(54) УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СБОРКИ УЗЛА, СОСТОЯЩЕГО ИЗ ДВУХ ДЕТАЛЕЙ
сборочную головку, исполнительные механизмы которой связаны с двигателем чер-ез вал с. копирами, ви-бробункеры, каждый из которых предназначен для питания сборочной головки одной из собираемых деталей, и приспособление для съема собранного узла, сборочная головка содержит соосно установленные на корпусеверхнее приспособление, включающее ловитель -ДЛЯ совмещения отверстия пружины с отверстием чашки и предварительной развальцовки бурта чашки, размешенный в прижиме для чеканки предварительно развальцованного бурта чашки, и нижнее приспособление, включающее конус для подачи чашки и снятия в ее отверстии заусенцев, размещенный в толкателе для подачи пружины и чашки под развальцовку , между которыми расположены механизм поштучной выдачи пружины и чашки, механизм их загрузки на . место сборки и прижимная вилка для фиксации пружины контакта перед загрузкой чашки на место ее сборки, а .вибробункер для подачи пружины снабжен предбункером для расцепления пружин перед их подачей.
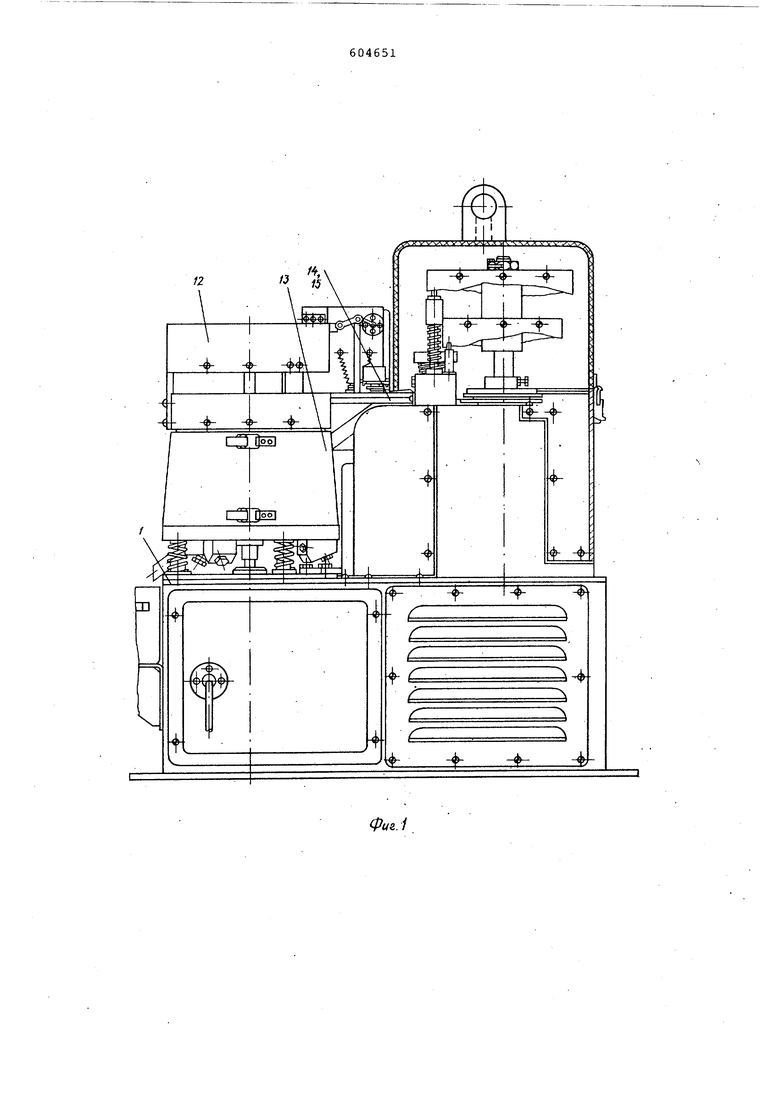
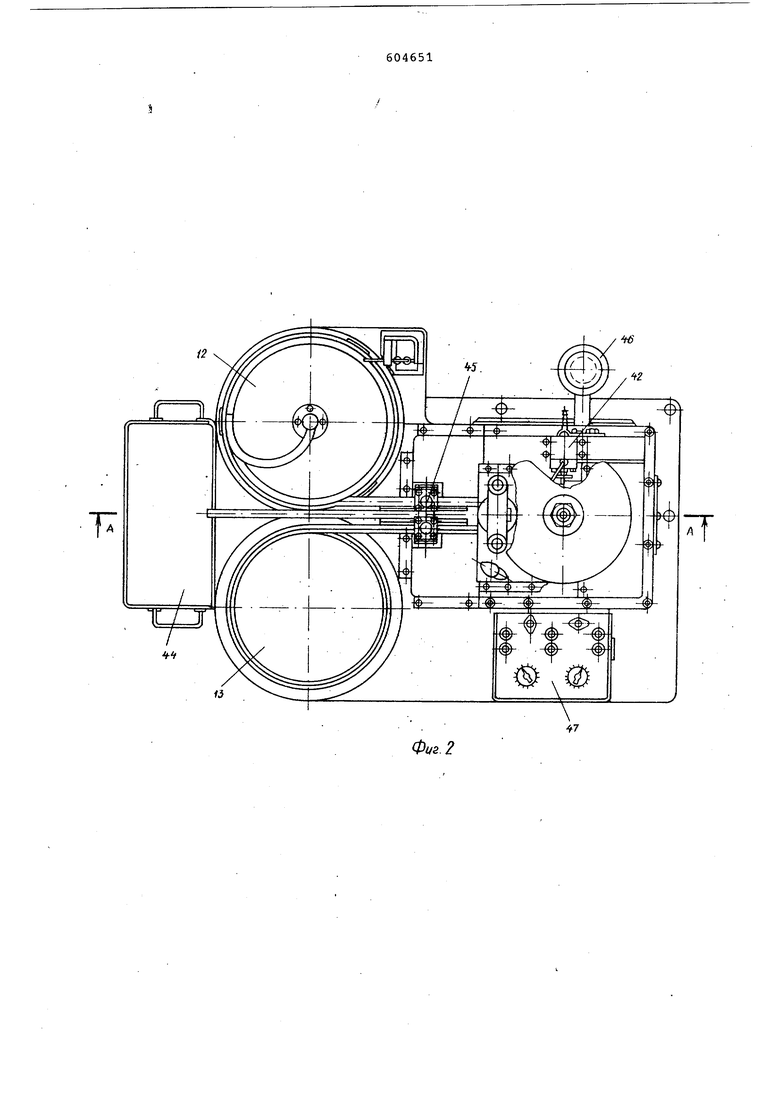
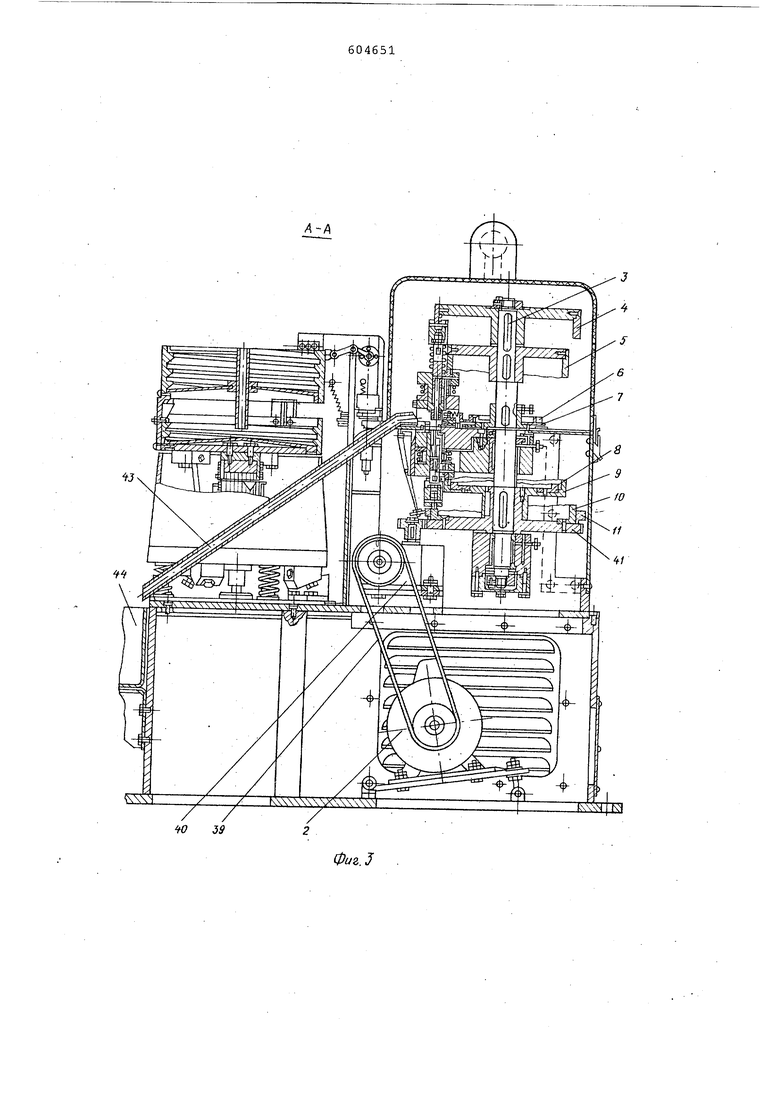
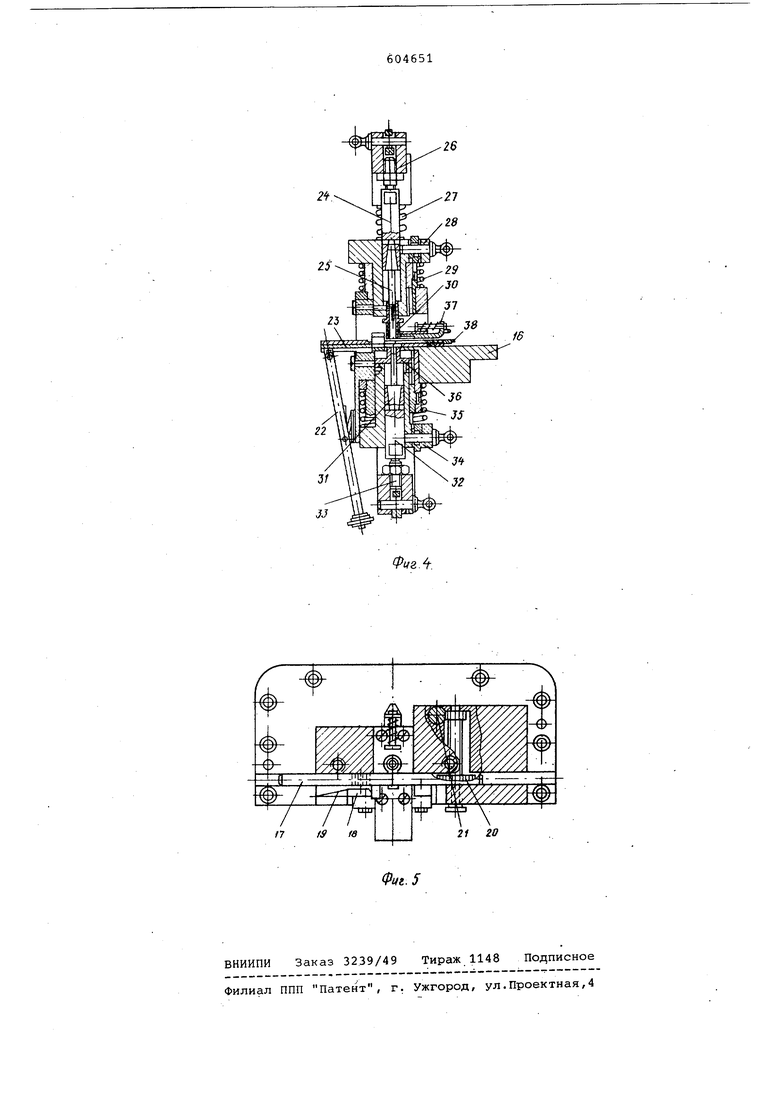
На фиг.1 изображено предлагаемое устройство, вид сбоку; на фиг.2 то же, вид сверху; на фиг.3 - разрез А-А фиг. 2, на фиг. 4 - сборочная головка; на фиг.5 - механизм поштучной выдачи пружины и чашки.
