Для непрерывного гальванического покрытия металлом лент или проволок, с предварительным электрическим травлением и декапированием их, применяются устройства, в которых травильная и декапировочная ванны соединены последовательно с ванной для осаждения металла при помощи обрабатывающего изделия. В предлагаемом, согласно изобретению, устройстве упомянутые травильная и декапировочная ванны включены в электрическую цепь параллельно, is отдельные участки пути изделия перед ванной для осаждения металла/ с целью уменьшения излишней нагрузки изделия током, шунтированы проводником.
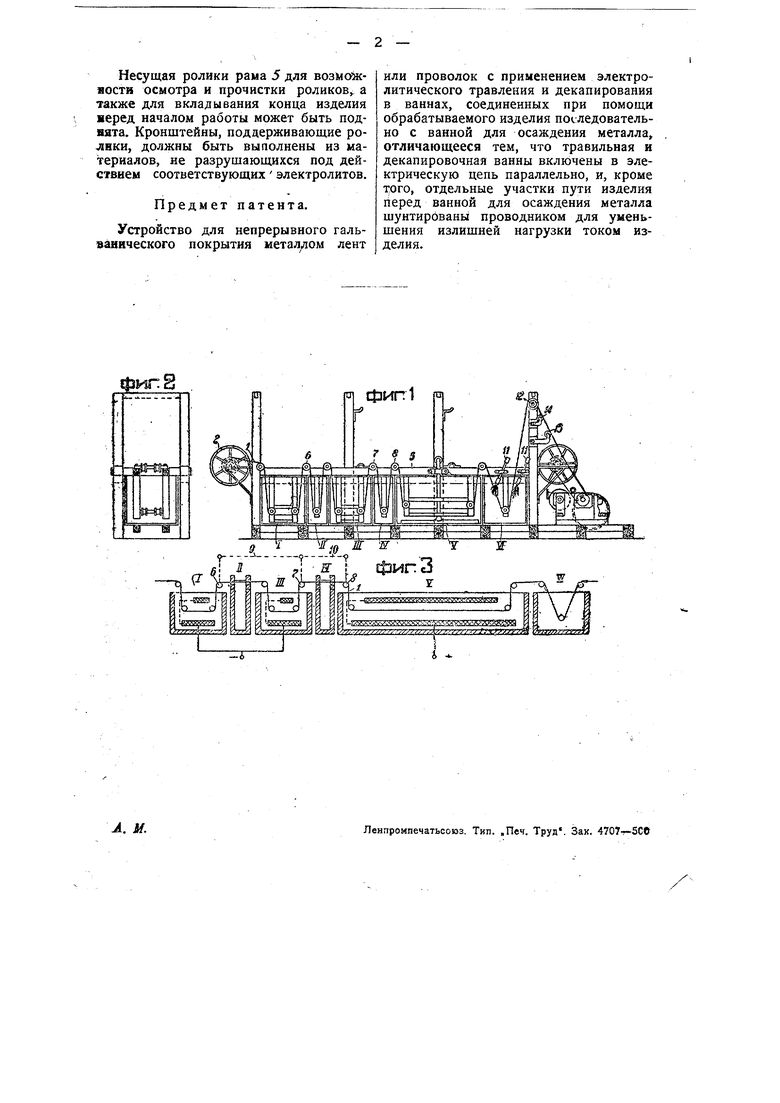
На чертеже фи1 1 изображает общий вид устройства; фиг. 2-вид устройства сбоку; фиг. 8-схему включения ванн в цепь электрического тока.
Устройство состоит из шести ванн (фиг. 1), из которых ванны //, IV и VI служат для промывки обрабатываемого изделия, ванна 1 для декапировки, ванна /// для электролитического аноднрго травления и, наконец, ванна V для гальванического покрытия изделия металлом. Отрицательный полюс источника тока присоединен одновременно к железным катодам ванны / и к свинцовым катодам ванны ///, а положительный полюс сое(131)
динен с никелевыми анодами ванны V (фиг. 3), т. е. декапировочная ванна / и травильная ванна /// соединены между собой параллельно и включены в цепь источника тока при посредстве обрабатываемого изделия / последовательно с ванной V для осаждения металла.
Изделие / во время обработки сматывается с барабана 2 и по системе установленных на съемной раме 5 направляющих роликов проходит последовательно через все упомянутые выше ванны, поступает в приспособление /5, Н для сушки, а затем в устройство для наматывания готового изделия.
При прохождении через ванну VI изделие, кроме промывки его горячей водой, подвергается действию струи пара, смешанного с водой, который подается при помощи форсунок /7, укрепленных на краях ванны. Для смягчения толчков, могущих иметь место при протягивании изделия, служит амортизатор 12. Для уменьшения излишней нагрузки изделия электрическим током отдельные участки его пути шунтированы проводами 9 и W, присоединяед4ыми к проводу через направляющие ролики б, 7 и , выполненные из материала, проводящего электрический ток. Все остальные ролики выполнены из изолирующего материала.
Несущая ролики рама 5 для возмо яостн осмотра и прочистки роликов, а также для вкладывания коица изделия иеред началом работы может быть поднята. Кронштейны, поддерживающие ролнки, должны быть выаолнены из материалов, не разрушающихся под действием соответствующих электролитов.
Предмет патента.
Устройство для непрерывного гальванического покрытия иеталуюм лент
или проволок с применением электролитического травления и декапирования в ваннах, соединенных при помощи обрабатываемого изделия последовательно с ванной для осаждения металла, отличающееся тем, что травильная и декапировочная ванны включены в электрическую цепь параллельно, и, кроме того, отдельные участки пути изделия перед ванной для осаждения металла шунтировань проводником для уменьшения излишней нагрузки током изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕТАЛЛИЧЕСКАЯ ПРОВОЛОКА, ПОКРЫТАЯ СЛОЕМ МЕТАЛЛИЧЕСКОГО МАТЕРИАЛА И ПРЕДНАЗНАЧЕННАЯ ДЛЯ АРМИРОВАНИЯ ЭЛАСТОМЕРНЫХ МАТЕРИАЛОВ, И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2338618C2 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ПРОВОЛОКИ ИЗ АЛЮМИНИЕВОГО СПЛАВА С РЕДКОЗЕМЕЛЬНЫМИ МЕТАЛЛАМИ | 2006 |
|
RU2319791C1 |
| Установка для гальванического покрытия токоведущих жил кабелей связи слоем ферромагнитного металла или сплава | 1952 |
|
SU108822A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАГНИТОЭЛЕКТРИЧЕСКИХ СТРУКТУР | 2017 |
|
RU2682504C1 |
| Способ электролитической обработки для покрытия предметов из нержавеющей стали | 2019 |
|
RU2797342C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ | 1996 |
|
RU2149225C1 |
| Установка для нанесения гальванических покрытий на длинномерные изделия | 1985 |
|
SU1330216A1 |
| СПОСОБ ХИМИЧЕСКОЙ ОБРАБОТКИ И ГАЛЬВАНИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЯ НА ДЕТАЛИ И АВТОМАТИЧЕСКАЯ КАМЕРА ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2021 |
|
RU2771126C1 |
| Способ плазменно-электрохимического формирования наноструктурированного хромового гладкого покрытия | 2021 |
|
RU2773545C1 |
| ЛИНИЯ ТРАВЛЕНИЯ ОКИСЛЕННЫХ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 1999 |
|
RU2157423C1 |
фиг§

