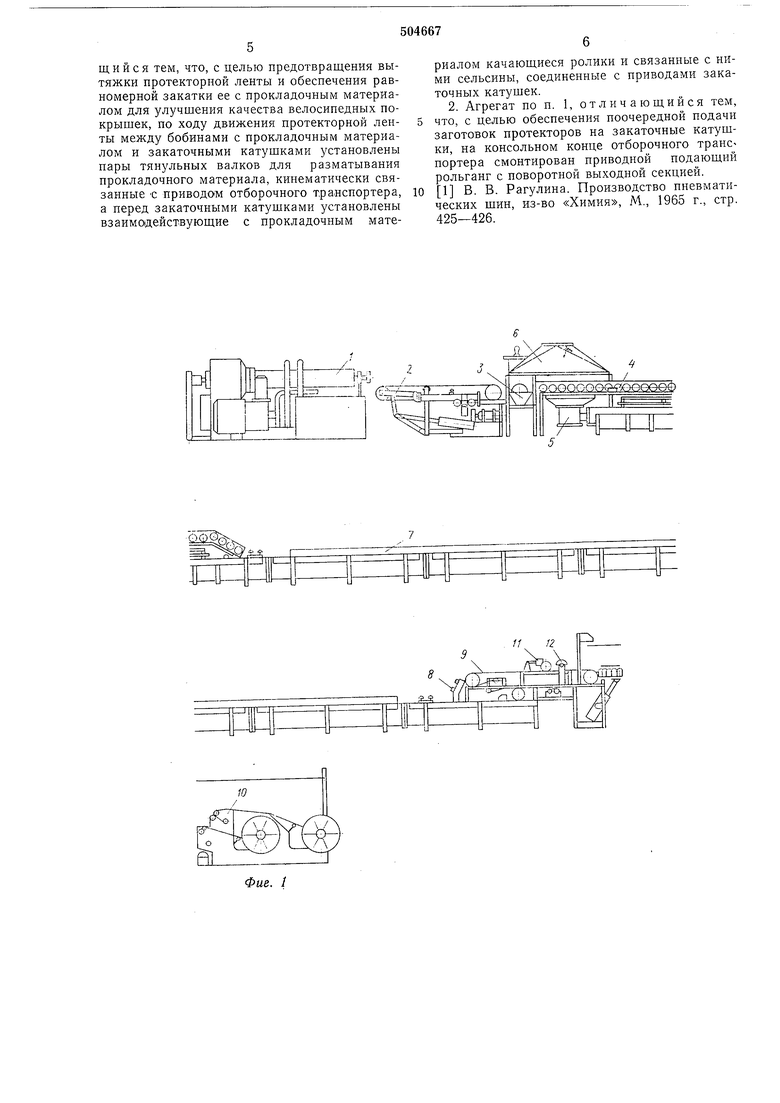
Изобретение относится к области изготовления покрышек пневматических шин и предназначено для изготовления заготовок велосипедных покрышек. Известен агрегат для изготовления заготовок протекторов велосипедных покрышек, содержаш,ий последовательно установленные по ходу технологического процесса червячную машину для выпуска протекторной ленты, приемный транспортер, устройство для промазки клеем, сушильный рольганг, охладительную ванну, обдувочное устройство для удаления влаги, отборочный транспортер со счетчиком длины протекторной ленты и ножом для резки ее на заготовки, закаточное устройство с бобинами для прокладочного материала, приводные закаточные катушки и приводы (1). В таком агрегате закатка протекторной ленты в катушки осуш,ествляется при взаимодействии последних с рабочей поверхностью отборочного транспортера, вследствие чего имеет место вытяжка протекторной ленты и образование складок из-за несинхронности скоростей протекторной ленты и прокладочного материала, что снижает качество велосипедных покрышек. Целью изобретения является устранение указанного недостатка. 5 10 15 20 25 30 Это достигается тем, что по ходу движения протекторной ленты между бобинами с прокладочным материалом и закаточными катушками установлены пары тягульных валков для разматывания прокладочного материала, кинематически связанные с приводом отборочного транспортера, а перед закаточными катушками установлены взаимодействуюш,ие с прокладочным материалом качающиеся ролики и связанные с ними сельсины, соединенные с приводами закаточных катушек. Для обеспечения поочередной подачи заготовок протекторов на закаточные катушки на консольном конце отборочного транспортера смонтирован приводной нодающий рольганг с поворотной выходной секцией. На фиг. 1 изображен описываемый агрегат; на фиг. 2 - закаточное устройство; на фиг. 3 - то же, вид в плане; на фиг. 4 - отборочный транспортер и закаточное устройство; на фиг. 5 - то же, вид в плане. Агрегат для изготовления заготовок протекторов велосипедных покрышек содержит последовательно установленные по ходу технологического процесса червячную машину 1 (см. фиг. 1) для выпуска протекторной ленты, приемный транспортер 2, устройство 3 для промазки клеем, сушильный рольганг 4, установленное под ним сопловое устройство 5, установленный над рольгангом 4 зонт 6 для отcoca паров бензина, охладительную ванну 7, обдувочное устройство 8 для удаления влаги с новерхности протекторной ленты сжатым воздухом, отборочный транспортер 9 и закаточное устройство 10.