Устройство для автоматической сборки контактной пружины и чашки содержит станину 1, двигатель 2, сборочную головку, вал 3 с копирами 4-1 вибробункер 12, предназначенный для питания сборочной головки контактной .пружиной, снабженный предбункером для расцепления пружин, вибробункер 13, предназначенный для питания сборочной головки чашкой, и лотки 14 и 15, соединяющие вибробункеры 12 и 13 с рейкой сборочной головки.
Сборочнаяголовка содержит сооано установленные на корпусе 16 верхнее приспособление, включающее ловитель для совмещения отверстия пружины с отверстием чашки и предварительной развальцовки бУрта чашки, размещенный в прижиме для чеканки предварительно развальцованного бурта чашки, и нижнее приспособление, включающее конус для подачи чашки и снятия в ее отверстии заусенцев, размещенный в толкателе для подачи пружины и чашки под развальцовку, между которыми, расположены механизм поштучной выдачи пружины и чашки, механизм их загрузки на место сборки и прижимная вилка для фиксации пружины контакта перед загрузкой чашки на место ее сборки.
Механизм поштучной выдачи пружины и чашки содержит рейку 17 с иглой
18 и пружиной 19 из проволоки, припаянной к игле, блок-шестерню 20 и рейку 21 с пружинрй и роликом, которая передает возвратно-поступательное движение от копира через блокшестерню на рейку с иглой.
Механизм загрузки пружины и чашки на место сборки состоит из рычага 22 с роликом и пружиной и полЭуна 23, который посылает контактную пружину и чашку из окна рейки на место сборки.
Ловитель для совмещения отверстия пружины с отверстием чашки и предварительной развальцовки бурта чашки выполнен в виде шпинделя 24, собственно ловителя 25, соединеных конусной частью, траверсы 26 с роликом, установленной на двух колонках, и двух пружин 27, прижимающих постоянно ролик к копиру. Ловитель со шпинделем совершают движение в корпусе прижима.
Прижим для чеканки предварительно развальцованного бурта чашки состоит из корпуса 28 с роликом,пружин 29 для прижатия ролика к копиру и собственно прижима 30, регулируемог по высоте при помощи резьбы и стопорного винта.
Конструкция конуса для подачи чаки на прижимную вилку аналогична конструкции ловителя и содержит собственно конус 31, шпиндель 32, траверсу 33 с роликом, установленную на одной колонке с пружиной (на чертежах не показана).
Толкатель для подачи пружины и чки под развальцовку выполнен в виде корпуса 34 с роликом, пружины 35 и собственно толкателя 36, соединенного с корпусом резьбой и стопорным винтом для регулировки по высоте.
Прижимная вилка 37 служит для фиксации пружины контакта перед загрузкой чашки на место ее сборки.
В конструкцию уборочной головки входит также упорная задвижка 38,
Сборочная головка приводится в движение от двигателя 2 через клиноременную передачу 39, редуктор 4Q и цилиндрическую пару 41.
Кроме того, устройство содержит пневматический сдуватель 42, склиз 43, по которому контакты падают в ящик 44, фотоэлемент 45, сигнальную лампу 46 и пульт управления 47.
