Изобретение относится к изготовлению пневматических нокрышек, а именно к обработке тканевых прокладок до сборки.
Известны линии заготовки слоев корда, содержащие агрегаты, юостоящие из последовательно установленных режущего устройства, смонтированного на транспортере, промежуточного транспортера и закаточного устройства с отборочным транспортером и каретками. В таких линиях режущие устройства после отрезки размера заготовки, на которой они настроены, отключаются и в течение резки последующих слоев и дублирования не работают. Таким образом, в известных линиях оборудование используется непроизводительно.
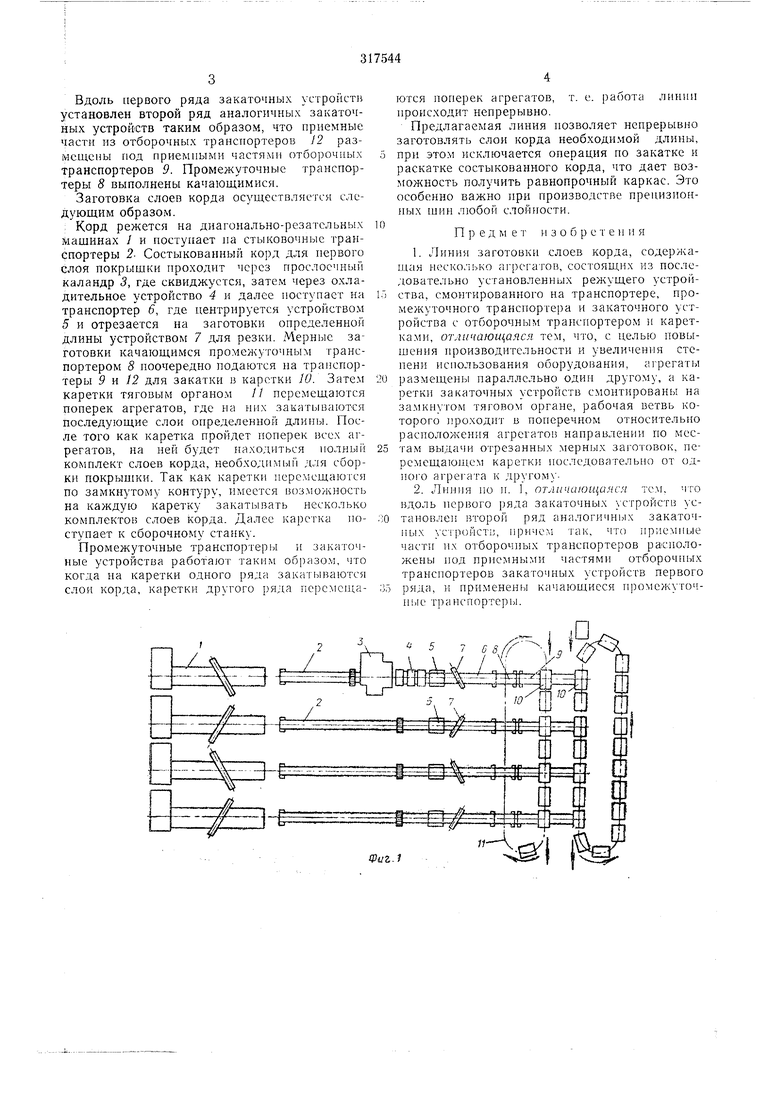
Целью изобретения является создание линии заготовки слоев корда, обеспечивающий непрерывную работу всего оборудования. С этой целью агрегаты размещены параллельно один другому, а каретки закаточных устройств смонтированы на замкнутом тяговом органе, рабочая ветвь которого проходит в поперечном относительно расположения агрегатов направлении по местам вЫлТ,ачи отрезанных мерных заготовок, перемещающем каретки последовательно от одного агрегата к другому- Вдоль первого ряда закаточных устройств установлен второй ряд аналогичных закаточных устройств таким образом, что приемные части их отборочных транспортеров расположены под приемными частями отборочных транспортеров закаточных устройств первого ряда. Для подачи заготовок от режущего устройства к отборочным транспортерам закаточных устройств обоих рядов применены качающиеся промежуточные транспортеры. Это повыщает производительность и увеличивает степень использования оборудованияНа фиг. 1 изображена предлагаемая линия в плане, общий вид; на фиг. 2 - схема закатки слоев корда на каретки.
