Т ригЛ
Изобретение относится к сваро чному производству, в частности к контактной сварке перекрещивающихся стержней или стержней с пластиной (плоским элементом проката) при изготовлении арматурных каркасов для железобетонных конструкгщй.
Целью изобретения являетйя расширение технологических возможностей и снижение энергоемкости.
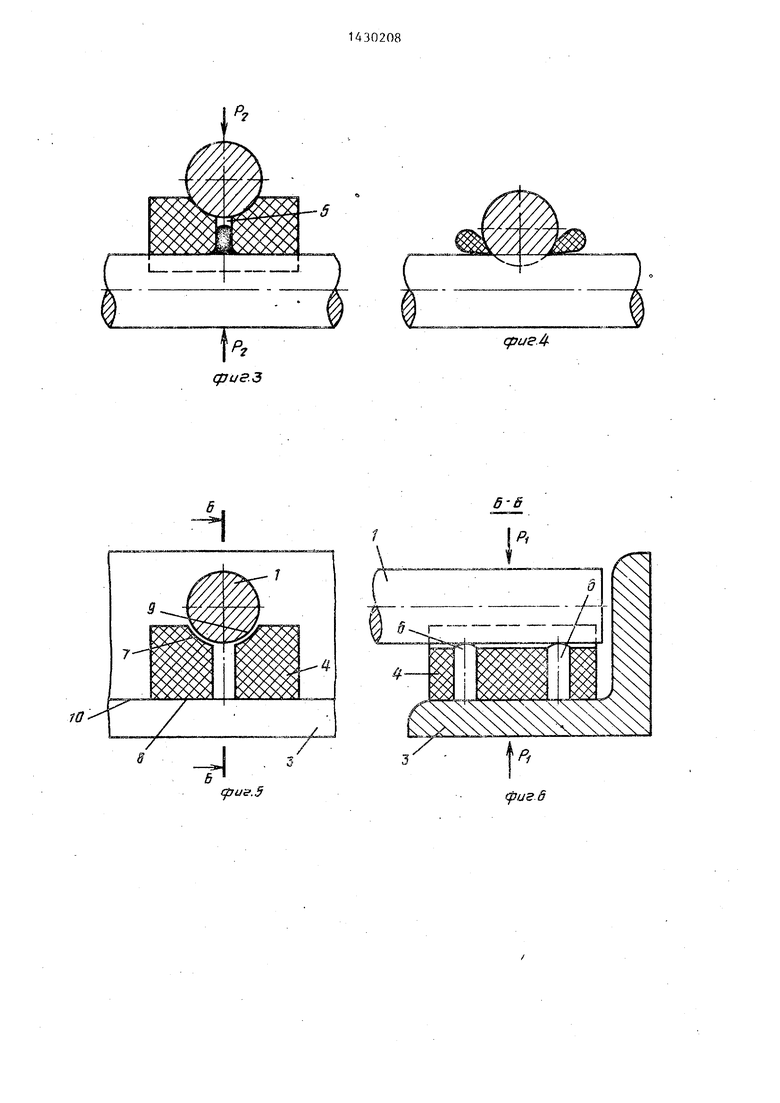
На фиг.1-4 дана схема последовательности выполнения способа сварки перекрещивающихся стержнейj на фиг.5- 9 - то же, стержня с плоским элемен- том прокатао ,
Между свариваемыми стержнями 1 и 2 или стержнем 1 и плоским элементом проката 3 расположен промежуточньш элемент 4, в осевом отверстии 5 ко- jToporo имеется вставка 6 в виде отрезка стальной проволоки. Поверхности 7 и 8 промежуточного элемента 4, прилегающие к поверхностям 9 и 10 свариваемых элементов 1 и 2 или- 1 и 3, соответствуют поверхностям 9 и 10. Концы вставки 6 несколько выступают над поверхностями промежуточного элемента 4, чем обеспечивается их контакт с поверхностями спариваемых эле- ментов. Элемент 4 выполнен из экзотермической (термитной) смеси на основе, например, магния (предпочтительно) или алюминия.и окислов железа при стехиомётрическом соотношении компонентов смеси с коррекцией в зависимости от конкретного состава этих элементов
Сварку пересекающихся стержней осуществляют следующим образом.