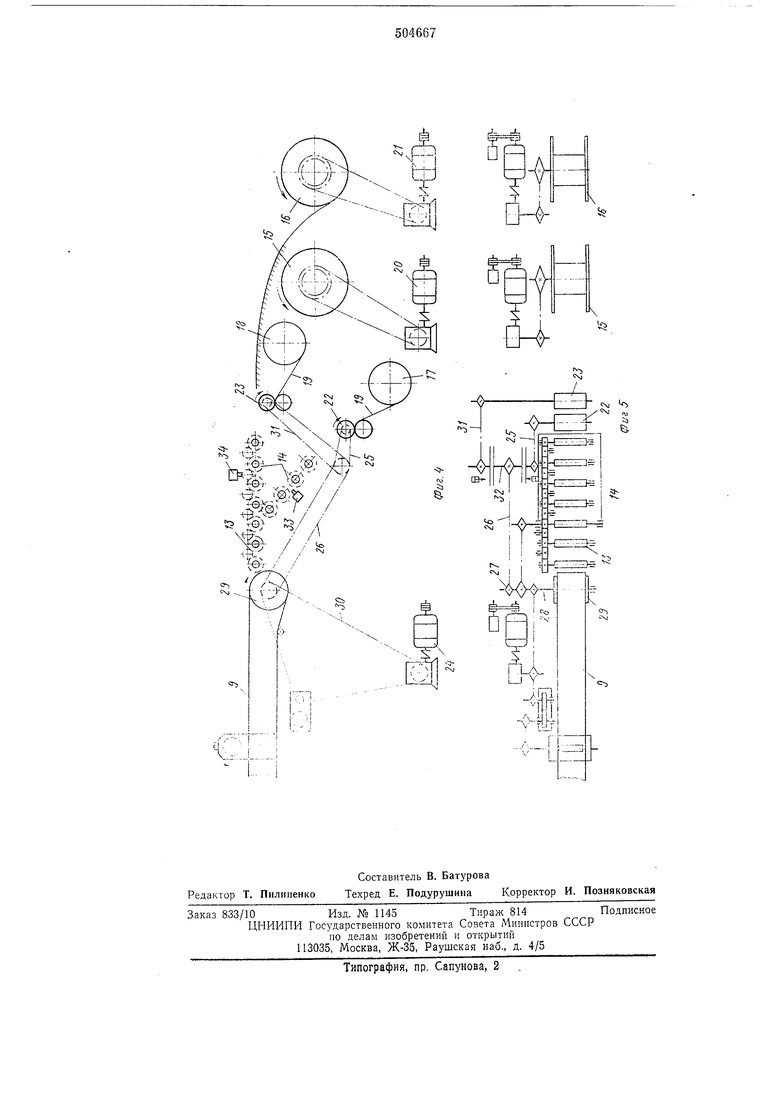
На отборочном транспортере 9 установлен счетчик 11 длины и связанный с ним нож 12 для резки протекторной ленты на заготовки. На консольном конце отборочного транспортера 9 смонтирован приводной подающий рольганг 13 (см. фиг. 4) с поворотной выходной секцией 14.
Закаточное устройство 10 имеет две технологические ветви, которые образованы закаточными катушками 15 и 16 (см. фиг. 2), бобинами 17 и 18 для прокладочного материала 19 (см. фиг. 4) и приводами 20 и 21 для закаточных катушек, соединенными со счетчиком 11 длины.
Но ходу движения протекторной ленты между бабинами 17 и 18 и закаточными катушками 15 и 16 установлены пары тянульных валков 22 и 23 для разматывания прокладочного материала 19 с бобин 17 и 18. Тянульные валки 22 связаны с приводом 24 отборочного транспортера 9 посредством цепных передач 25 и 26, у последней из которых приводная звездочка 27 посажена на вал 28 приводного барабана 29 отборочного транспортера 9, связанный цепной передачей с приводом 24. Тянульные валки 23 связаны с валом 28 через цепные передачи 31 и 26 (см. фиг. 4 и 5). Выборочное BKv4-ro4eHHe цепных передач 25 и 31 осуш;ествляется с помощью пневматической муфты 32. Срабатывание муфты 32 и включение приводов 20 и 21 закаточных катушек осушествляется по сигналу датчиков 33 и 34, контролируюш;их рабочие положения поворотной выходной секции 14 подаюш,его рольганга.
Перед закаточными катушками 15 и 16 установлены взаимодействующие с прокладочным материалом 19 качающиеся ролики 35 и 36 (см. фиг. 2 и 3), соответственно связанные через зубчатые передачи 37 и 38 с осями сельсина, не показанного на чертежах, и сельсина 39, соединенные с приводами 20 и 21 закаточных катушек.
Агрегат работает следующим образом.
