rs3i
да|
со
Известны вакуумные формы для проH3BOACtBa изделий из листовых термопластов, содержащие матрицу с мелкими отверстиями для отсоса воздуха из ее полости и штуцер для подсоединения к вакуум-насосу.,v
Однако в таких формах корпус матрицы выполнен из дерева, гипса или металла в виде жесткого монолит-ного элемента, не способного видоизменять конфигурацию своей формообразующей поверхности.
С целью обеспечения быстрого переналаживания на другие типоразмеры изделий, предложенная форма отличается от изйестной тем, что корпус матрищ 1 вьтолнен в виде набора тонких стержней, удерживаемых сжимающей их рамкой
Днище матри № может быть выполнено в виде слоя сьтучего материала, например гранул полистирола, расположенного между концами тонких стержней и эластичным листом, поджимаемым к корпусу жестким основанием.
Формзтощая поверхность матрицы может бьргь облицована листом пористой термостойкой резины.
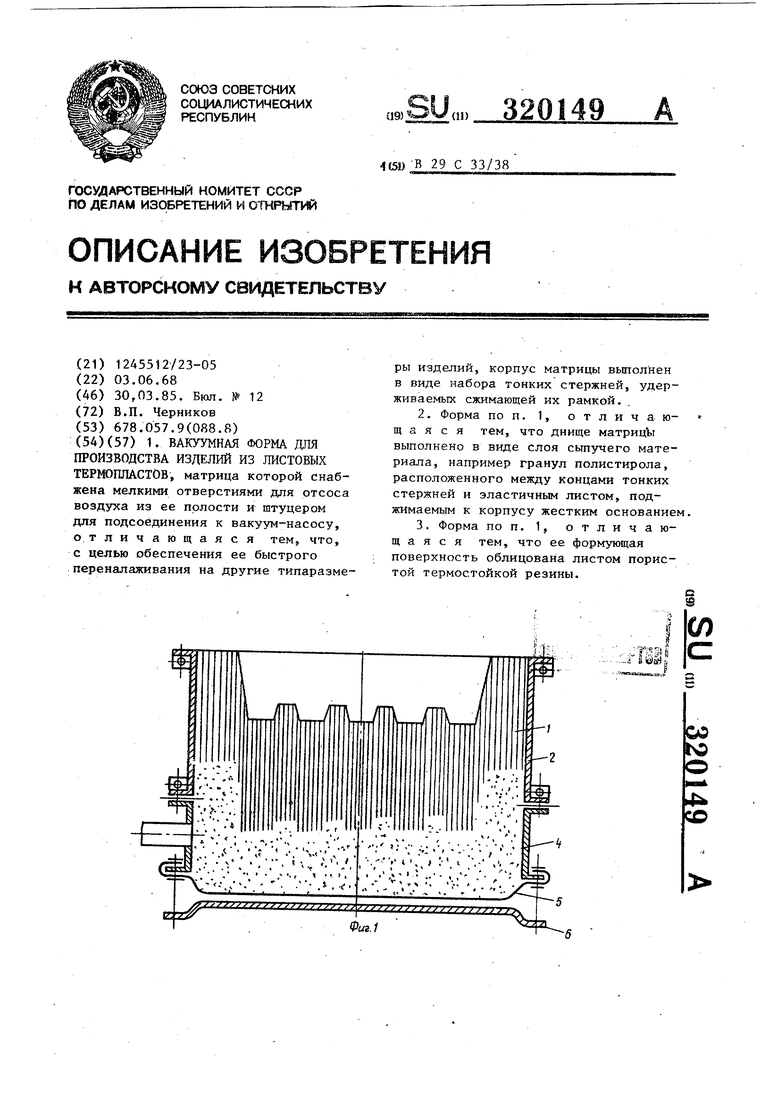
На фиг. 1 изображена матрица вакуумной формы, вертикальный разрезi на фиг. 2 - то же, вид сверху.
Корпус матрицы выполнен в виде .набора тонких стержней 1, заключенных в рамку 2, которая имеет подвижную стенку 3. Под рамкой расположена
съемная емкость 4 с сьшучим материалом, например.гранулами полистирола. Эта емкость имеет герметизированное дно 5, изготовленное из эластичного листа, например резинового, и поддерживаемое жестким основанием 6 например стальным листом. Набор тонких стержней образует мелкие отверстия для отсоса воздуха из полости формы через штуцер 7, служащий для подсоединения формы к вакуум-насосу.
Для сглаживания неровностей формообразующей поверхности, образованной торцами тонких стержней, на последние может укладываться лист пористой термостойкой резины.
Собственно формование изделий из листовых термопластов на предложенной форме осуществляют обычным путем. При переналаживании формы на другой типоразмер изделия уменьшают сжатие стержней 1 стенкой 3 и ослабляют прижатие гранул к стержням tis-aa ослабления болтов, притягивающих основание 6 к емкости 4. Давлением на стержни последние перемещают до получения необходимой конфигурации формообразующей поверхности.
Полученное положение стержней фиксируют, подтягивая с помощью болтов стенку 3 и основание 6. Затем обычным порядком устанавливают на матрицу рамку с листовым термопластом и включают вакуум.
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для изготовления изделий из листовых термопластов | 1989 |
|
SU1736727A1 |
| Установка для формования изделий из листовых термопластов | 1969 |
|
SU348049A1 |
| Способ формования оптических сложнопрофильных изделий | 2019 |
|
RU2714057C1 |
| СПОСОБ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ЛИСТОВЫХ ТЕРМОПЛАСТОВ | 2007 |
|
RU2348527C1 |
| Способ вакуум-формования листовых заготовок из органического стекла | 2023 |
|
RU2830277C1 |
| Способ изготовления пластиковых элементов с выпуклым контуром заданной формы | 2023 |
|
RU2807475C1 |
| ВСПЕНЕННЫЙ ЛИСТ ПОЛИСТИРОЛА, СПОСОБ ТЕРМОФОРМОВАНИЯ ГЛУБОКО ВЫТЯНУТЫХ ИЗДЕЛИЙ ИЗ ВСПЕНЕННОГО ТЕРМОПЛАСТА И ГЛУБОКО ВЫТЯНУТОЕ ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ ВСПЕНЕННОГО ЛИСТА ТЕРМОПЛАСТА | 1994 |
|
RU2133671C1 |
| Способ пневмовакуумного формования изделий из органического стекла | 1988 |
|
SU1650463A1 |
| Устройство для формования изделий из термопластических материалов | 1981 |
|
SU1006250A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЯНТАРНЫХ ИЗДЕЛИЙ | 2000 |
|
RU2179511C1 |
1. ВАКУУМНАЯ ФОРМА ДЛЯ ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ ЛИСТОВЫХ ТЕРМОПЛАСТОВ, матрица которой снабжена мелкими отверстиями для отсоса воздуха из ее полости и штуцером для подсоединения к вакуум-насосу, о.тличающаяся тем, что, с целью обеспечения ее быстрого переналаживания на другие типаразме-ры изделий, корпус матрицы выполнен в виде набора тонких стержней, удерживаемых сжимающей их рамкой.2.Форма по п. 1, отличаю- • щ а я с я тем, что днище матрицЪг выполнено в виде слоя сыпучего материала, например гранул полистирола, расположенного между концами тонких стержней и эластичным листом, поджимаемым к корпусу жестким основанием.3.Форма по п. 1, отличающаяся тем, что ее формующая поверхность облицована листом пористой термостойкой резины.