Вначале сдавливают стержни 1 и 2 усилием Р, , которое передается от электродов контактной сварочной машины. Это усилие невелико и должно обеспечивать первоначальный контакт между стержнями и вставкой 6 промежу- ,точного элемента 4. Затем через стержни 1 и 2 и вставку 6 пропускают кратковременный импульс сварочного тока, вставка 6, имея малое сечение, мгновенно расгшавляется, в результате чего достигается температура воспламенения термитной смеси 1200 С. Под воздействием усилия Р поверхности свариваемых стержней 1 и 2 входят в плотный контакт с поверхностями промежуточного элемента 4. В течение 10-12 с протекает термитная реакция, в результате которой вьщеляется большое количество, тепла, идущего на подогрев свариваемых элементов в зоне сварки.
При магниевом термите, т.е. при использовании в качестве компонентов смеси магния и окислов железа, образующаяся окись магния спекается в твердую пористую массу с низкой механической ПРОЧНОСТЬЮ, в которую впитывается жидкое железо. На следующем этапе усилие сжатия увеличивается до Р, (на 25-30% ниже, чем принято при известной контактной точечной сварке стержней соответствующего диаметра).
Продукт термитной реакции в виде спекшейся твердой массы разрушается, и стержни 1 и 2 приходят в соприкосновение друг с другом. При этом расплав вставки 6 вьщавливается из зоны контакта,увлекая за собой поверхност- ньш слой стержней в виде ржавчины, окалины и других веществ и тем самым способствуя очистке свариваемых элементов. Кроме того, вставка служит флюсующим присадочным материалом.
Далее процесс сварки протекает по известной схеме, т.е. пропускается ток, величина которого, однако, на 25-30% меньше принятого для данного диаметра стержней, образуется литое ядро, которое при сохранении усилия Р, кристаллизуется, и происходит сварка.
Охлаждение сварного соединения, как и при известном способе, происходит замедленно за счет тепла, накопленного стержнями при термитной реакции, что благоприятно воздействует на структуру и механические свойства соединения.
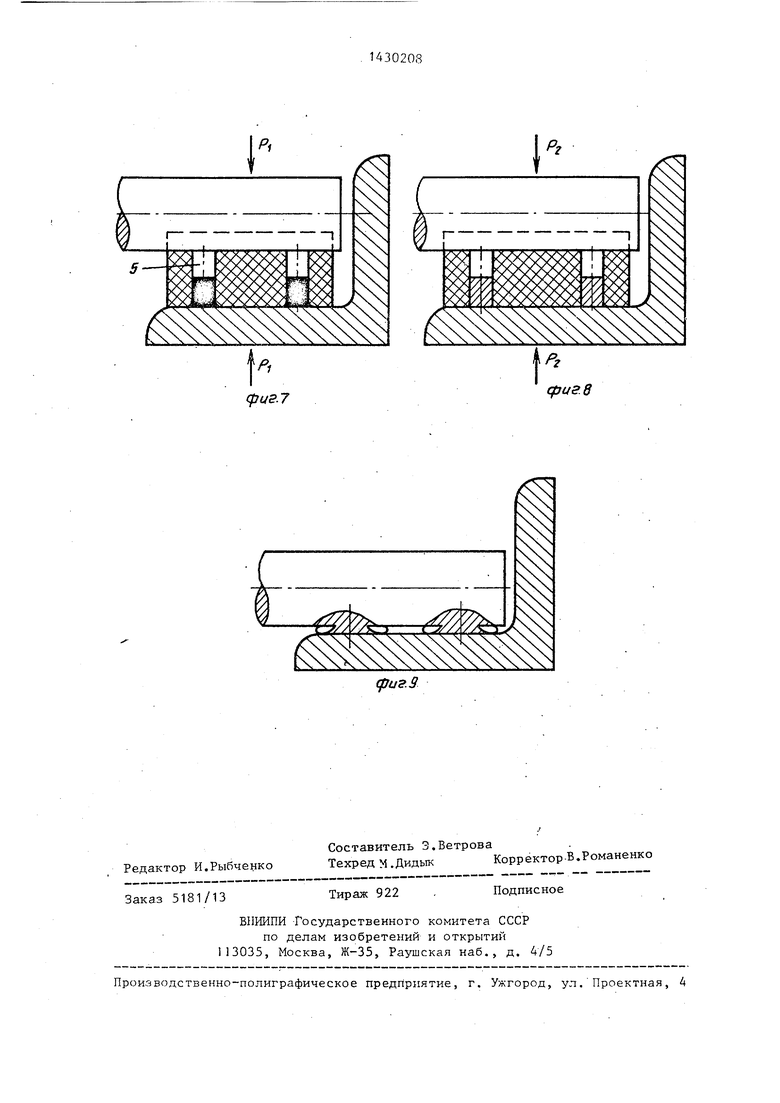
