Описьшае.мый полуавто:мат сборки катодноМодуляФОриых (К.М) узлов в армат1уре элекгрониоо птичеюкой системы (ЭОС) кииескопов предназнаме-н для использоБалия в эле;йтрОва.куумной про.мышленнасти и может дрименягься на заводах, вылускающиХ кинескопы.
Известен полуавто1мат для сборки КМ-узлов ем1косгны.м методом, имеющий ползучи с пружппной вилкой для закрепления арматуры ЭОС, совершающий возвратно-поступательное дв-ижеасие в вертикальной плоскости ирл помощи п;ри1БОда, и сборочный мехаииз м.
Недостатком из вестного полуавтомата является то, что ползун с цружииной вилкой не обеспечивает требуемой точности центрирования ар1матуры ЭОС при сборке.
Цель изобретения - уотранеиие этого недог стат.ка.
Это достигается за счет применения механизма центровки и зажи.ма армат|уры ЭОС, который выполнен в виде перемещающейся перпендикулярио оси ар;матуры ЭОС вилки, пере|мещающегося по оси арлштуры ЭОС штока с и двух зажилюв, действие которьк согласно с перемещением штока посредством реечных и клиновых передач.
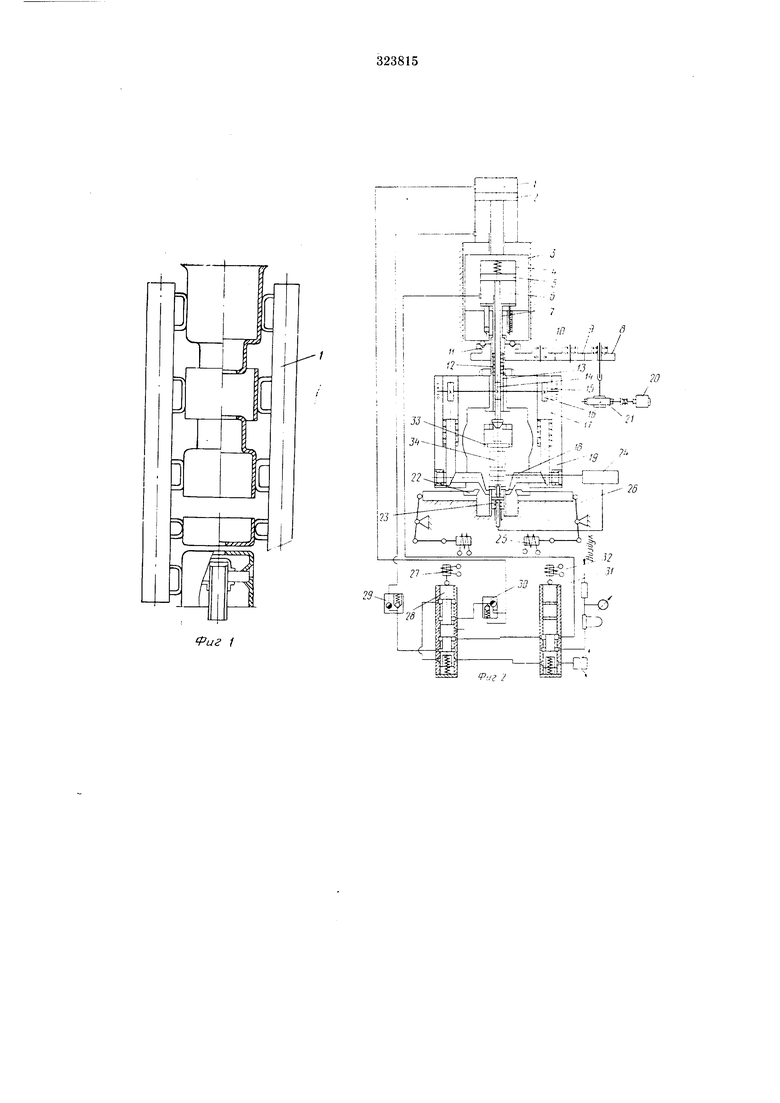
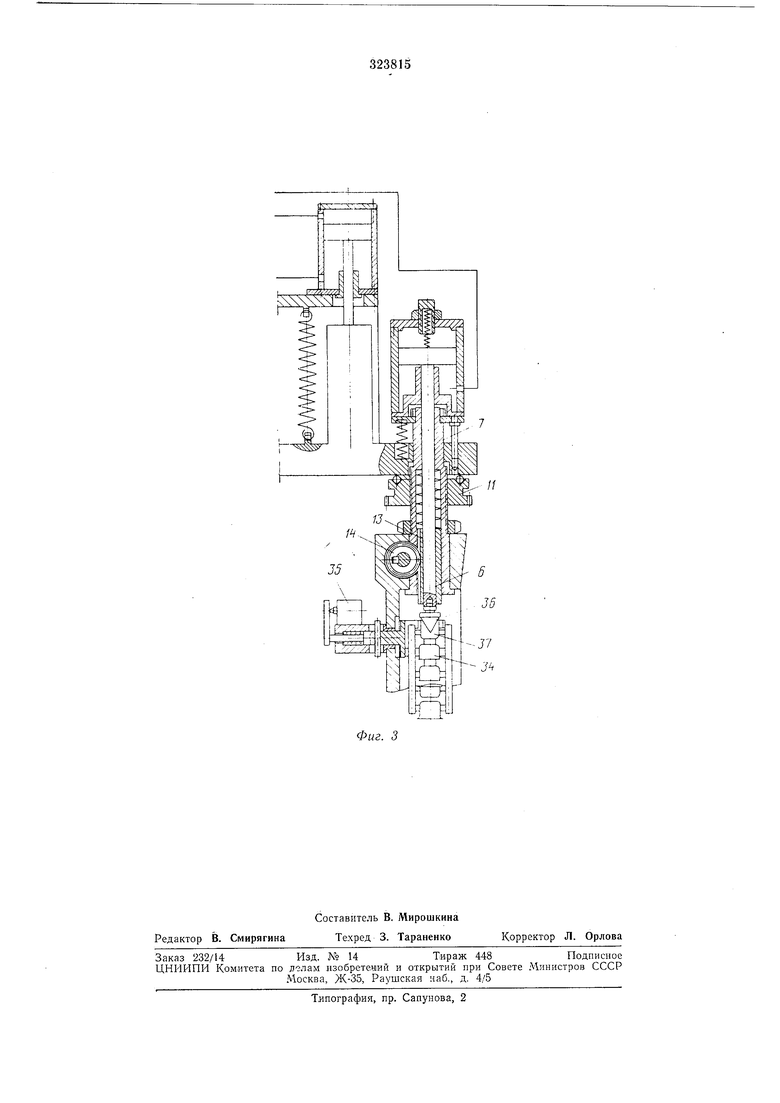
