Изобретение относится к области сварки и может быть использовано при сварке тугоплавких металлов.
Известно устройство для контактной точечной сварки, содержащее связанный с приводом сжатия верхний подвижный электрод и внутреннюю цилиндрическую оправку.
Для того, чтобы процесс сварки был стабильным, необходимо постоянство формы и размеров рабочей части электрода. После нанесения каждой сварной точки происходит деформация рабочей части, а, следовательно, изменение режима, в частности, тока сварки.
Особенно велики эти изменения при сварке тугоплавких металлов - вольфрама, молибдена, тантала, рения и др., так как давление и температура сварки имеют в этом случае максимальную величину.
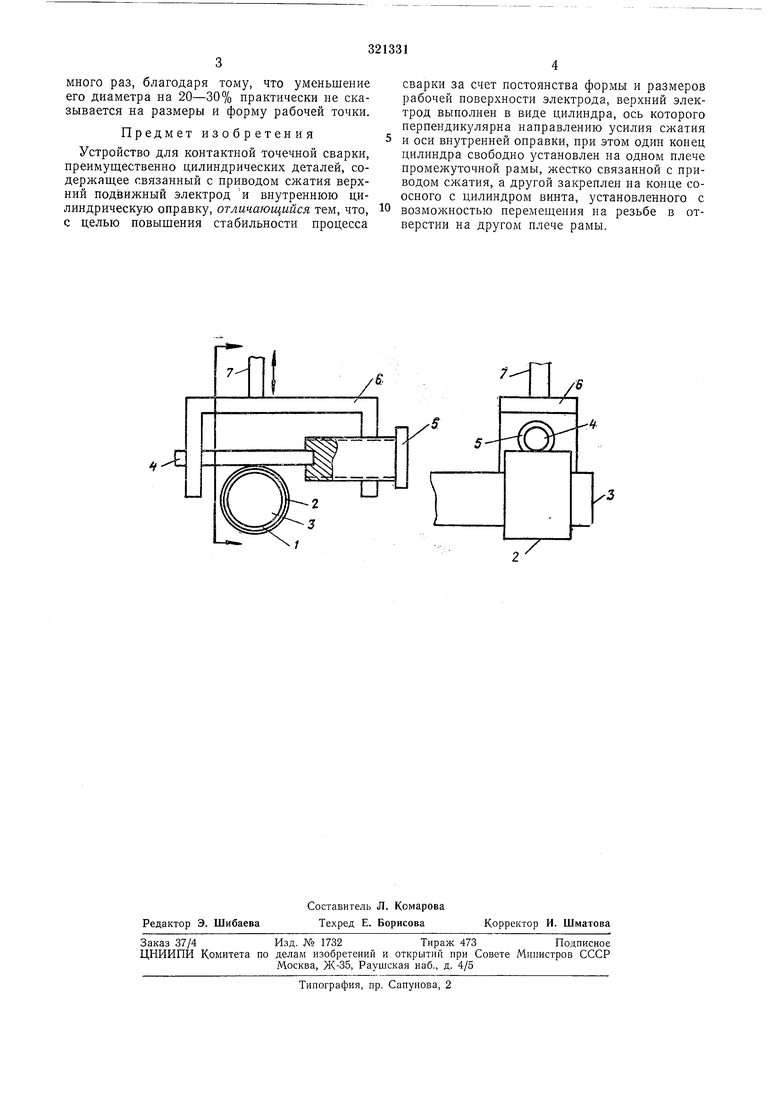
Предлагаемое устройство отличается тем, что верхний электрод выполнен в виде цилиндра, ось которого нерпендикулярна направлению усилия сисатия и оси внутренней оправки. Один конец цилиндра свободно установлен на плече промежуточной рамы, жестко связанной с приводом сжатия, а другой - закреплен на конце соосного с цилиндром винта, установленного с возможностью перемещения на резьбе в отверстии на другом плече рамы. Это повыщает стабильность процесса сварки.
проекциях) и приняты следующие обозначения: / - внутренняя деталь; 2 - наружная деталь; 5 - внутренняя оправка; 4 - наружный и верхний злектрод в виде цилиндра, 5 - подающий винт, 6 - промежуточная рама, 7 - привод сжатия.
Верхний электрод 4 представляет собой цилиндр, укрепленный одним концом в винте 5, позволяющем перемещать электрод по мере
деформации его рабочей поверхности. Оси электрода и оправки, на которую надеты свариваемые детали, перекрещиваются под углом 90°. Рабочей поверхностью быть любая точка на поверхности электрода, так как образующие двух цилиндров (в данном случае электрода и свариваемой детали), оси которых перекрещиваются нод прямым углом, касаются в одной точке. Рабочие точки на поверхности электрода располагаются по винтовой линии,
соответствующей резьбе подающего винта.
После нанесения нескольких десятков сварных точек винт поворачивается на некоторый угол, и сварка продолжается. Число недеформнрованных рабочих точек на поверхности одного электрода исчисляться тысячами. Таким образом, предлагаемый электрод позволяет производить без его замены десятки тысяч сварочных точек при постоянных параметрах режима сварки.
много раз, благодаря тому, что уменьшение его диаметра на 20-30% нрактически не сказывается на размеры и форму рабочей точки.
Предмет изобретения
Устройство для контактной точечной сварки, преимущественно цилиндрических деталей, содержащее связанный с приводом сжатия верхний подвижный электрод и внутреннюю цилиндрическую оправку, отличающийся тем, что, с целью повышения стабильности процесса
сварки за счет постоянства формы и размеров рабочей поверхности электрода, верхний электрод выполнен в виде цилиндра, ось которого перпендикулярна направлению усилия сжатия и оси внутренней оправки, при этом один конец цилиндра свободно з становлен на одном плече промежуточной рамы, жестко связанной с приводом сжатия, а другой закреплен на конце сооспого с цилиндром винта, установленного с возможностью перемещения на резьбе в отверстии на другом плече рамы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления процессом точечной сварки | 1951 |
|
SU95075A2 |
| Пистолет для контактной точечной сварки | 1982 |
|
SU1085723A1 |
| Устройство для сварки панелей с сотовым заполнителем | 1980 |
|
SU1245254A3 |
| Электрод для контактной точечной сварки | 1991 |
|
SU1811461A3 |
| РОБОТИЗИРОВАННЫЙ МОДУЛЬ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ ДИСТАНЦИОНИРУЮЩИХ РЕШЕТОК ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК ЯДЕРНОГО РЕАКТОРА | 2007 |
|
RU2346794C2 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ СВАРНЫХ КОНСТРУКЦИЙ | 2007 |
|
RU2357845C1 |
| Машина для контактной точечной сварки | 1982 |
|
SU1044450A1 |
| СПОСОБ СВАРКИ ДИСТАНЦИОНИРУЮЩИХ РЕШЕТОК ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК ЯДЕРНЫХ РЕАКТОРОВ | 2003 |
|
RU2262755C2 |
| Способ регулирования процесса контактной сварки | 1978 |
|
SU764896A1 |
| Способ контактной сварки | 1985 |
|
SU1430208A1 |
dl
Z
--(GH
/3
