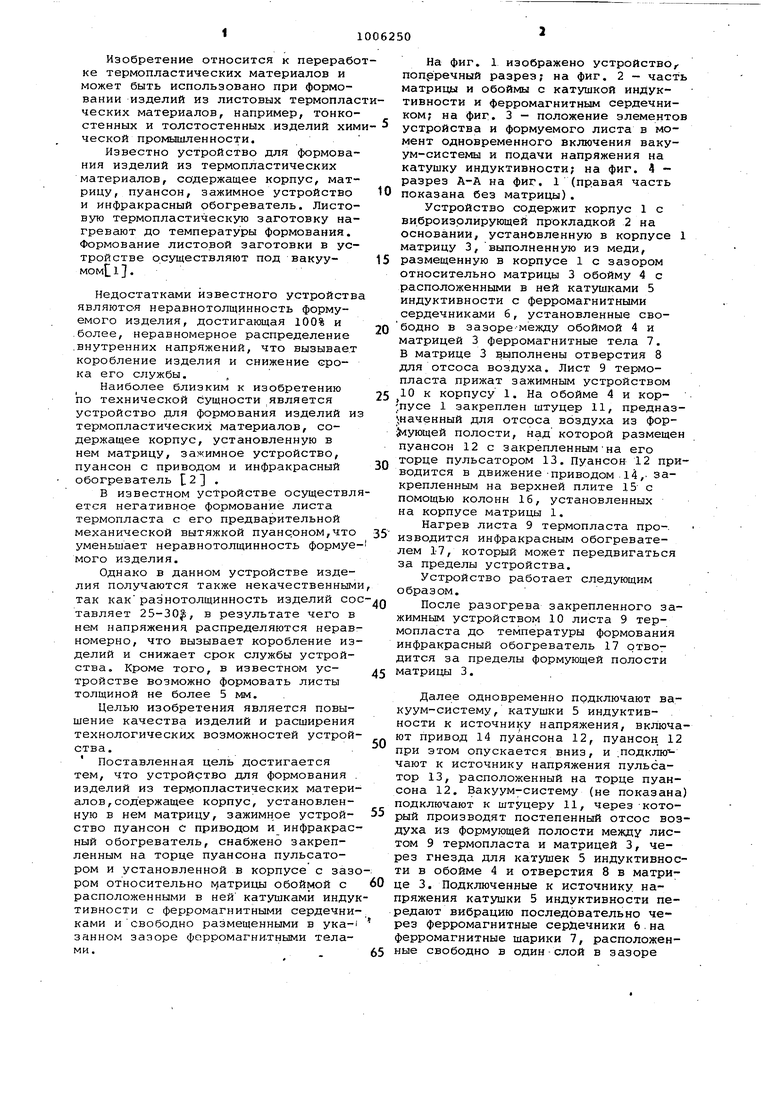
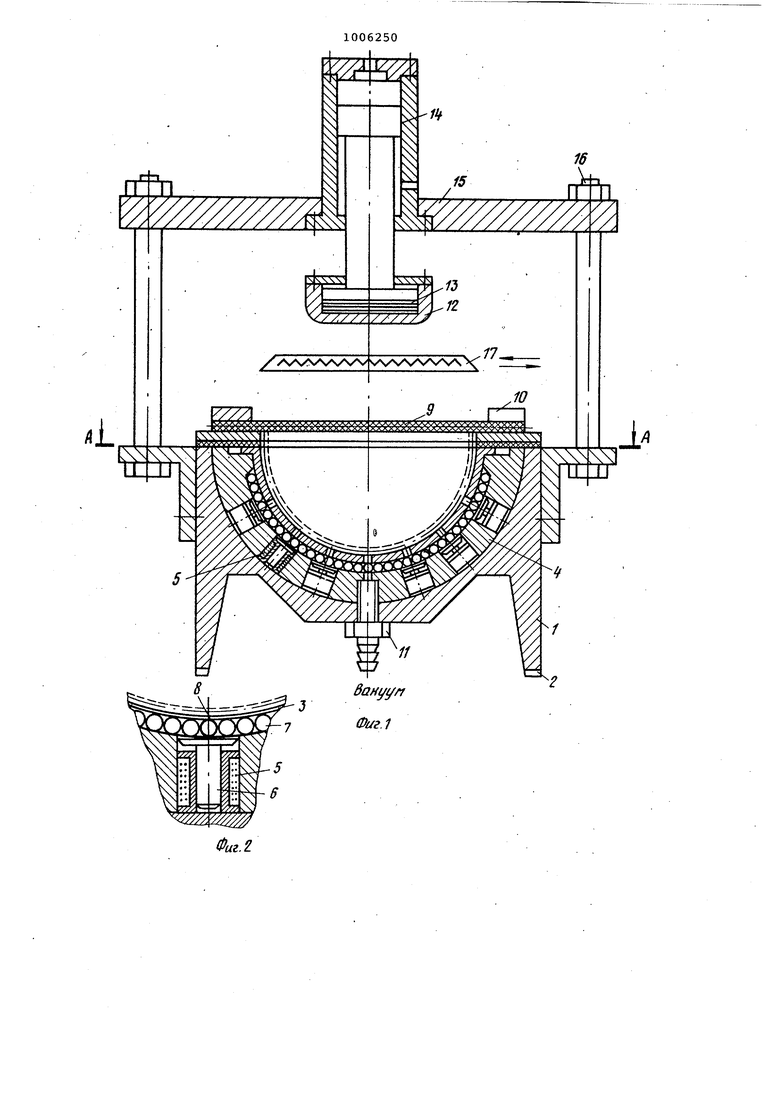
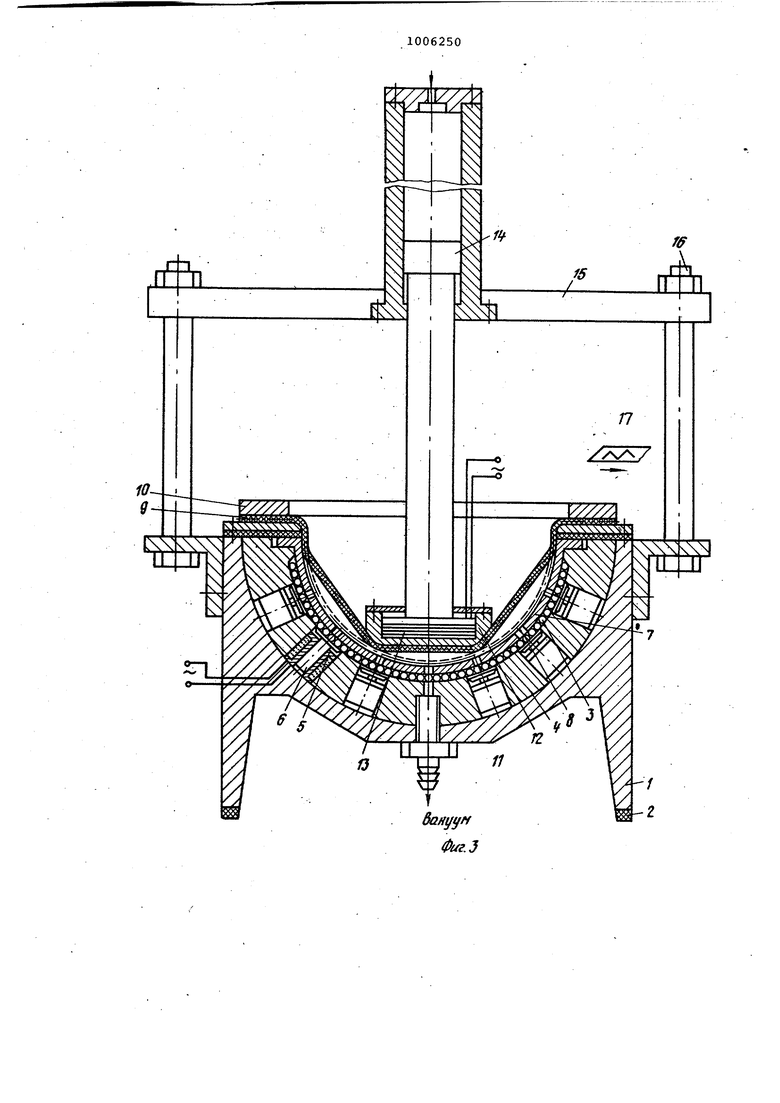
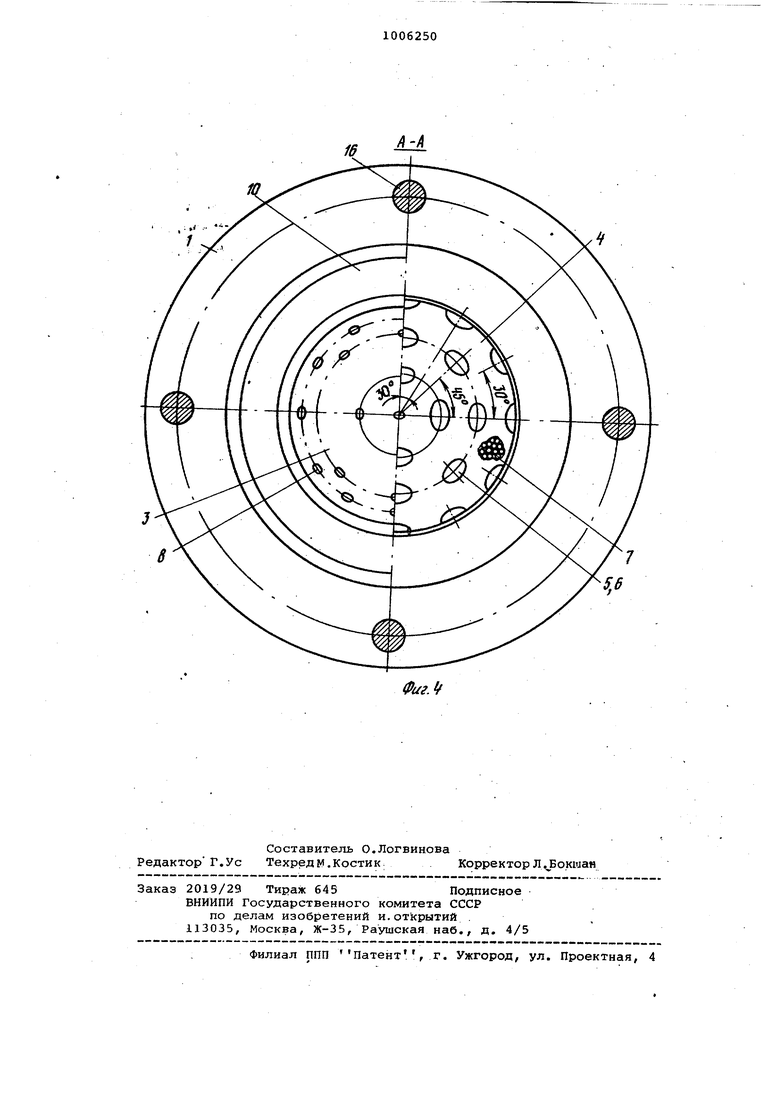
Изобретение относится к перерабо ке термопластических материалов и может быть использовано при формовании изделий из листовых термоплас ческих материалов, например, тонкостенных и толстостенных изделий хим ческой промышленности. Известно устройство для формования изделий из термопластических материалов, содержащее корпус, матрицу, пуансон, зажимное устройство и инфракрасный обогреватель. Листовую термопластическую заготовку нагревают до температуры формования. Формование листовой заготовки в устройстве осуществляют под вакууMOM I}. Недостатками известного устройств являютоя неравнотолщинность формуемого изделия, достигающая 100% и .более, неравномерное распределение .внутренних напряжений, что вызывает коробление изделия и снижение срока его службы. , Наиболее близким к изобретению по технической сущности является устройство для формования изделий и термопластических материалов, содержащее корпус, установленную в нем матрицу, зажимное устройство, пуансон с приводом и инфракрасный обогреватель 2 . В известном устройстве осуществл ется негативное формование листа термопласта с его предварительной механической вытяжкой пуансоном,что уменьшает неравнотолщинность формуе мого изделия. Однако в данном устройстве изделия получаются также некачественным так как раэнотолщинность изделий CO тавляет 25-30, в результате чего в нем напряжения распределяются нерав номерно, что вызывает коробление изделий и снижает срок службы устройства. Кроме того, в известном устройстве возможно формовать листы толщиной не более 5 мм. Целью изобретения является повышение качества изделий и расширения технологически возможностей устрой ства. Поставленная цель достигается тем, что устройство для формования изделий из термопластических матери алов , содержащее корпус, установленную в нем матрицу, зажимное устройство