Устройство работает следующим образом.
Сориентированные контактные пружины поступают из вибробункера 12 в лоток 14, отсекаются в нем по одной штуке иглой 18 и подаются в окно рейки 17 пружиной 19, при этом игла с пружиной заходит в прорезь лотка 14. При перемещении рейки вправо ее окно, универсальное для обеих деталей (чг-шки и контактной пружины), совмещается с окном сборки рейка останавливается, ползун 23 механизма загрузки заталкивает контакную пружину на место сборки до упора в задвижку 38. После зтого прижим опускается и заходит своей крестообразной частью между лепестками контактной пружины. Задвижка 38 и ползун 23 отходят, конус поднимаетс и, попадая в отверстие, центрирует пружину. Далее толкатель и прижим останавливаются, а конус продолжает поднимать деталь до соприкорновения с прижимом, после чего выдвигается прижимная вилка 37, которая задит под контактную пружину и фиксирует ее, а толкатель и конус опускаются в исходное положение.
Чашк11 Ис вибробункера 13 по лотку 15 поступают поштучно в окно рейки 17 при крайнем правом ее положении. При перемещении рейки влево ее окно совпадает с окном сборки, рейка устанавливается, и чашка ползуном 23 заталкивается на место сборки. На месте сборки чашка центрируется конусом, вместе с толкателем поднимается на 3-4 мм и останавливается. Ловитель опускается и совмещает отверстия контакной пружины и чашки на одной оси.. В это же время конус спускается, уступая место ловителю.
При дальнейшем движении чашка отбортовкой заходит на 1 мм в отверстие контактной пружины, толкатель и ловитель останавливаются, прижимная вилка отводится, толкатель и ловитель псщнимаются до стыковки деталей, затем прижим поднимается, а ловитель опускается, производя своей конусной частью предварительную развальцовку. После этого прижим опускается и производит окончательный обжим бурта чашки. Собранная деталь поднимается и струей сжатого воздуха от пневматического сдувателя 42 направляется по склизу 43 в ящик 44.
При отсутствии деталей на какомнибудь из лотков срабатывает фотоэлемент 45, устройство выключается и загорается сигнальная лампа 46.
Конструкция сборочной головки устройства позволяет при сборке деталей, соединяемых развальцовкой, добиться повышения производительности и надежности сборки контакта, состоящего из контактной пружины и чашки.
Формула изобретения
Устройство для автоматической сборки узла состоящего из двух деталей, содержащее установленные на общей станине двигатель, сборочную головку, исполнительные механизмы которой связав-:ы с двигателем через вал с копирами, вибробункеры, каждый из которых предназначен для питания сборочной головки одной из собираемых
5 деталей, и приспособление для съема собранного узла, отличающееся тем, что, с целью повышения производительности и надежности сборки контакта, состоящего из
0 контактной пружины и чашки, сборочная головка содержит соосно установленные на корпусе верхнее прис..пособление, включающее ловитель для совмещения отверстия пружины
5 с отверстием чашки и предварительной развальцовки бурта чашки, размещенный в прижиме для чеканки предварительно развальцованного бурта чашки, и нижнее приспособ0ление, включающее конус для подачи чашки и снятия в ее отверстии заусенцев, размещенный в толкателе для подачи пружины и чашки под развальцовку, между которыми расположены механизм, поштучной вьщачи пру5жины и чашки, механизм их загрузки на место сборки и прижимная вилка для фиксации пружины контакта перед загрузкой чашки на место ее сборки, а вибробункер для подачи
0 пружины снабжен предбункером для расцепления пружин перед их подачей .
Источники информации, инятые во внимание при экспертизе
1.. Авторское свидетельство СССР 185828, кл. В 23Р 19/02, 1965.
2.Авторское свидетельство СССР 283967, кл. В 23 Р 19/02, 1967.
3.Авторское свидетельство СССР 126734, кл. В 23 Р 19/02, 1950.