На фиг. 1 Изображена арматара ЭОС кинеокопа с собрапнЫМ катодно1МО1ДуляторнЫ|М узлом; на фи|г. 2 - кинематическая схе.ма предлагаемого полуавтомата; на фиг. 3 - коп-2
струКтивпая схе,ма це птрирующей головки лолуа(ВтО|Л ата.
На плите полуавтомата установлеиа колонна с пнез.моцплиндром 1 для быстрого подвода центр.чрующей головки к сборочному .механизму. Поршень 2 со штокош соединен с ползуно1М 3, который перемещается в направляющих колонны. Плевмоцплиндр 4 с nopniпем 5 и uiTOiKOM 6 с 1КонусОМ, который П:р0113ва.д,11Т цептрироваппе ар.матуры ЭОС в верт)калыюм положенни, закреплен на оправке 7. На ползуне установлены зубчатые колеса 8-10. Колесо 10 сцеплено с щестерней-гайкой //. Зажим арматуры ЭОС производится от пруж.ины 12 реечнькмп передачами 13-J6 через клиновые штош 17 и зажимные сухари 18. Вся зажимная оисте.ма находится в центрирующей головке 19, которая заа реплепа- на оправ,ке 7. .Микрометрическое движение цаптрирующая головка получает по кинематической цепи; электродвигатель 20, червячная пара 21, зубчатые колеса 8-10 и нюстерНЯ-гайка 11.
