С5) УСТРОЙСТВО ДЛЯ СБОРКИ ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Устройство для разгрузки кассет | 1980 |
|
SU903075A1 |
| Способ сборки редукторов и устройство для его осуществления | 1990 |
|
SU1754403A1 |
| Автомат для сборки запрессовкой ушковых пуговиц | 1987 |
|
SU1500461A1 |
| Установка для аргонодуговой сварки поворотных стыков труб неплавящимся электродом с подачей присадочной проволоки | 1990 |
|
SU1776528A1 |
| СПОСОБ ПРОСТАНОВКИ СТЕРЖНЕЙ В ЛИТЕЙНУЮ ФОРМУ | 2022 |
|
RU2805406C2 |
| Электрический разъем-переключатель | 1990 |
|
SU1810947A1 |
| Двухэкранный штепсельный разъем | 1976 |
|
SU748596A1 |
| Многопозиционный сборочный автомат | 1981 |
|
SU1009692A1 |
| ПЕРЕНОСНОЙ ПРОТИВОТАНКОВЫЙ РАКЕТНЫЙ КОМПЛЕКС И СПОСОБ УСТАНОВКИ КОНТЕЙНЕРА С РАКЕТОЙ НА ПУСКОВУЮ УСТАНОВКУ | 2003 |
|
RU2243479C2 |
1
.Изобретение относится к области механо-сборочных работ, в частности к устройствам для сборки деталей ти-па разъемов, которые могут быть ис- пользованы в автоматических линиях.
Известно устройство для сборки деталей, содержащее смонтированные на основаниях опоры для собираемых деталей, корпус, связанный со штоком силеаого цилиндра и группу центрирующих стержней с заходными конусами, установленных в корпусе
Однако известное устройство не обеспечивает соосность и сборку нескольких узлов деталей типа разъемов одновременно.Целью изобретения является обеспечение сборки нескольких узлов типа разъемов иповышение производительности.
Для достижения поставленной цели устройство для сборки деталей, содерт жащее смонтированные на основании опоры для собираемых деталей, корпус
связанный со штоком силового цилиндра, и группу центрирующих стержней с заходными конусами, установленных в корпусе, снабжено подпружиненными захватами с клиновыми скосами на концах-и на захватных губках, попарно и шарнирно закрепленными на корпусе симметрично относительно центрирующих стержней, и -кулачками с клиновыми скосами, попарно расположенными
10 на основании симметрично относительно одной из опор с возможностью взаимодействия с клиновыми скосами на концах захватов, а также упорами,закрепленными на опорах. При этом цент15рирующие стержни расположены попарно в ряд и группами так, что стержни одной группы, находящиеся со стороны упоров, установлены со смещением вниз относительно стержней другой группы
20 на величину корпуса одной из собираемых деталей.
