Изобретение относится к деревооб- рабатывающей промышленности и может использоваться при сортировании сухого лущеного шпона в производстве фанеры.
Цель изобретения - повышение про- иэводительности.
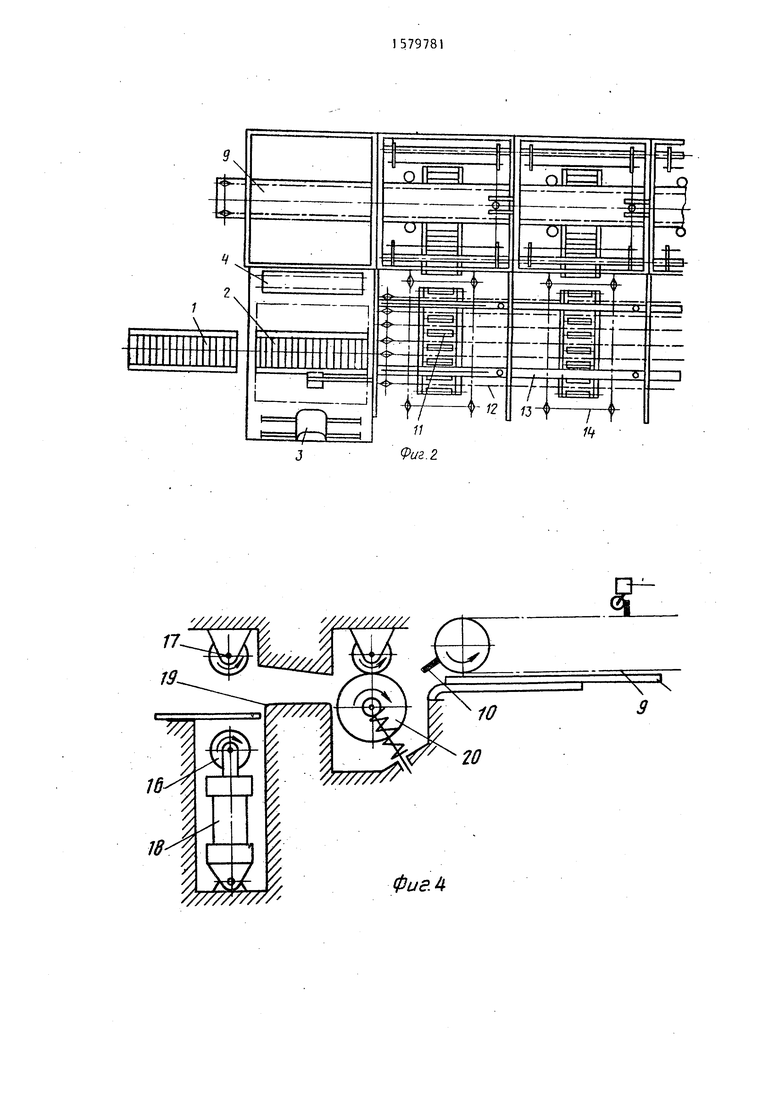
На фиг.1 изображено устройство, вид сбоку; на фиг.2 - то же, вид в плане; на фиг.З - разрез А-А на фиг.1; на фиг.А - приведена схема действия входного механизма; на фиг.З - работа наружной секции выносного рольганга и многоцепного транспортера; на фиг,6 - схема устройства штангового шагового механизма; Н4 Фиг.7 - штанга с выдвижным толкателем, разрез.
Устройство для сортирования сухого лущеного шпона (фиг.1 и 2) содержит приемную платформу J с сек- цией приводного рольганга,подъемный роликовый стол 2 с откатным сиденьем 3 оператора, входной роликовый механизм 4, сортовые секции.5 с откидными полками 6 и подъемными стола- ми 7, на которых установлены секции выносных приводных рольгангов 8, подвесной цепной конвейер 9 с захватами 10, наружные секции выносных рольгангов 11, многоцепной траспортер 12, штанговый шаговый механизм 13 с поперечными конвейерами 14, а также автоматическую систему управления и адресования листов с пультом 15 управления. ;
Подъемный роликовый стол 2 представляет собой поднимаемую, и опускаемую с помощью, например, гидроцилиндра платформу, на которой установлен приводной рольганг. Входной роликовый механизм 4 (фиг.4) содержит нижний 16 и верхний 17 приемные приводные ролики, пневмоцилиндр 18 подъема нижнего ролика, упорную стенку 19 и размещенные за ней верхний и нижний приводные ролики 20 подачи, нижние из которых подпружинены. Сортовая секция 5 (фиг.1-3) представляет собой пространственную раму, внутри которой в продольном направлении размещены две откидные полки 6, каждая из которых выполнена в виде пары кронштейнов, закрепленных одним концом на продольной поворотной оси и соединенных друг с другом с другого конца круглым стержнем, на верхнем поперечном стержне рамы установлен пневмоцилиндр 21, соединенный между двумя тягами 22 с кронштейнами противоположных полок 6, а с обеих сторон рамы параллельно полкам установлены направляющие 23.
