Изобретение может быть использовано в механизированных и автоматических линиях транспортирования и обработки стекла, получаемого на машинах вертикального вытягивания.
Известна секция рольганга с механизмом резки листа стекла, содержащая смонтированные на раме приводные ролики, направляющие резного моста, привод последнего, приводные пластинчатые транспортеры и механизм ориентации, выполненный в виде боковых фиксирующих роликовых упоров и передних роликовых упоров.
Цель изобретения - повысить надежность и точность ориентации листа стекла перед его нарезкой.
Это достигается тем, что рычаги боковых роликовых упоров кинематически связаны с рычагами поворотного вала передних роликовых упоров.
При этом предотвращается увод листа стекла в сторону от продольной оси рольганга при его ориентации по передней кромке, поскольку боковые смещения ограничены роликовыми упорами. В результате взаимодейстВИЯ передпей и боковых кромок перекощенного или косоугольного листа стекла с роликовыми упорами механизма ориентации приводные ролики секции разворачивают ориентируемый лист стекла вокруг точки, расположенной около его геометрического центра. Следо вательно, продольная ось листа стекла после его ориентации сохраняет свое номинальное положение, т. е. совнадает с продольной осью рольганга секции.
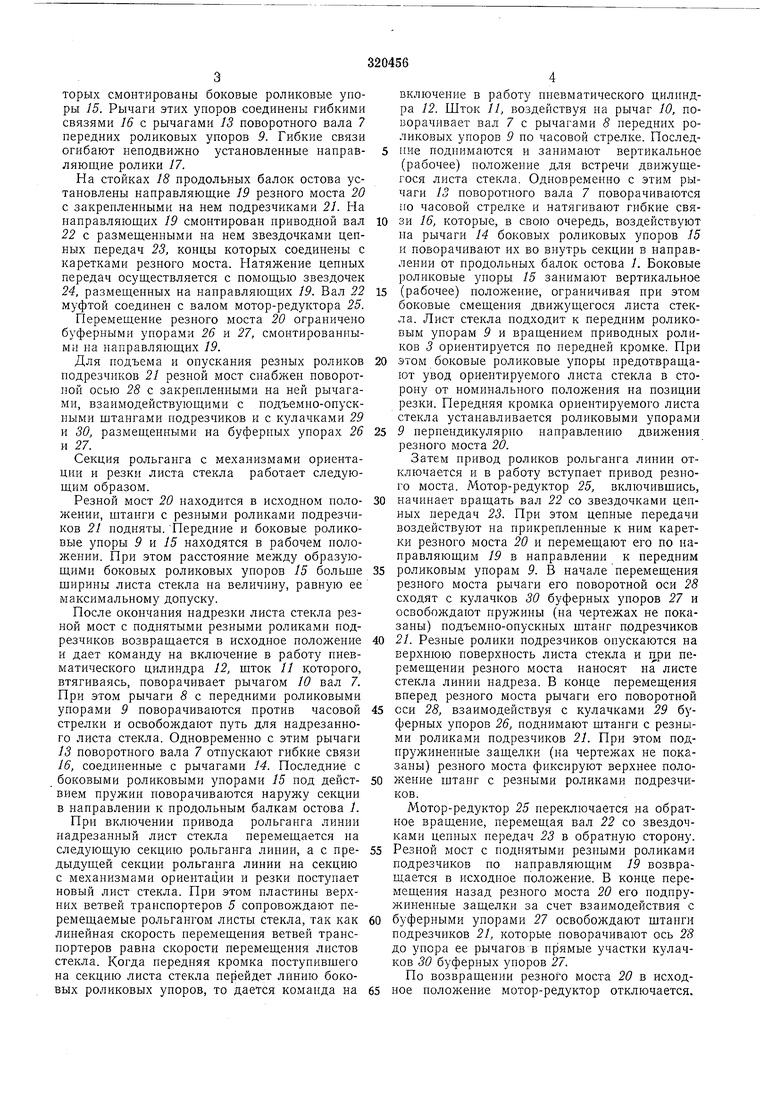
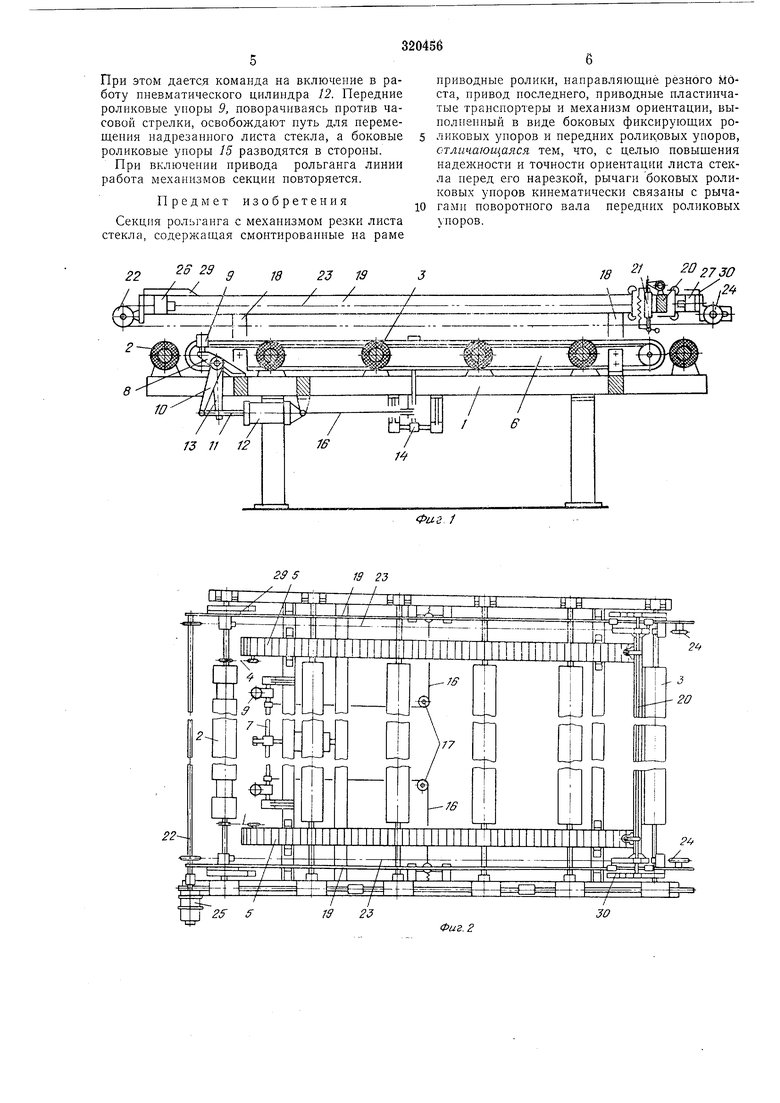
На фиг. 1 изображена описываемая секция, вид сбоку; на фиг. 2 и 3 - то же, виды сверху и спереди.
На остове 1 секции смонтированы приводные ролики 2 и 5. Иа оси ролика 2 закреплены звездочки цепных передач 4, предназначенных для привода ветвей пластинчатых транспортеров 5. Верхние ветви пластинчатых транспортеров поддерживаются нанравляющими 6, закрепленными на остове. Пластины транспортеров покрыты войлочными накладками. Рабочие поверхности верхних ветвей пластинчатых транспортеров расположены в одной плоскости с поверхностью верхних образующих приводных роликов.
Па поперечной балке остова установлен поворотный вал 7 с закрепленными на нем рычагами 8, на которых смонтированы передние роликовые упоры 9. Рычаг 10 поворотного вала щарнирно соединен со щтоком 11 нневматического цилиндра 12, расположенного на балке остова. На новоротном валу предусмотрены также рычаги 13.