Выпускаемая червячной машиной 1 протекторная лента поступает на приемный транспортер 2 и подается им на вращающийся барабан устройства 3 для промазки клеем, скорость и направление вращения которого соответствуют скорости и направлению подачи протекторной ленты. При взаимодействии последней с вращающимся барабаном осуществляется промазка клеем ее нижней поверхности. Промазанная клеем протекторная лента поступает на сушильный рольганг 4, который перемещает ее к охладительной ванне 7 с одновременной подсушкой клея при подаче на нижнюю поверхность ленты теплоносителя сопловым устройством 5 и отсосе паров бензина с помощью зонта 6. В охладительной ванне 7 протекторная лента охлаждается подаваемой из форсунок водой, которая сдувается с поверхности протекторной ленты сжатым воздухом при поступлении ленты на отборочный транспортер 9. С последнего подающим рольГангом 13 при горизонтальном расположении его поворотной секции 14 протекторная лента подается на прокладочный материал 19, разматываемый с бобины 18 тянульными валками 23, которые приводятся во вращение при
включении пневматической муфтой 32 цепной передачи 31, и затем вместе с прокладочным материалом подается на заточную катушку 16. Включение муфты 32 и привода 21 закаточной катушки 16 осуществляется при отсчете длины
протекторной ленты счетчиком 11. С помощью качающегося ролика 36 и сельсина 39 осуществляется поддержание постоянной скорости закатки протекторной ленты с прокладочным материалом 19 на катушку 16, равной скоростн подачи протекторной ленты.
После отсчета длины протекторной ленты, кратной целому количеству протекторов велосипедных покрышек, счетчик 11 дает сигналы на осуществление реза ножом 12 и одновременное опускание поворотной секции 14 рольганга 13 Б крайнее нижнее положение, определяемое датчиком 33.
По сигналу датчика 34 через заданное время, т. е. когда прокладочный материал 19 и
отрезанная заготовка будут закатаны на катушку 16, отключается пневматическая муфта 32 и привод 21 катушки 16. По сигналу датчика 33 включается привод 20 закаточной катушки 15 и пневматическая муфта 32 на включение цепной передачи 25 для привода во вращение тянульных валков 22.
Пока последний участок отрезанной протекторной заготовки закатывается в катушку 16, протекторная лента подается рольгангом 13
на прокладочный материал 19, сматываемый с бобин 17, и закатывается на катушку 15.
В процессе закатки протекторной ленты на катушку 15 осуществляют замену заполненной катушки 16 на пустую, а пустой бобины 18 на
заполненную.
После закатки на катушку 15 заготовки заданной длины осуществляют рез и переводят секцию 14 в горизонтальное положение, и далее процесс повторяется.
Формула изобретения
1. Агрегат для изготовления заготовок протекторов велосипедных покрышек, содержащий последовательно установленные по ходу технологического процесса червячную машину для выпуска протекторной ленты, приемный транспортер, устройство для промазки клеем, сушильный рольганг, охладительную ванну,
обдувочное устройство для удаления влаги, отборочный транспортер со счетчиком длины протекторной ленты и ножом для резки ее на заготовки, закаточное устройство с бобинами для прокладочного материала, приводные закаточные катушки и приводы, отличающийся тем, что, с целью предотвращения вытяжки протекторной ленты и обеспечения равномерной закатки ее с прокладочным материалом для улучшения качества велосипедных покрышек, по ходу движения протекторной ленты между бобинами с прокладочным материалом и закаточными катушками установлены пары тянульных валков для разматывания прокладочного материала, кинематически связанные С приводом отборочного транспортера, а перед закаточными катушками установлены взаимодействующие с прокладочным материалом качающиеся ролики и связанные с ними сельсины, соединенные с приводами закаточных катушек.
2. Агрегат по п. 1, отличающийся тем, что, с целью обеспечения поочередной подачи заготовок протекторов на закаточные катушки, на консольном конце отборочного транспортера смонтирован приводной подающий рольганг с поворотной выходной секцией. 1 В. В. Рагулина. Производство пневматических шин, из-во «Химия, М., 1965 г., стр. 425-426.
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат для изготовления протекторов велосипедных покрышек | 1984 |
|
SU1219409A1 |
| Устройство для закатки полосового материала | 1982 |
|
SU1100128A1 |
| Устройство для резки и укладки заготовок протекторов | 1977 |
|
SU701909A1 |
| Способ изготовления протекторов покрышек пневматических шин и устройство для его осуществления | 1980 |
|
SU921872A1 |
| Способ изготовления заготовок протекторов пневматических шин | 1972 |
|
SU452151A1 |
| Устройство для хранения и подачи заготовок протекторов | 1977 |
|
SU707824A1 |
| Устройство для подачи заготовок протекторов к сборочным станкам | 1981 |
|
SU1031751A1 |
| Способ изготовления герметизирующего слоя покрышек пневматических шин | 1987 |
|
SU1407842A2 |
| Устройство для изготовления слоев каркаса покрышек пневматических шин | 1988 |
|
SU1729789A1 |
| Устройство для хранения и подачи ленточного материала | 1985 |
|
SU1438962A1 |

20
23 8 35 15
16