Аналогично описанному выше осуществляют сварку стержня 1 с плоским элементом проката 3. Для усиления соединения путем получения нескольких сварных точек в соединительном элементе выполняют соответствующее требуемому количеству точек количество отверстий с вставками. В технологический цикл может быть предусмотрена небольшая пауза между моментом окончания термитной реакции и моментом приложения усилия Р . Б это время происходит кристаллизация расплава вставки 6 на плоском элементе проката 3. После приложения усилия Р, продукт термитной реакции в виде спекшейся твердой массы разрушается и стержень входит в контакт с плоским
элементом проката 3 через закристаллизовавшийся на последнем расплав вставки 6 в в);;е выступа (рельефа) . В дальнейшем процесс сварки протекае по известной схеме, однако величина сварочного тока на 15-20% меньше принятой для данного диаметца стержней.
Пример 1, Сварка перекрещивающихся стержней диаметром 28 мм каждьй из арматуры класса А - Ш. Использована вставка размерами 0 х X 40 X 30 мм из спрессованной смеси Mg + массой 0,1 кг,
В промежуточном элементе выполне- но ПС центру отверстие, в которое запрессован отрезок стальной проволоки диаметром 2 мм, длиной на 0,5-2,0 мм больше, чем толщина соединительного элемента в месте расположения от- верстия.
Усилие прижатия Р 100 кгс, Р 1500 кгс,- сварочный ток 16 кА, время пропускания тока 8 с, общее время сварки 22 с. Разрушающее усилие 32,5 тс.
П р и м е р 2. Сварка стержня диа- Кетром 16 мм из арматуры класса А - Ш с пластиной толщиной 10 стали марки Ст Зо
Использован промежуточный элемент размерами 30 х 60 х 30 мм из спрессованной термитной смеси Mg + Fe.O массой 0,12 кг, В соединительном эле
тельность сварки 22 с. Разрушающее усипие при испытании на срез соединения 12,8 тс.
Благодаря использованию предлагаемого способа Сварки сн(здаются трудоемкость и энергоемкость сварки, расширяется диапазон свариваемых толщин за счет ввода дополнительного тепла в свариваемые элементы, улучшается качество сварных соединений, снижается износ оборудования, машин для контактной сварки.
При сварке перекрещивающихся стер- жней-облегчается использование контактной сварки непосредственно на строительной площадке в связи с уменьшением потребляемой мощности, а следовательно, и веса контактной машины в В1аде подвесного трансформатора с клещами.