На верхних поперечных стержнях рам сортовых секций по длине всего устройства закреплен подвесной цепной конвейер 9 с захватами 10 и пневмо- цилиндрами 24. В нижней части сортовой секции установлен подъемный стол 7, поднимающийся и опускающийся с помощью гидроцилиндра. Установленная на столе секция приводного рольганга 8 на оси крайнего ролика имеет шестерню для соединения в крайнем нижнем положении стола с наружной секцией выносного рольганга I1 и ее приводом. Наружная секция выносного рольганга 11 (фиг.З) установлена на четырех эксцентриковых опорах 25, имеющих передний и задний вал 26, на
который насажены эксцентрики, и шестерни, входящие в зацепление с Губчатыми рейками реечно-шестеренчатого преобразователя 27 хода, приводимого в движение пневмоцилиндром 28. В промежутках между роликами наружных секций выносных рольгангов 11 вдоль фронта всех сортовых секций 5 размещены цепи многоцепного транспортера 12, а электропривод его установлен за последней сортовой секцией.
В наружной части сортовых секций 5, на уровне верхнего положения подъемных столов 7, параллельно многоцепному транспортеру 12, на консолях размещен штанговый шаговый механизм 13 (фиг. 6 и 7), в штангах 29 которого, могущих перемещаться в.направляющих 30, установлены выдвижные толкатели 31,, на нижнем своем конце имеющие ролики, каждый из которых опирается на соответствующую опорную планку 32, закрепленную на штоках двух пневмоцилиндров 33.
Приводом штангового шагового механизма является пневмогидравлический механизм 34 с реечно-шестеренчатым преобразователем хода. Над штанговым шаговым механизмом в начале его установлен упор 35 с просветом между ним и верхней поверхностью штанг 29, а напротив каждой сортовой секции 5 установлен поперечный конвейер 14, имеющий на своих цепях по два упора.
Под штанговым шаговым механизмом 13 размещен магистральный воздуховод 36 сжатого воздуха с вентилями 37 с пневматическим управлением, установленными напротив начала каждой сортовой секции 5, а также с отводами к пневмоцилиндрам 33 штангового шагового механизма и пневмоцилиндром 38 наружной секции выносного рольганга 11.
Устройство работает следующим образом.
Стопа шпона, подлежащего рассорти- рованию, устанавливается на приемную платформу 1. Оператор, включая привод рольгангов платформы 1 и подъемного стола 2, перемещает стопу на стол 2 и устанавливает верх ее на уровне зазора между приемными роликами входного механизма 4 (фиг.4). Включив в работу ролики входного механизма 4 и подвесный конвейер 9, оператор определяет сорт верхнего листа (или пачки листов) нажатием
5
соответствующей кнопки на пульте управления 15, адресует его в нужную сортовую секцию и сдвигает лист до упорной стенки 19, после чего приступает к осмотру следующего листа. Захватом 10 подвесного конвейера 9 включается датчик пневмоцилиндра 18 подъема, нижнего приемного ролика 16, который, поднимаясь, прижимает лист шпона к верхнему ролику 17 и вместе с ним продвигает лист вперед к роликам 20 подачи, а затем опускается, занимая исходное положение. После прохождения между роликами 20 подачи лист шпона (или пачка листов) подошедшими захватами О подвесного конвейера 9 продвигается по лотку, образованному откидными полками 6 и бокоQ выми направляющими 23 (фиг.3),и проходит сортовые секции 5 одну за другой. Когда лист дойдет до секции,в которую он адресован, автоматически срабатывает пневмоцилиндр 21, тягами соединенный с откидными полками 6 (фиг.З). Последние, вращаясь вокруг оси, откидываются в стороны и лист падает на подъемный стол 7. При падении лист шпона подталкивается штоками двух пневмоцилиндров 24, которые удерживают его от смещения в сторону.
Платформа стола 7 периодически опускается по мере увеличения высоты стоны шпона по ней, при опускании стола 7 до крайнего нижнего положе5 ния секция рольганга 8 через паразитную шестерню соединяется с наружной секцией выносного рольганга 11, включается привод рольганга и стопа шпона выкатывается на наружную сек0 цию (фиг.З).