пуансон с приводом и инфракрас ный обогреватель, снабжено закрепленным на торце пуансона пульсатором и установленной в корпусе с заз ром относительно л атрицы обоймой с расположенными в ней катушками инду тивности с ферромагнитными сердечниками исвободно размещенными в указанном зазоре ферромагнитными телами-. На фиг. 1 изображено устройство,, попрречный разрез; на фиг. 2 - частив матрицы и обоймы с катушкой индуктивности и ферромагнитным сердечником; на фиг. 3 - положение элементов устройства и формуемого листа в момент одновременного включения вакуум-системы и подачи напряжения на катушку индуктивности; на фиг. 4 разрез А-А на фиг. 1 (правая часть показана без матрицы). Устройство содержит корпус 1 с виброизрлирующей прокладкой 2 на основании, установленную в корпусе 1 матрицу 3, выполненную из меди, размещенную в корпусе 1 с зазором относительно матрицы 3 обойму 4 с расположенными в ней катушками 5 индуктивности с ферромагнитными сердечниками б, установленные свободно в зазоре-между обоймой 4 и матрицей 3 ферромагнитные тела 7. В матрице 3 выполнены отверстия 8 для отсоса воздуха. Лист 9 термопласта прижат зажимным устройством 10 к корпусу 1. На обойме 4 и корпусе 1 закреплен штуцер 11, предназ наченный для отсоса воздуха из фор У1ующей полости, над которой размещен пуансон 12 с закрепленнымна его торце пульсатором 13. Пуансон 12 приводится в движение-приводом 14,. закрепленным на верхней плите 15 с помощью колонн 16, установленных на корпусе матрицы 1. Нагрев листа 9 термопласта про-, изводится инфракрасным обогревателем 17, который может передвигаться за пределы устройства. Устройство работает следующим образом. После разогрева закрепленного зажимным устройством 10 листа 9 термопласта до температуры формования инфракрасный обогреватель 17 отводится за пределы формующей полости матрицы 3. Далее одновременно подключают вакуум-систему, катушки 5 индуктивности к источнику напряжения, включают привод 14 пуансона 12, пуансон 12 при этом опускается вниз, и .