Формула изобретения
Способ контактной сварки, преимущественно деталей строительных конструкций, при котором между свариваемыми деталями размещают промежуточный элемент из экзотермической смеси,
отличающийся тем, что, с целью расширения технологических возможностей и снижения энергоемкости, промежуточный элемент из экзотерьш- ческой смеси выполняют в виде брикета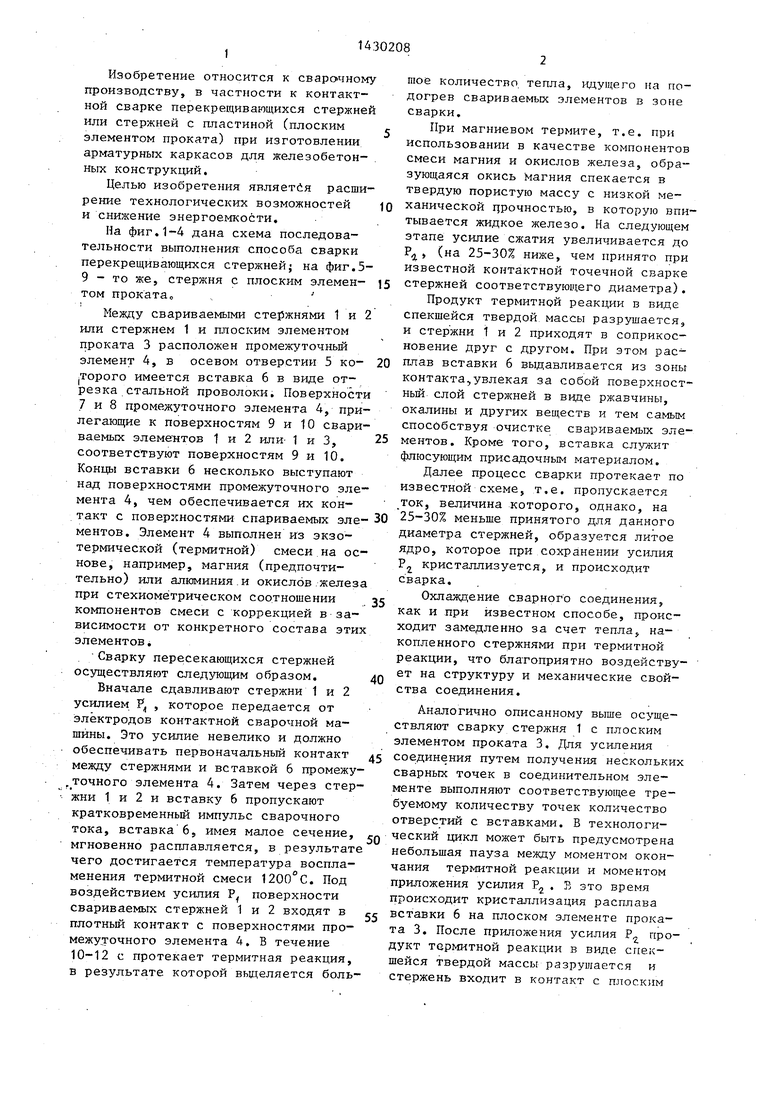

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контактной рельефной сварки | 1987 |
|
SU1518099A1 |
| Способ термитной сварки в горизонтальной плоскости | 1990 |
|
SU1779513A1 |
| Состав термитной смеси | 2024 |
|
RU2833638C1 |
| Способ контактной рельефной сварки | 1988 |
|
SU1625620A1 |
| Способ диффузионной сварки | 1980 |
|
SU996142A1 |
| СПОСОБ ТЕРМИТНОЙ СВАРКИ | 2004 |
|
RU2274532C1 |
| Литейная форма для термитной сварки | 1987 |
|
SU1426729A1 |
| Способ термитной сварки | 1985 |
|
SU1299748A1 |
| Устройство для сваривания концов обвязочной проволоки | 1985 |
|
SU1321634A1 |
| СПОСОБ ТЕРМИТНОЙ СВАРКИ И ТЕРМОСТЕРЖЕНЬ ДЛЯ ТЕРМИТНОЙ СВАРКИ | 1993 |
|
RU2039639C1 |
Изобретение относится к сварочному .производству, в частности к контактной сварке элементов строительных конструкций. Целью изобрете- ния является расширение технологических возможностей и снргжение энерго/ емкости процесса. Свариваемые детали 1 , 2 сдавливаются в электродах сварочной мащины. Этим усилием обеспечивается контакт между вставкой (в) 6, выполненной . в виде отрезка металлической проволоки, и деталями 1, 2. Через детали 1, 2 и В 6 пропускают импульс тока, В 6 мгнояенно расплавляется, в результате чего воспламеняется термитная смесь, из которой изготовлен промежуточный элемент, выполненный