торых смонтированы боковые роликовые упоры 15. Рычаги этих упоров соединены гибкими связями 16 с рычагами 13 поворотного вала 7 передних роликовых упоров 9. Гибкие связи огибают неподвижно установленные направляющие ролики 17.
На стойках 18 продольных балок остова установлены направляющие 19 резного моста 20 с закрепленными на нем подрезчиками 21. На направляющих 19 смонтирован приводной вал 22 с размещенными на нем звездочками цепных передач 23, концы которых соединены с каретками резного моста. Натяжение цепных передач осуществляется с помощью звездочек 24, размещенных на направляющих 19. Вал 22 муфтой соединен с валом мотор-редуктор а 25.
Перемещение резного моста 20 ограничено буферными упорами 26 и 27, смонтированными на направляющих 19.
Для подъема и опускания резных роликов подрезчиков 21 резной мост снабжен поворотной осью 28 с закрепленными на ней рычагами, взаимодействующими с подъемно-опускными штангами подрезчиков и с кулачками 29 и 30, размещенными на буферных упорах 26 и 27.
Секция рольганга с механизмами ориентации и резки листа стекла работает следующим образом.
Резной мост 20 находится в исходном положении, штанги с резными роликамн подрезчиков 21 подняты. Передние н боковые роликовые упоры 9 и 15 находятся в рабочем положении. При этом расстояние между образующими боковых роликовых упоров 15 больше ширины листа стекла на величину, равную ее максимальному допуску.
После окончания надрезки листа стекла резной мост с поднятыми резными роликами подрезчиков возвращается в исходное положение и дает команду на включение в работу пневматического цилиндра 12, шток 11 которого, втягиваясь, поворачивает рычагом 10 вал 7. При этом рычаги 8 с передними роликовыми упорами 9 поворачиваются против часовой стрелки н освобождают путь для надрезанного листа стекла. Одновременно с этим рычаги 13 новоротного вала 7 отпускают гибкие связи 16, соединенные с рычагами 14. Последние с боковыми роликовыми упорами 15 под действием пружин поворачиваются наружу секцни в направлении к продольным балкам остова 1.
