабочего хода толкателя с последующим отводом толкателя и нланки. Такое выполнение станка обеспечивает продвижение к фрезам толкателем лишь по одной заготовке и автоматическое удаление обработанного изделия со станка.
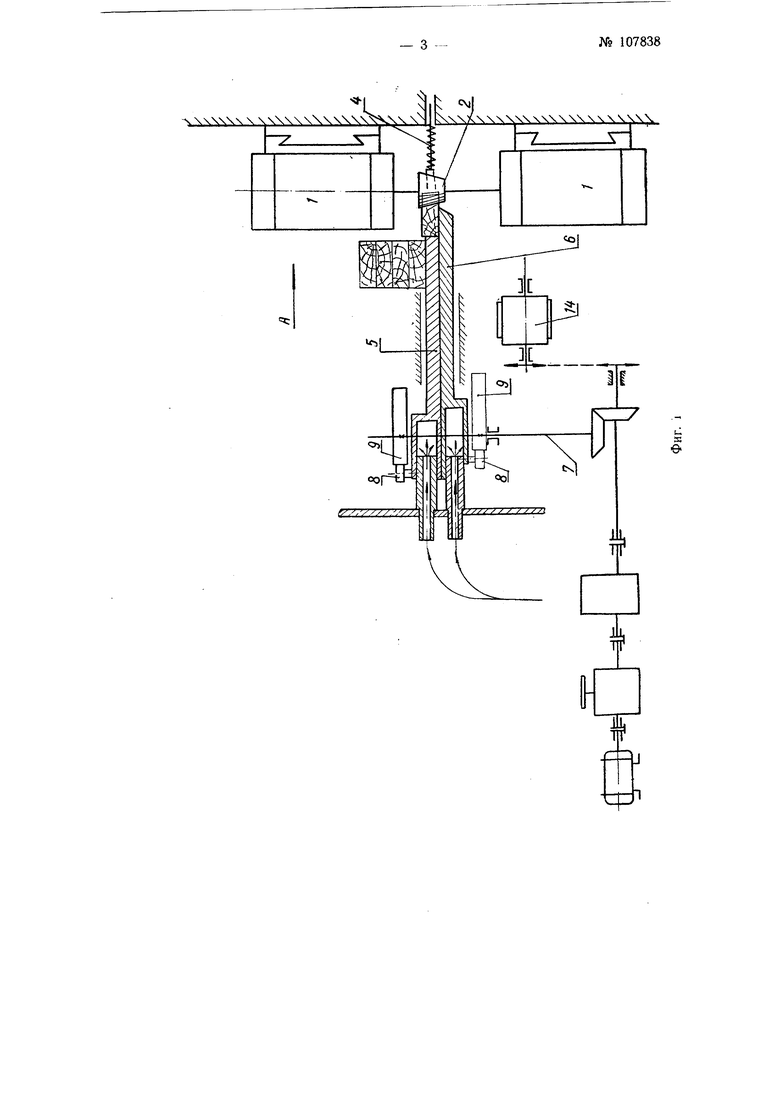
Предлагаемый станок схематически показан на фиг. 1 - вид спереди; на фиг. 2-вид сверху; на фиг. 3-вид по стрелке А на фиг. 1; на фиг. 4, 5 и 6 дана схема обработки вкладыша; на фиг. 4 схематически изображено начало цикла; на фиг. 5- фрезерование и на фиг. 6- съем обработанной детали.
На вертикальной раме станины установлены на суппортах, смонтированных на направляющих, пять электродвигателей 1 - три сверху и два снизу в шахматном порядке. Непосредственно на валах электродвигателей закреплены фрезы - ножевые головки 2, соответствующие по форме и размерам выбираемым гнездам.
Такое расположение электродвигателей обеспечивает максимальное сокращение расстояния между соседними фрезами и, следовательно, возможность получения малых расстояний между гнездами.
NO 107838- 2 -.
На вертикальной раме на высоте фрез укреплен угольник со сменой упорной линейкой 3. Внутри линейки между фрезами вмонтированы пружинные выталкиватели 4. Линейка 5 может переставляться и регулироваться для выборки гнезд заданной глубины.