в виде брикета с рабочими поверхностями, соответствующими свариваемым деталям. В результате тер- М1-5ТНОЙ реакции вьщеляется большое количество тепла, идугчего на подогрев 3 деталей. За счет ввода дополнительного тепла в соединение улучшается его качество, снижается износ оборудования. При выдавливании вставки из зоны контакта осуществляется очистка свариваемых элементов. -9 ил. (Л 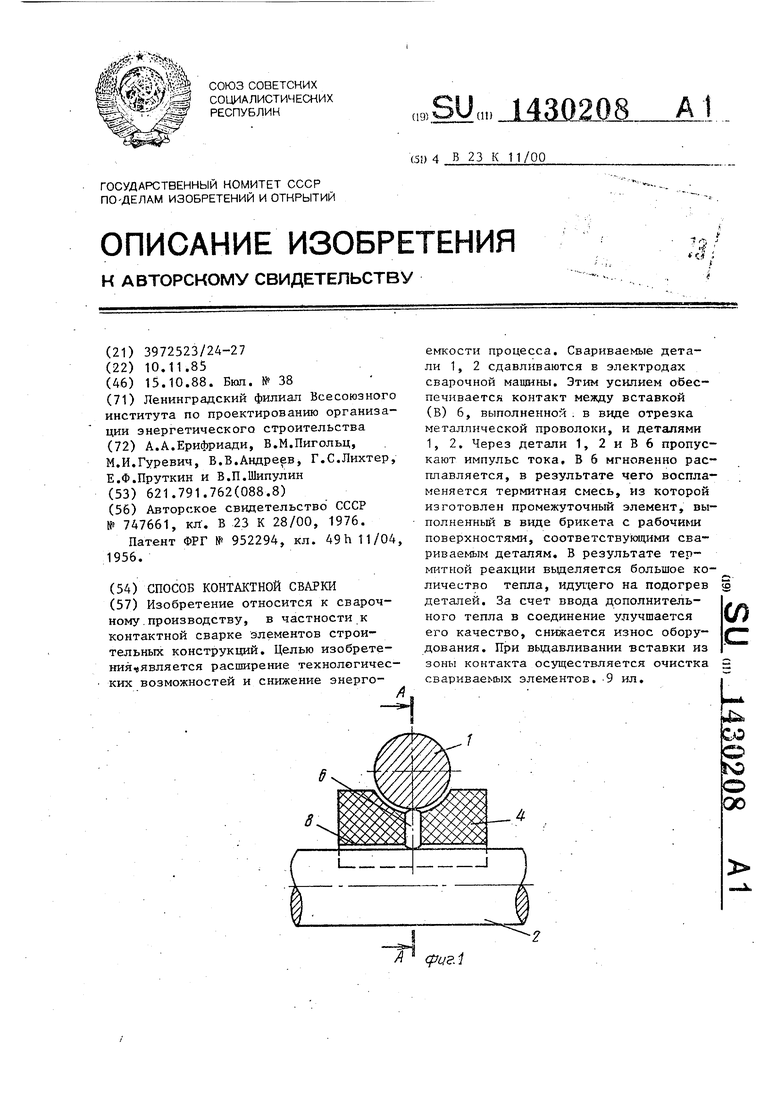
менте выполнены два отверстия, в ко- с рабочими поверхностями, соответстторые запрессованы отрезки стальной проволоки диаметром 5 мм, длина каждого из которых больше толщины соединительного элемента на 0,5-2,0 мм.
Усилие сжатия Р, 100 кгс, Р 1000 кгс. Сварочный ток 16 кА, дли-
вуюпщми поверхностям свариваемых деталей, а в осевое отверстие, предусмотренное в брикете, помещают, вставку в виде отрезка металлической 4Q проволоки, контактирующей с обеими свариваемыми деталями.
вуюпщми поверхностям свариваемых деталей, а в осевое отверстие, предусмотренное в брикете, помещают, вставку в виде отрезка металлической проволоки, контактирующей с обеими свариваемыми деталями.
Р,
срие.з
fpus.S
(риеЛ
PI
Л (pus.
Редактор И.Рыбченко
Составитель З.Ветрова
Техред М .Дидьж Корректор.В.Романенко
Заказ 5181/13
Тираж 922
БПИИПИ -Государственного комитета СССР
по делам изобретений и открытий 13035, Москва, Ж-35, Раушская наб., д. 4/5
рг cpuS.Q
(ригЗ
Подписное
| Способ соединения материалов | 1976 |
|
SU747661A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ регенерации фильтрующих тканевых рукавов и устройство для регенерации фильтрующих тканевых рукавов | 1980 |
|
SU952294A1 |
| Способ смешанной растительной и животной проклейки бумаги | 1922 |
|
SU49A1 |