подклю чают к источнику напряжения пульсатор 13, расположенный на торце пуансона 12. Вакуум-систему (не показана) подключают к штуцеру 11, через который производят постепенный отсос воздуха из формующей полости между листом 9 термопласта и матрицей 3, через гнезда для катушек 5 индуктивности в обойме 4 и отверстия 8 в матрице 3. Подключенные к источнику напряжения катушки 5 индуктивности передают вибрацию последовательно через ферромагнитные сердечники 6.на ферромагнитные шарики 7, расположенные свободно в один - слой в зазоре между матрицей 3 и обоймой 4, и на матрицу 3. Вибрации направлены перпендикулярно поверхности матрицы 3, Лист 9 термопласта, постепенно втягиваясь в формующую полость, в начале под действием только разреже ния касается матрищл 3 наиболее уто щенным местом вблизи от места его закрепления зажимным устройством 10 При этом лист 9 под действием вибра ций, направленных перпендикулярно поверхности матрицы 3 отслаивается . от матрицы 3 и, под действием втяги вающего разрежения частично проскал зывает вниз в зоне контакта с матри цей 3, устраняя характерную разнотолщинность изделия вблизи от зоны .закрепления листа 9 термопласта. В положении, при котором лист 9 термо пласта приблизительно наполовину втянулся в формующую полость, пуансон 12 с работающим на его торце пульсатором 13 приходит в соприкосновение с листом 9 термопласта и производит его вытяжку до положения, при котором пуансон 12 отстоит от низа матрицы 3 на две первоначальные толщины листа 9. При этом касание торцом пуансона il2 устраняет чрезмерную вытяжку в центре листа 9 .термопласта, а динамические .вибрации пульсатора 13 пуа сона 12 способствуют более равномер ной вытяжке и устраняют разнотрлщинность на участке листа 9 между зажимным устройством 10 и пуансоном 12, а также позволяют формовать листы термопласта повьаиенной толщины. По достижении .