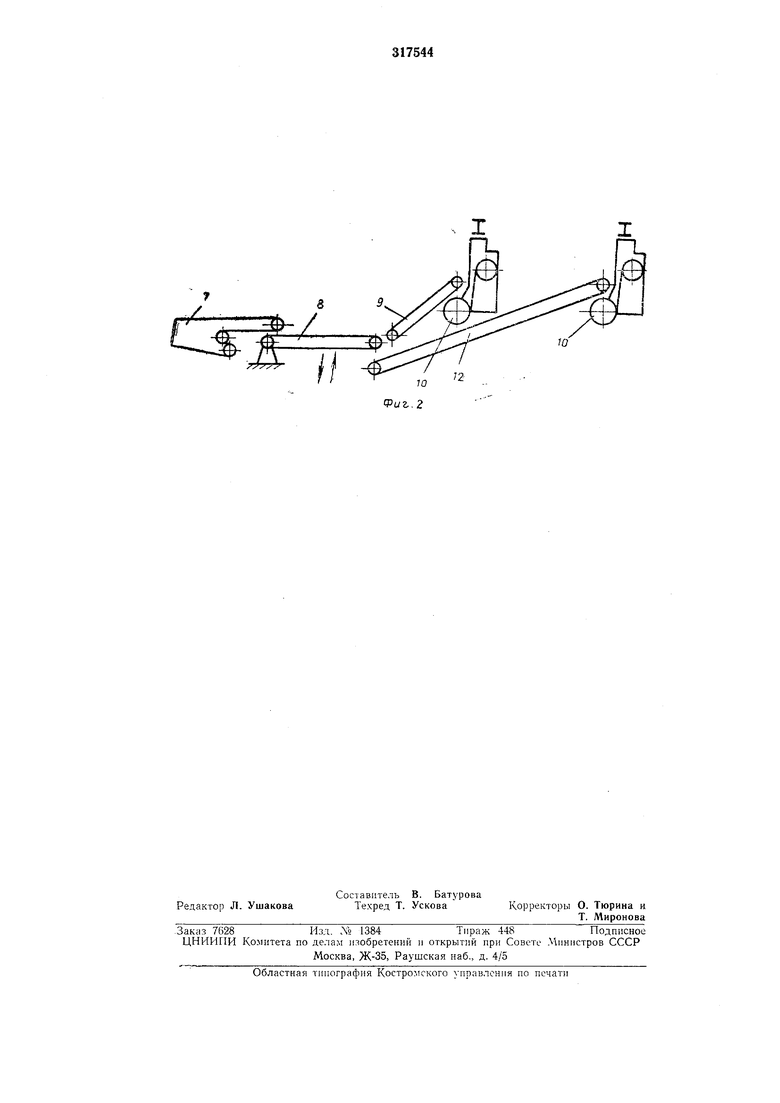
Линия заготовки слоев корда, например, для четырехслойной покрышки состоит из четырех параллельно размещенных агрегатов. Каждый агрегат содержит иоследовательно установленные диагонально-резательную мащину /, стыковочный транспортер 2, прослоечный каландр 3 (только для заготовки слоя из сквиджеванного корда), охладительное устройство 4, центрирующее устройство 5, смонтированное на транспортере 6 устройство 7 для резки корда на мерные заготовки, промежуточный транспортер 8 и закаточное устройство с отборочным транспортером 9 и каретками 10. Каретки 10 расположены на замкнутом тяговом органе //, рабочая ветвь которого про.ходит поперек агрегатов по местам выдачи отрезанных мерных заготовок, перемещающем каретки последовательно от одного агрегата к другому.
Вдоль первого ряда закаточных устройстн установлен второй ряд аналогичных закаточных устройств таким образом, что приемные части из отборочных транспортеров 12 размещены под приемными частями отборочных транспортеров 9. Промежуточные транспортеры 8 выполнены качающимися.