Выкатившаяся стопа, воздействуя своей тяжестью на соответствующий датчик, перекрывает вентиль с пневматическим управлением на магистраль-5 ном воздуховоде 36 (фиг.6) и открывает аналогичный вентиль в начале магистрального воздуховода (не показан) , обеспечив таким образом подачу сжатого воздуха на группу пневмоци0 линдров (фиг.З), срабатыванием которых опускаются необходимые наружные секции выносных рольгангов. Каждый из пневмоцилиндров 28 указанной группы через реечно-шестеренчатый
5 преобразователь 27 хода поворачивает вал и установленный на нем эксцентрик опоры 25, рольганг в направляю- -щих опускается стопа шпона оказывается лежащей на цепях многоцепного
0
15
Риг1
Фиг. 2


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сортирования листовых материалов | 1989 |
|
SU1751129A1 |
| Устройство для подачи профильного проката в пресс-ножницы | 1982 |
|
SU1038116A1 |
| СУШИЛКА РОЛИКОВАЯ СЕКЦИОННАЯ С СОПЛОВЫМИ КОРОБАМИ, ПРИВОДОМ И МЕХАНИЗМАМИ ЗАГРУЗКИ И ВЫГРУЗКИ С ЛЕНТОЧНЫМ КОНВЕЙЕРОМ | 2009 |
|
RU2430004C1 |
| Устройство для выравнивания выходящей из сушилки сухой ленты шпона, рубки ее на листы, сортировки и укладки листов на платформы | 1960 |
|
SU138733A1 |
| АВТОМАТИЗИРОВАННАЯ ТРАНСПОРТНО-СКЛАДСКАЯ СИСТЕМА ДЛЯ КОЛЕСНЫХ ШИН | 1990 |
|
RU2013327C1 |
| Линия для изготовления стекол "триплекс | 1979 |
|
SU975601A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ПОДАЧИ ДОСОК | 1972 |
|
SU324145A1 |
| ЗАГРУЗЧИК ЗАГОТОВОК ПРОТЕКТОРОВ КРУПНОГАБАРИТНЫХ ШИН | 1969 |
|
SU251455A1 |
| Устройство для выгрузки шпона из многоэтажных роликовых сушилок | 1980 |
|
SU950631A1 |
| Устройство для сортировки и укладки заготовок | 1981 |
|
SU977340A1 |


Изобретение относится к деревообрабатывающей промышленности. Цель изобретения - повышение производительности. Устройство включает приемную роликовую платформу, подъемный стол, входной роликовый транспортер, сортовые секции с откидными полками, конвейер подачи листов шпона, наружные выносные секции рольгангов и систему адресования. Наружные секции выносных рольгангов установлены на эксцентриковых опорах и взаимосвязаны с пневмоцилиндрами и шестеренчато-реечным преобразователем хода. 1 з.п. ф-лы, 1 ил.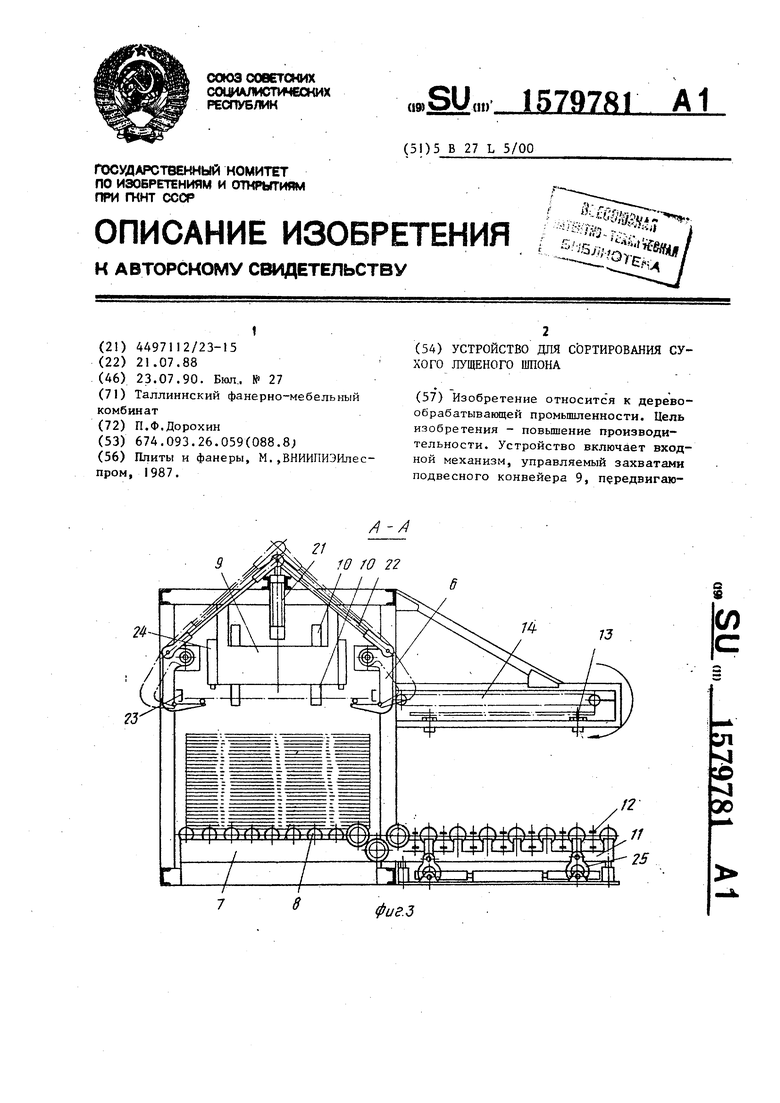
//////////
//
//77//////
V
фигЛ
п
35
29
Составитель Н.Белова Редактор А.Шандор Техред Л.Сердгакова Корректор С.Шевкун
Заказ 1984
Тираж 413
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
Фиг.7
Подписное
| Плиты и фанеры, М.,ВНИИПИЭИлеспром, 1987. |