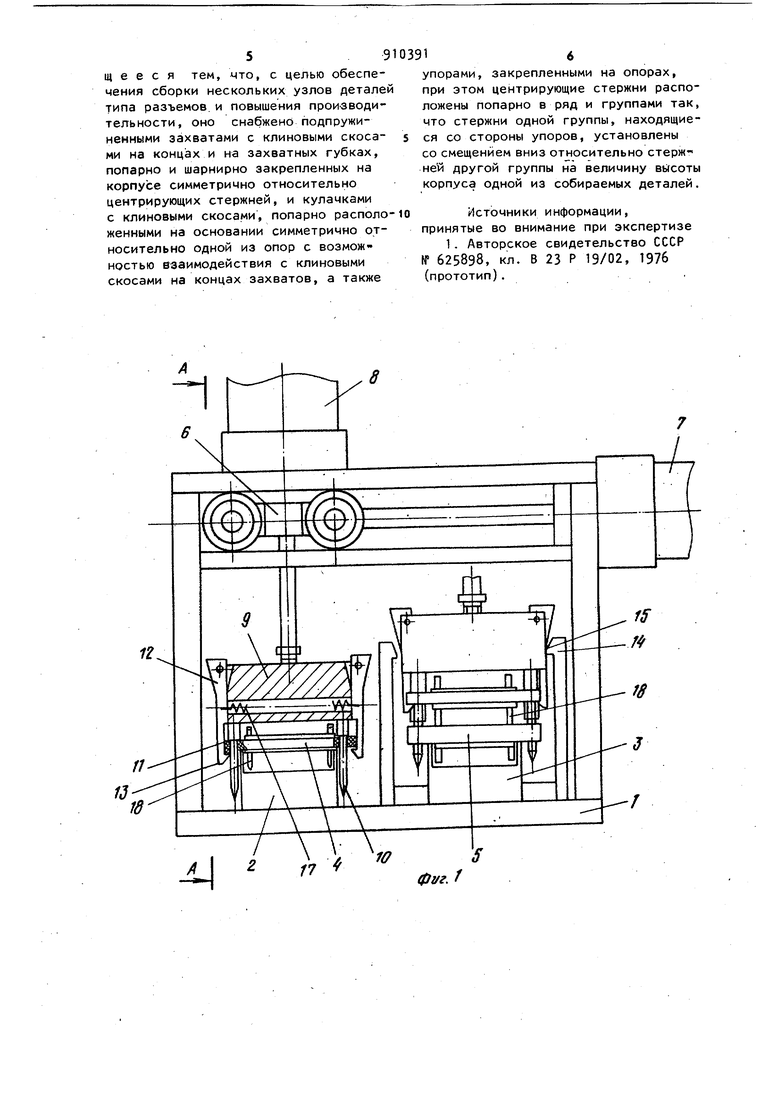
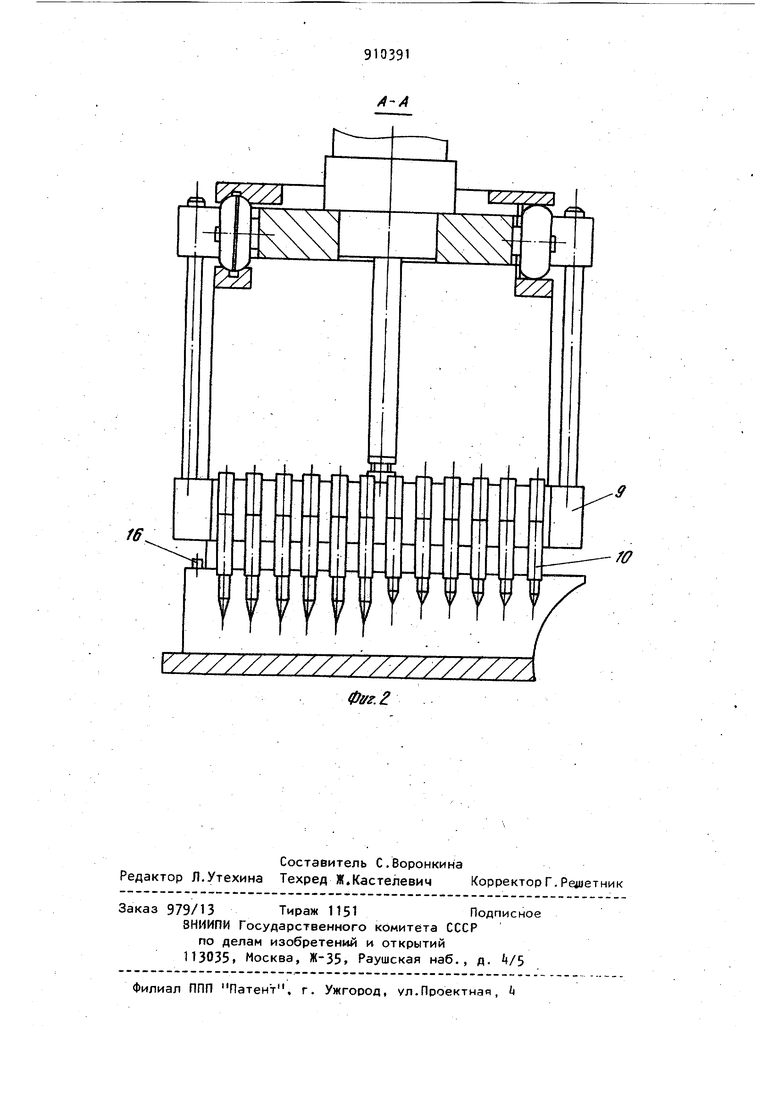
На фиг. 1 показано устройство, общий видна фиг.2 - разрез А-А на фиг. 1. 3 Устройство для сборки группы разъ мов содержит смонтированные на осно вании 1 опоры 2 и 3 для размещения собираемых деталей, например вклок Ц и розеток 5. На верхних направляющих основания установлена каретка 6,связанная со штоком пневмоцилиндра 7 горизонтального хода. Силовой цилинд 8, закрепленный на каретке 6, через шток связан с корпусом 9- В корпусе 9 установлены группа центрирующих стержней 10 с заходными конусами и подпружиненные захваты 11 с клиновыми скосами 12, 13 на концах и на зах ватных губках. На основании 1 попарно и симметрично относительно опоры 3 расположены кулачки 14 с клиновыми скосами 15 взаимодействующими с кли новыми скосами 12 на концах дахватов 11. На опорах 2 и 3 установлены упоры 16, ограничивающие подачу соби раемых деталей, Устройство для сборки работает следующим образом. Детали узла разъемов (вилки Аи розетки 5) подаются транспортерами (на черт, не показаны) на опоры 2 и 3 до упоров 16, ограничивающих их дальнейшее перемещение. Детали комплектуются группами по 9 или 12 штук. Наличие групп на опорах контролируется конечным выключателем (на черт, не показан). Установ ленный на каретке 6 силовой ци линдр 8 перемещает связанный с его штоком корпус 9 с размещенными в нем захватами 11 и центрирующими стержнями 10. Плотно уложенные собираемые детали дают значительную суммарную noi- решность расположения центров отверстий. При опускании штока группа стержней, расположенных ближе к упору, входит в отверстия вилок. При дальнейшем опускании корпуса 9 стерж ни второй группы также входят в отверстия вилок. Таким обра,зом, обеспечивается центрирование всех вилок, установленных на опоре 2, за счет смещения стержней второй группы на высоту корпуса вилки . При этом суммарная погрешность расположения центров отверстий деталей - вилок делится между группами стержней одинаковой длины пополам: стержни пер-.. вой группы цендрируют детали расположенные ближе к упорам 16, сдвигая вторую часть деталей ближе к центрам 1 короГких стержней. Это обеспечивает надежное центрирование всех вилок. Шток пневмоцилиндра 8 перемещается в крайнее нижнее положение. При этом клиновые поверхности 13 губок захвата 11 скользят по торцовым поверхностям вилки, захваты 11 раздвигаются, растягивая пружину 17. Когда клиновые