и центрирование ар матуры ЭОС в центрирующей головке устраняет ее возможный перенос относительно катодного узла при , что способствует повып1ени10 точности сборки. ма фиксации катодного узла с поасекающими ножами 22. В о:цравке этото мехаиизма palcположеИ щуш 23, к которому прикреплен один въшод емкостного датчика 24. Второй вьгвюд датчика контактирует с ускоряющим электродов арматуры ЭОС. Ударни|ки с ножа|ми 22 при фиксации расстояния К-М получают движеиие о.т электромагнитов 25 через рычажщую систему 26. При помощи электромагнита 27 золотник 28 через дроссел.и 29 и 30 уира1вляет ппевмоцилиидром 1, а ЗОЛОТНИ1К 31 с электромагниТОМ 32 управляет пне1вмюци,л-инд1ром 4. В центрирующей голо1вке находится поДвижная вилка 33, в которую вставляется арматура ЭОС 34. Полуа1вто1мат работает следующим образом. В оправку мехаиизма фиксации катодного узла В|руч|ную вставляется катодный узел, а в подвижную вилку 33 центрирующей головки вручную с усилием, необходимым для иере|МеЩе1Ния вил.ки, вставляется арматура ЭОС 34. Вилка-, перемещаясь, нажимает па конечный выключатель 35, и подается KOMianда на электромагнит 32 золотника 31. Воздух из нижней полости нн ев мо цилиндр а 4 выводит в атмосферу. Шток 6 с конусом 36 олускается вииз, а конус осво-божда-ет рейку J3, которая пюд деЙ Ствие М пружины 12 также опускается вниз. Через зубчапые колеса 14, 16, рейКИ 15, клиновые П рейка 13 передает движение сухарям 18, которые, сближаясь, сжиамают ар.матуру э.д.с. по наруж1НО|му диаметру корнуса модулятора. Шток 6 с -конусом 55 входит в арматуры ЭОС 34, центрируя ее в вертик алБИом положении. При центрировании арматуры ЭОС от бортовой ве,рх1ней части второго аиода 37 ycTaHaiBл иваетСЯ на вилке 27. Ножной педалью включается конечный выключатель, который подаегг комаа-1ду иа электромалнит 27 управления ЗОЛОТНИКОМ 28. Воздух через дроссель 30 поступает в верхнюю полость пневмоцилиндра 1, а из нижней полосгти через дроссель 29 выходит в атйюсферу. Ползун 3 с це-нтрирующей головкой 19 онуокается до упора. В крайнем иижиел положении ползуна подается команда на электродвигатель микрогюдачи. По.ужазанпои выше кинематической цепи цеитрнрующая головка начинает медленное (|микрометр«ческое) движение. При достил еНИ|И емкости, соответствующей заданному расстоянию /С-М, от ем костного датчика подается команда через релейную схему исполнительным органам на фиксацию катодного узла методом подсечки. В момент подсечки дина;мическнм тор.можением электродвигатель мгнювеннО останавлив ается. Медле1вное и равномерное движение микрометрической иодачи центрирующей головки обеспечивает стабильное нарастание емкости до наибольщего значения, соответствующего заданному расстояпию К-Л1 После фиксации расстояния К.-М подаемся команда на ,5ле(Ктромагнит 27 управления золотником 28. Воздух поступает через дроссель 29 в. нижнюю полость цилиндра I, а из верхней полости через дроссель 30 выходит в атмосферу. Ползут с центрирующей головкой подниимается в крайнее верх|нее положение. В эггом положении ползуна подается команда на электромагнит 32 управления золотником 31. Воздух поступает в нижшовд полость цилиндра 4. Порщень 5 со щтоком 6 поднимается вверх до унора. Конус 35 нодни(мает рей|ку 13 вверх, сжимая нружину. Движение рейки 13 через зубчатые колеса 14, 16 рейки 15, клиновые штоки 17, передается сухарем 18, послеявие расходятся раслчимают арматуру ЭОС, которую затем вручную сни-мают с вйлки 33. Одновременно с этим подается команда на ревере электродвигателя микрометрической подачи. Предмет изобретения Полуавтомат для сборки катодно-М10дуляторных узлов в ар:матуре электронно-оптических систе.м кинескопов, содержащий механиЗ|М центровки и зажима арматуры электронно-оптической систе мы, механизм фпксации катодного узла, емкостный датчик с релейной схеимОй, воздействующей на механизм фиксации катодного узла, привод микрометрической подачи, пневмопривод, отличающийся тем, что, с целью повыщения точности сборки, механизм центровки и зажима арматуры электронно-ОП/гнчеокой системы вынолнен в виде пере1мещающихся периендикулярно оси арматуры электронно-оптической системы вилки, по. оси армату1ры электроннооптической системы с конусом и двух зажимов, действие которых соптасоваНо с перемещением щтока посредством реечных и клиновых передач.
