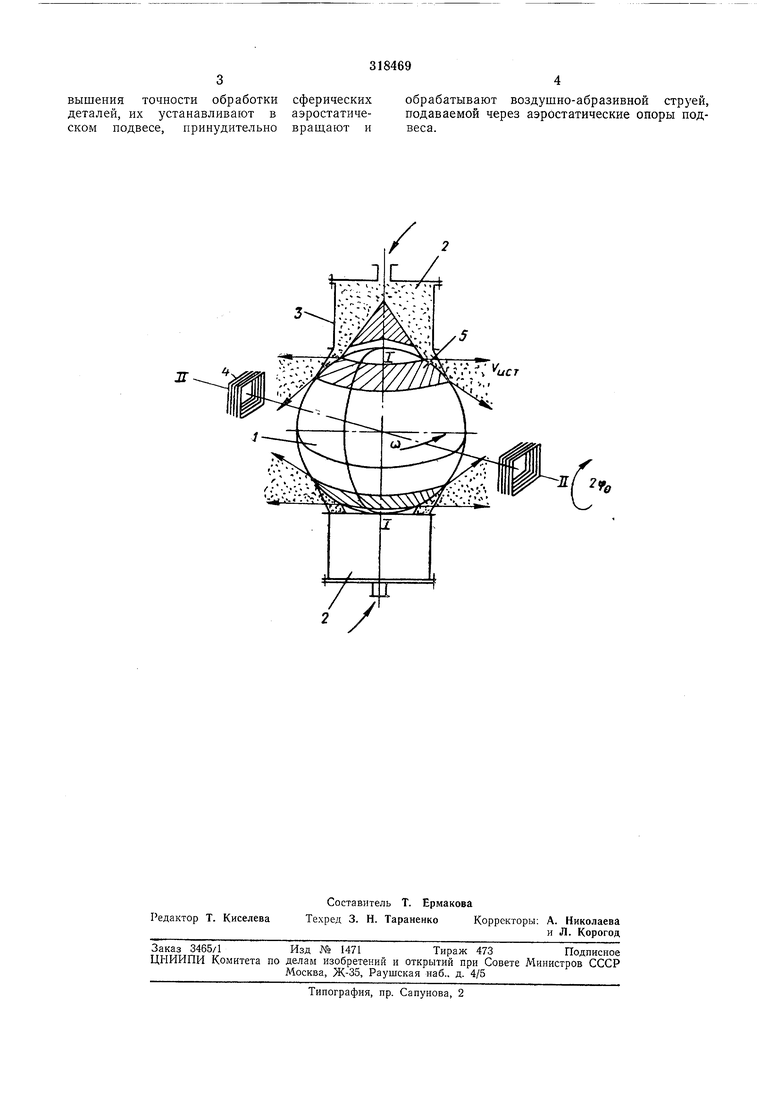
Известна доводка сферических деталей, при которой используются чашечные или трубчатые притиры. Кинематическая связь между сферической деталью и инструментом в таких случаях является фрикционной. Траектория относительного движения детали и инструмента при такой обработке часто зависит от случайных факторов: наличия на поверхности шара неровностей, царапин, попадания между труш,имися поверхностями более крупных частиц абразива и т. п. Цель изобретения - повышение точности обработки сферических деталей. Для этого по предлагаемому способу последние устанавливают в аэростатическом подвесе, принудительно враш,ают и обрабатывают воздушно-абразивной струей, подаваемой через аэростатические опоры подвеса. Предлагаемый способ поясняется чертежом. Ротор-деталь / помещена в опорах 2 закрытого аэростатического подвеса 3, которые одновременно являются воздушно-абразивными соплами. Благодаря свойству закрытого аэростатического подвеса поддерживать сферический ротор во взвешенном состоянии при любой ориентации опор относительно направления действующего ускорения, отсутствует механический контакт шара с поддерживающими его опорами. Это позволяет при помощи электромагнитной системы 4 сообщить ротору необходимую угловую скорость со. Благодаря гироскопическим свойствам .вращающегося ротора, а также стабилизирующему действию системы 4, ротор-деталь сохраняет постоянным направление оси I-I своего вращения. Воздушно-абразивная струя, истекая из опоры 2, образует на поверхности шара кольцевую зону 5 обработки. Интенсивность съема материала зависит от скорости УИСТ, истечения воздушно-абразивной струи из опоры, угла атаки поверхности частицами абразива, от их размера и удельного веса и т. д. Для охвата зоной обработки поверхности ротора опорам сообщается сканирующее движение относительно оси И-П, перпендикулярной оси I-I, с регулируемой амплитудой 2ФО. Равномерность съема материала при различной ориентации опор 2 относительно оси ротора достигается за счет большой разницы между скоростями Уцст и ш. 3 вышения точности обработки деталей, их устанавливают в ском подвесе, принудительно сферических обрабатывают воздушно-абразивной струей, аэростатиче- подаваемой через аэростатические опоры подвращают и веса. 318469 4
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ДОВОДКИ ДЕТАЛЕЙ ТИПА ШАРОВЫХ РОТОРОВ | 1972 |
|
SU326040A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СФЕРИЧЕСКОЙ ГАЗОДИНАМИЧЕСКОЙ ОПОРЫ ГИРОСКОПА | 1985 |
|
SU1840742A1 |
| РУЧНОЙ ПРОЦЕСС ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ДРОБЬЮ С РАЗРАБОТКОЙ СПЕЦИАЛЬНОГО УСТРОЙСТВА И СПОСОБА КОНТРОЛЯ И УПРАВЛЕНИЯ ПРОЦЕССОМ | 1996 |
|
RU2113971C1 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ В ПСЕВДООЖИЖЕННОМ СЛОЕ АБРАЗИВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2084327C1 |
| Способ изготовления ротора электростатического гироскопа | 2024 |
|
RU2830829C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО ШЛИФОВАНИЯ АЛМАЗНЫХ ПЛЕНОК, ИМЕЮЩИХ ВНЕШНИЙ СЛОЙ ИЗ ПОЛИКРИСТАЛЛИЧЕСКИХ АЛМАЗОВ НА ПОВЕРХНОСТИ ОСНОВАНИЯ | 2015 |
|
RU2640370C2 |
| СПОСОБ ГИДРОРОТАЦИОННОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1992 |
|
RU2014206C1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНО-СТРУЙНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ | 2006 |
|
RU2325987C2 |
| Прецизионный газостатический шпиндельный узел | 2021 |
|
RU2771708C1 |
| СПОСОБ ВОЗДУШНО-АБРАЗИВНОЙ ОБРАБОТКИ ДЕРЕВА "БЛЮЗОВОЕ ДЕРЕВО" | 2012 |
|
RU2506151C2 |