Заготовка слоев корда осуществляется следующим образом.
Корд на диагонально-резательных машинах 1 и поступает па стыковочные транспортеры 2- Состыкованный корд для первого слоя нокрышки проходит через прослоечнЕЛЙ каландр 5, где сквиджуется, затем через охладительное устройство 4 и далее поступает на транспортер 6, где пентрнруется устройством 5 и отрезается на заготовки определенной длины устройством 7 для резки. Мерные заготовки качающимся промежуточным транспортером S поочередно подаются на транспортеры 9 и 12 для закатки в каретки W. Затем каретки тяговым органом // перемещаются поперек агрегатов, где на них закатываются последующие слои определенной длины. После того как каретка пройдет поперек всех агрегатов, на ней будет находиться полный комплект слоев корда, необходимый для сборки нокрышки. Так как каретки перемещаются по замкнутому контуру, имеется в{) на каждую каретку закатывать несколько комплектов слоев корда. Далее каретка поступает к сборочному станку.
Промежуточные транспортеры и закаточные устройства pa6oTajOT таким образо.м, что когда на каретки одного ряда закатываются слои корда, каретки другого |)яда перслюща Е- -1ются поперек агрегатов, т. е. раоота линии происходит непрерывно.
Предлагаемая линия позволяет непрерывно заготовлять слон корда необходимой длины, при этом исключается операция но закатке и раскатке состыкованного корда, что дает возмол ность получить равнопрочный каркас. Это особенно важно ирн производстве прецизионных НИИ любой слойиости.
П р е д м е т и з о б р е т е н и я
1.Линии заготовки слоев корда, содержаишя несколько агрегатов, состоящих из последовательно установленных режущего устройства, смонтированного на транспортере, промежуточного транспортера и закаточного устройства с отборочным транспортером и каретками, отличающаяся тем, что, с нелью повышения производительности и увеличения степени использования оборудования, агрегаты размещены параллельно один другому, а каретки закаточных уетройств смонтированы на замкнутом тяговом органе, рабочая ветвь которого проходит в поперечном относительно расположения агрегатов направлении по местам выдачи отрезанных мерных за101овок, перемещающем каретки последовательно от одiioiO агрегата к другому2.Лииня но и. 1, отличающаяся см, что вдоль первого ряда закаточных устройств установлен второй ряд аналогичных закаточных С1-ройст1, причем так, что приемные части их отборочных транспортеров ра иоложены под приемными частями отборочньгх транснортеров закаточных устройств первого ряда, и применень качающиеся промежуточные транспортеры. J Г %4jte 1 (
SiZ
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМБИНИРОВАННАЯ ДИАГОНАЛЬНО-РЕЗАТЕЛЬНАЯ МАШИНА | 1970 |
|
SU274352A1 |
| ДИАГОНАЛЬНО-РЕЗАТЕЛЬНАЯ МАШИНА ДЛЯ РАСКРОЯ ПОЛОСОВОГО ОБРЕЗИНЕННОГО МАТЕРИАЛА | 1966 |
|
SU184425A1 |
| Способ заготовки слоев покрышек пневматических шин | 1988 |
|
SU1720893A1 |
| УСТРОЙСТВО для ОТБОРА ЗАГОТОВОК КОРДА С ДИАГОНАЛЬНО-РЕЗАТЕЛЬНОЙ МАШИНЫ | 1971 |
|
SU314663A1 |
| Агрегат для изготовления заготовок протекторов велосипедных покрышек | 1973 |
|
SU504667A1 |
| Способ наложения резиновых прослоек на резинокордный материал и устройство для его осуществления | 1989 |
|
SU1742099A1 |
| Установка для подачи мерных слоев заготовок на сборочные станки | 1983 |
|
SU1143610A1 |
| Машина для диагональной резки прорезиненного корда и других тканевых материалов | 1939 |
|
SU64393A1 |
| Устройство для раскроя и стыковки обрезиненного полотна | 1986 |
|
SU1407845A1 |
| Устройство для заготовки сдублированных мерных слоев корда | 1973 |
|
SU450727A1 |