Фиг. 2 W Ъ9
2
25
26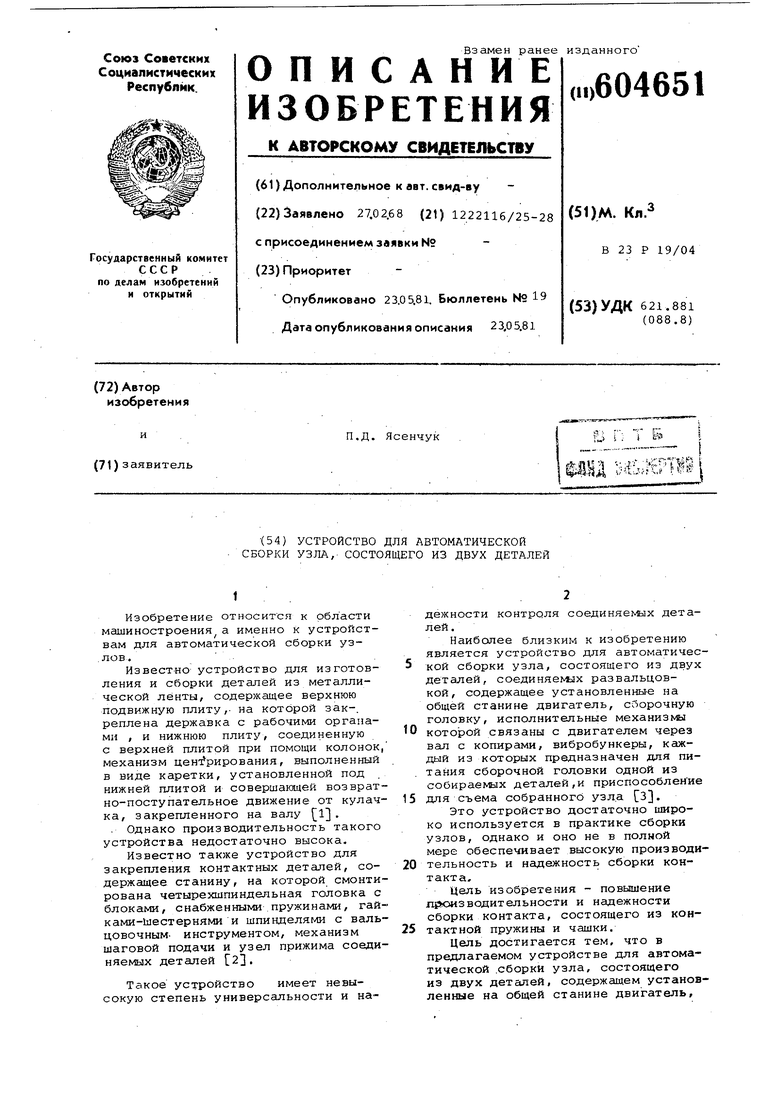
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки развальцовкой узла, состоящего из нескольких деталей | 1988 |
|
SU1606255A1 |
| Автомат для сборки дисковых цоколей стартеров | 1973 |
|
SU482829A1 |
| Автомат для сборки цоколей люминисцентных ламп | 1974 |
|
SU736211A1 |
| Многопозиционный автомат для сборки корпусных деталей с деталями типа подшипников и крышек | 1974 |
|
SU545443A1 |
| Сборочная машина | 1978 |
|
SU818802A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СБОРКИ И НАСТРОЙКИ КОЛЕБАТЕЛЬНЫХ КОНТУРОВ | 1965 |
|
SU175090A1 |
| Устройство для автоматической сборки узлов | 1982 |
|
SU1134340A1 |
| Робототехнологический комплекс для сборки | 1990 |
|
SU1782203A3 |
| АВТОМАТ ДЛЯ ПОДРЕЗАНИЯ ТОРЦА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ТОНКОСТЕННЫХ СТАКАНОВ -. | 1970 |
|
SU275643A1 |
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1986 |
|
SU1333527A1 |
П tS 16
2f го