В процессе фрезерования линейка создает подпор древесины и тем самым предотвращает сколы в местах выхода режущих лезвий инструментов.
Для подачи заготовок из бункера к фрезам 2 применен толкатель 5 и расположенная под ним параллельно ему упорная планка 6. Толкатель и планка перемещаются, скользя один по другому, но независимо друг от друга. В теле толкателя и планки выбраны цилиндрические полости (по два в каждом), в которые подается сжатый воздух. Сквозь прорезы в толкателе и планке проходит вертикальный кулачковый вал с закрепленными на нем кулачками. Ролики 8, которыми снабжены планка и толкатель, давлением сжатого воздуха поджимаются к поверхности кулачков 5. Этим достигается возможность плотно прижимать обрабатываемую деталь к упорной линейке, независимо от неточностей настройки и отклонения размеров деталей от номинала.
В начале цикла, планка 6 находится под магазином 10 и очередная заготовка //, подлежащая обработке, лежит на ней. Толкатель 5 выведен из зоны магазина влево. Сперва начинается перемещение толкателя и планки вправо, причем заготовка // подается на фрезы, а следующая заготовка J2 оказывается лежащей на верхней поверхности толкателя. В процессе перемещения обрабатываемой заготовки пластинчатые пружины 13, привернутые к передней стенке магазина 10, изгибаются и плотно прижимают ее к нижней базовой поверхности (верхней плоскости) планки 6. Во время фрезерования гнезд выталкиватели 4 утапливаются в теле упорной линейки 5, и в конце рабочего хода обработанное изделие оказывается прижатым к упорной линейке.
В дальнейщем, толкатель 5 частично отходит, причем заготовка с выбранными в ней гнездами отодвигается от фрез выталкивателями 4, и планка 6 также отходит. Готовый вкладыщ при этом, упираясь задней кромкой в толкатель 4, оказывается сдвинутым с базовой поверхности и, под давлением пластинчатых пружин 13, падает в воронку выгрузочного транспортера 14.
Последней фазой цикла является отход толкателя и планки в исходное положение, и онускание следующей заготовки на базовую поверхность планки. Число циклов обработки в единицу времени изменяется при изменении числа оборотов кулачкового вала.
Предмет изобретения
Фрезерный станок для выборки гнезд в заготовках, подаваемых к фрезам из бункера возвратно-поступательно движущимся толкателем, отличающийся тем, что, с целью продвижения к фрезам толкателем лищь по одной заготовке и автоматического удаления обработанного изделия со станка, применена расположенная под толкателем параллельно ему упорная планка, также соверщающая возвратно-поступательные движения, согласованные с движением толкателя таким образом, чтобы при холостом ходе толкателя планка продвигалась под бункер для приема одной заготовки и поддержания ее во время рабочего хода толкателя с последующим отходом толкателя и планки.
t. я
(М
{
SI

| название | год | авторы | номер документа |
|---|---|---|---|
| ПОТОЧНАЯ ЛИНИЯ | 1971 |
|
SU317507A1 |
| Сверлильно-фрезерный деревообрабатывающий станок | 1987 |
|
SU1526994A1 |
| Станок для фрезерования карманов во втулках | 1983 |
|
SU1151376A1 |
| Агрегат для изготовления гнуто-пропильных деталей мебели | 1957 |
|
SU109496A1 |
| Станок для закладки шпона | 1958 |
|
SU118972A1 |
| Станок для обработки деревянных деталей | 1982 |
|
SU1030161A1 |
| УСТРОЙСТВО ДЛЯ РАЗРЕЗКИ ЗАГОТОВОК НА ШПОНЫ И НАБОРНЫЕ ЛИНЕЙКИ | 1970 |
|
SU272311A1 |
| Устройство для автоматической загрузки вкладышей при прошивке их по торцу | 1961 |
|
SU144379A1 |
| АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ФРЕЗЕРОВАНИЯ ПАЗОВ В ПЕТУШКАХ КОЛЛЕКТОРНЫХ ПЛАСТИН ЭЛЕКТРИЧЕСКИХ МАШИН | 2008 |
|
RU2385204C1 |
| Устройство для закрепления вкладышей подшипников скольжения | 1987 |
|
SU1668060A1 |



±
Фиг. 5
Фиг. 6