пуансоном тсрайнего. нижне- , го положения (фиг. 3) напряжение, подаваемое на катушки 5 и пульсатор 13, отключается и под действием только разрежения в формующей полости, создаваемого вакуум-системой, происходит окончательное формование изделия. Затем пуансон 12 приводом 14 поднимают в крайнее верхнее положение, вакуум в формующей полости снимается ипосле охлаждения готовое изделие извлекается из формы. Далее цикл повторяется. В связи с вибрацией, которой подвергается материал в процессе формования, изделие обладает пониженной раз нотолщинн остью (15-20%) по сравнению с изделием, полученным негативным вакуум-формированием с предварительной механической вытяжкой листа термопласта пуансоном, где разнотолщинность изделия составляет 25-30%. Соответственно уменьшается коробление изделия, увеличивается срок его службы и стало возможным формование листов термопластов толщиной до 7 мм. У/////////////Л
T77
.1Ъ .12
//// 

УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ .ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТИЧЕСКИХ МАТЕРИАЛОВ, содержащее корпус,установленную в нем матрицу,зажимное устройство, пуансон с приводом и инфракрасный обогреватель, отличающеес я тем, что, с целью повышения качества изделий и расширения технологических возможностей, оно снабжено закрепленным на торце пуансона пульсатором и установленной в корпусе с зазоромотносительно матрицы обоймой с расположенными в ней катушками индуктивности с ферромагнитными сердечниками и свободно размещенными в указанном зазоре ферромаг- р нитными телами.. «
Jf tfJjf JfJfjy Jfjyjf Jf JKf JfJf JfJr ik
.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Зашг-ородний В.К | |||
| и др | |||
| Оборудование для переработки пластмасс | |||
| Машиностроение, М.,1976, с | |||
| Автоматический переключатель для пишущих световых вывесок | 1917 |
|
SU262A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Бернхардт Э | |||
| Переработка термопластических материалов, Химия, М., 1965, с | |||
| СПОСОБ ПОЛУЧЕНИЯ ТВЕРДЫХ ПРОДУКТОВ УПЛОТНЕНИЯ ФОРМАЛЬДЕГИДА С ФЕНОЛАМИ И ДРУГИМИ ВЕЩЕСТВАМИ | 1925 |
|
SU512A1 |