I
Г
Риг i
Р:/г /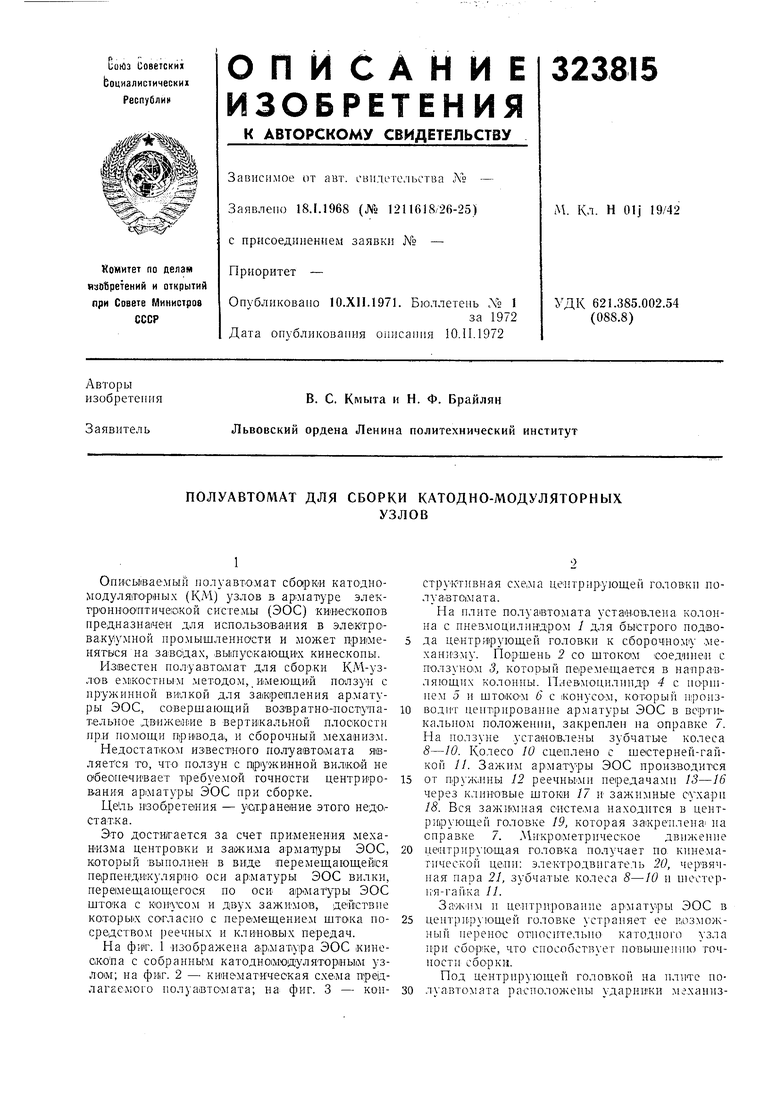
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛУАВТОМАТ ДЛЯ ОШИПОВКИ ШИН, УСТРОЙСТВО ДЛЯ УСТАНОВКИ ШИПОВ, ГОЛОВКА ДЛЯ ЭТОГО УСТРОЙСТВА И СПОСОБ ОШИПОВКИ ШИН | 1998 |
|
RU2138403C1 |
| Полуавтомат для чистки валяной обуви | 1961 |
|
SU150636A1 |
| Устройство для автоматической сборки узла состоящего из двух деталей | 1968 |
|
SU604651A1 |
| Полуавтомат для обработки пазов | 1977 |
|
SU707703A1 |
| ЭЛЕКТРОННО-ОПТИЧЕСКАЯ СИСТЕМА ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОГО ПРИБОРА | 1992 |
|
RU2028690C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА ЧЕРВЯЧНЫЙ ХОМУТ И ПОЛУАВТОМАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2445180C1 |
| Полуавтомат для сборки пластинчатых магнитопроводов трансформаторов | 1983 |
|
SU1176395A1 |
| Устройство для сборки деталей | 1979 |
|
SU910391A1 |
| Способ изготовления электронно-лучевого прибора и устройство для его осуществления | 1990 |
|
SU1793490A1 |
| Полуавтомат для прикрепления каблуков; к обуви клеевым способом | 1955 |
|
SU105307A1 |