поверхности захвата выйдут за пределы корпуса вилки,пружина 17 возвращает захваты в исходное положение и вилки удерживаются захватами. После этого шток пневмоцилиндра 8 поднимается вверх в крайнее верхнее положение, фиксируемое конечным выключателем (на черт, не показан), который дает команду на перемещение пневмоцилиндром 7 каретки 6 в зону сборки вилки с розеткой 5, расположенной на опоре 3- При опускании захватов с вилками пневмо,цилиндром 8 происходит центрирование розеток 5 со стержнями 10. П0и этом в момент начала центрирования розеток 5 группой коротких стержней захваты 11, взаимодействуя с кулачками 14 клиновыми скосами 12 на хвостовиках, раскрываются и при дальнейшем перемещении вниз корпус 9 нажимает на. ножи 18 вилок 4 и соединяет Их с розетками 5. Это положение фиксируется конечным выключателем, который дает команду на подъем штока пневмоцилиндра 8. При движении вверх захваты 11 под действием -кулачков Ц остаются в раскрытом положении и закрываются, находясь выше собранных разъ.емов,оставшихся на опоре 3 с которой они выталкиваются на следующую операцию при подаче следующей, группы розеток. Использование устройства для сборки группы разъемов позволит повысить производительность труда за счет автоматизации сборки и дает гоовой технико-экономический эффект 25200 руб. Формула изобретения Устройство для сборки деталей, содержащее смонтированные на основании опоры для собираемых деталей, корпус,связанный со штоком силового илиндра, и группу центрирующих стержней с заходными конусами, устаовленных в корпусе, отличающ е е с я тем, что, с целью обеспечения сборки нескольких узлов деталей типа разъемов, и повышения прои-зводительности, оно снабжено подпружиненными захватами с клиновыми скосами на концах и на захватных губках, попарно и шарнирно закрепленных на корпусе симметрично относительно центрирующих стержней, и кулачками с клиновыми скосами, попарно расположенными на основании симметрично относительно одной из опор с возможностью взаимодействия с клиновыми скосами на концах захватов, а также
упорами, закрепленными на опорах, при этом центрирующие стержни расположены попарно в ряд и группами так, что стержни одной группы, находящиеся со стороны упоров, установлены со ;мещенйем вниз относительно стержней другой группы на величину вьгсоты корпуса одной из собираемых деталей.
Источники информации, принятые во внимание при экспертизе
фуг.г