При включении привода рольганга линии надрезанный лист стекла перемещается на следующую секцию рольганга линии, а с предыдущей секции рольганга линии на секцию с механизмами ориентации и резки поступает новый лист стекла. При этом пластины верхних ветвей транспортеров 5 сопровождают перемещаемые рольгангом листы стекла, так как линейная скорость перемещепия ветвей транспортеров равна скорости перемещения листов стекла. Когда передняя кромка поступившего на секцию листа стекла перзейдет линию боковых роликовых упоров, то дается команда на
включение в работу пневматического цилиндра 12. Шток 11, воздействуя на рычаг 10, поворачивает вал 7 с рычагами 8 передних роликовых упоров 9 по часовой стрелке. Послед5 иие поднимаются и занимают вертикальное (рабочее) положение для встречи движущегося листа стекла. Одновременно с этим рычаги 13 поворотного вала 7 поворачиваются по часовой стрелке и натягивают гибкие связи 16, которые, в свою очередь, воздействуют на рычаги 14 боковых роликовых упоров 15 и поворачивают их во внутрь секции в направлении от продольных балок остова /. Боковые роликовые упоры 15 занимают вертикальное 15 (рабочее) положение, ограничивая при этом боковые смещения движущегося листа стекла. Лист стекла подходит к передним роликовым упорам 9 и вращением приводных роликов 3 ориентируется по передней кромке. При 0 этом боковые роликовые упоры предотвращают увод ориентируемого листа стекла в сторону от номинального положения на позиции резки. Передняя кромка ориентируемого листа стекла устанавливается роликовыми упорами 5 9 перпендикулярно направлению движения резного моста 20.
Затем привод роликов рольганга линии отключается и в работу вступает привод резного моста. Мотор-редуктор 25, включивщись, 0 начинает вращать вал 22 со звездочками цепных передач 23. При этом цепные передачи воздействуют на прикрепленные к ним каретки резного моста 20 и перемещают его по направляющим 19 в направлении к передним 5 роликовым упорам 9. В начале перемещения резного моста рычаги его поворотной оси 28 сходят с кулачков 30 буферных упоров 27 и освобождают пружины (на чертежах не показаны) подъемно-опускных штанг подрезчиков 0 21. Резные ролики подрезчиков опускаются на верхнюю поверхность листа стекла и iipH перемещении резного моста наносят на листе стекла линии надреза. В конце перемещения вперед резного моста рычаги его поворотной 5 оси 28, взаимодействуя с кулачками 29 буферных упоров 26, поднимают штанги с резными роликами подрезчиков 21. При этом подпружиненные защелки (на чертежах не показаны) резного моста фиксируют верхнее поло0 жение штанг с резными роликами подрезчиков.
Мотор-редуктор 25 переключается на обратное вращение, перемещая вал 22 со звездочками цепных передач 23 в обратную сторону. 5 Резной мост с поднятыми резными роликами подрезчиков по направляющим 19 возвращается в исходное положение. В конце перемещения назад резного моста 20 его подпружиненные защелки за счет взаимодействия с 0 буферными упорами 27 освобождают штанги подрезчиков 21, которые поворачивают ось 28 до упора ее рычагов в прямые участки кулачков 30 буферных упоров 27.
При этом дается команда на включение в работу пневматического цилиндра 12. Передние роликовые упоры 9, поворачиваясь иротив часовой стрелки, освобождают путь для перемещения надрезанного листа стекла, а боковые роликовые упоры 15 разводятся в стороны.
При включении привода рольганга линии работа механизмов секции повторяется.
Предмет изобретения
Секция рольганга с механизмом резки листа стекла, содержащая смонтированные на раме Ю23 19 //
приводные ролики, направляющие резного Моста, привод последнего, приводные пластинчатые транспортеры и механизм ориентации, выполненный в виде боковых фиксирующих роликовых упоров и передних роликовых упоров, отличающаяся тем, что, с целью повыщения надежности и точности ориентап.ии листа стекла иеред его нарезкой, рычаги боковых роликовых упоров кинематически связаны с рычагами новоротного вала передних роликовых упоров. 21 202730 24
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для надрезки и отломки листа стекла | 1981 |
|
SU975607A1 |
| Устройство для резки листов стекла | 1987 |
|
SU1454792A1 |
| УСТРОЙСТВО для ПЕРЕДАЧИ ЛИСТОВОГО МАТЕРИАЛА | 1970 |
|
SU268990A1 |
| УСТРОЙСТВО для ПЕРЕДАЧИ ЛИСТОВОГО МАТЕРИАЛА | 1971 |
|
SU321440A1 |
| Линия для изготовления стекол "триплекс | 1979 |
|
SU975601A1 |
| УСТРОЙСТВО для НАДРЕЗКИ И ОТЛОМКИ БОРТОВ ЛИСТОВОГО СТЕКЛА | 1970 |
|
SU284259A1 |
| ОТЛОМЩИК БОРТОВ ЛИСТА СТЕКЛА | 1971 |
|
SU306084A1 |
| Устройство для надрезки листового стекла | 1978 |
|
SU701966A1 |
| Автоматическая линия для изготовления длинномерных балок | 1988 |
|
SU1611671A1 |
| Устройство для сортирования сухого лущеного шпона | 1988 |
|
SU1579781A1 |
23 5 ш /иш19 23 тЬУ
Риг.З
