Изобретение отлссится к приспособле: иям для подготовки массы при производстве строительных плит из древесной шзрсти к тому подобных волокнистых веществ с цементом Сорзля или иным вяжущим взществом, с применением вальцев для подачи и отжимания массы и вил для ее разрыхления и перзбрасывания к формам.
В предлагаемом приспособление вилы шарнирно сочлзнены с шатунами и с пальцами кривошипов. Диаметры и скорости вальцев вращения, подающих сухой жгут в корыто, и отжимающих вальцев рассчитаны так, чтобы последние с целью растяжения вымоченного жгута тянули его несколько скорее, чем происходит его подача первыми вальцами.
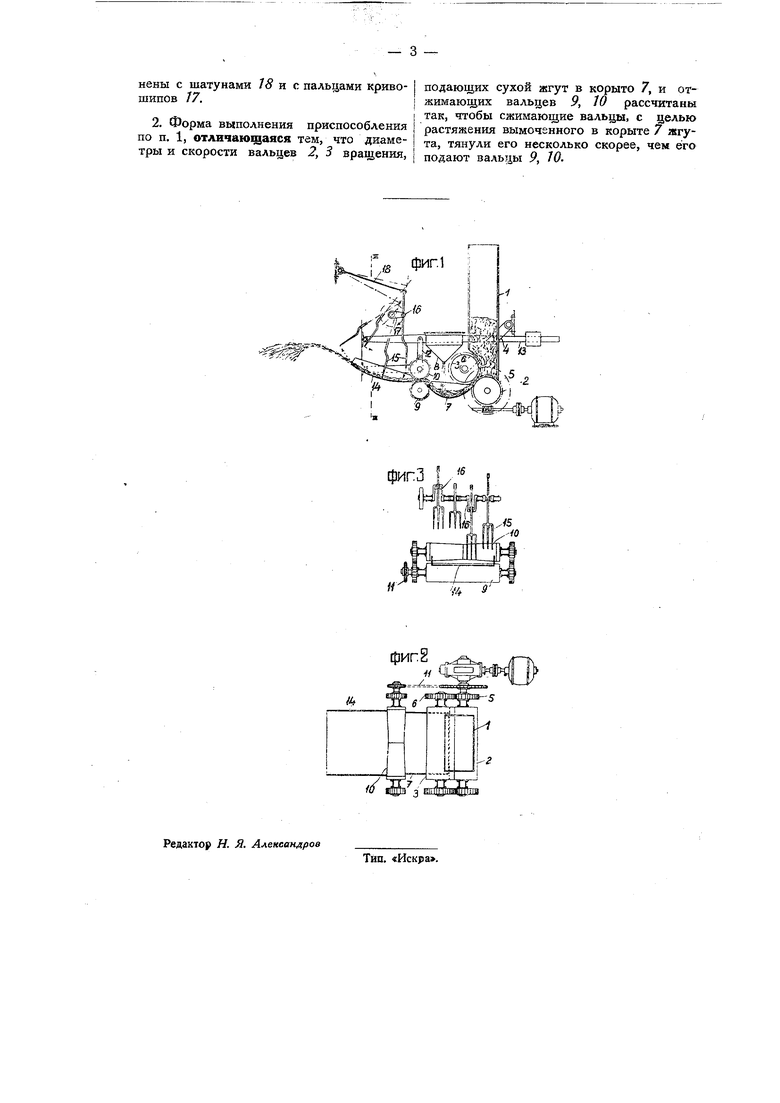
На чертеже фиг. 1 изображает вертикальный разрез приспособления; фиг. 2- вид сверху того же п эиспособлзния; фиг. 3-разрез того же приспособлзния по III-III на фиг. 1. 491
Изобрзтение предназначается для использования в устройствах для изготовления строительных плит из отвгрдзвших и склзенных волокнистых веществ,например, стронтзльных плит из древесной шерсти, пропитанной и склеенной цементом Сореля или другим связующим агентом. Обычно формование происходит частично механическим путем, а именно: волокнистое вещество в форме жгута пропускается на конвейера чзрзз камеру схватывания и затем разделяется на плиты, причем пропитка вещества эмульсией и укладка в формы производится большей частью вручную. После пропитки излишек эмульсии может быть удален отжиманием веществ мзжду дырчатыми вручную.
Предлагаемое приспособление предназначается для производства указанной обработки машинным путем и непрзрывжестяными листами и т. п. После . этой операции масса укладывается в формы
ным процессом. Рыхлый жгут волокнистого вещества пропускается через эмульсионную ванну при помощи двух пар вальцзв, из которых одна пара тодкает жгут в эмульсионное корыто, а другая, вращающаяся с большей скоростью, вытаскивает жгут, который таким образом подвергается некоторому растяжению, что имеет большое значзние для хорошей пропитки материала. Вытаскиваемый отжимающими валками жгут до подачи в формовочную машину подвергается разрыхлению и подается в формовочную машину или на транспортер, ведущий к формовочной машине в виде однородной массы.
Д,ля разрыхления и подачи служат особые вилы, описывающие при помощи особого кривошипного и рычажного механизма приблизительно овальную траекторию, отрывая при своем перемещении небольшие куски от двигающегося жгута и перекидывая на равномерно перемещающийся конвейер, ведущий к формовочной машине. Так как расстояние, на котороз вилы отбрасывает материал, зависит от массы оторванной части, .то такая обработка, повторенная несколько раз, дает однородно разрыхлелный материал.
Древес:.ая шзрсть забрасывается в прямую корсбку / (фиг. 1), дно которой образуется вальцамм из валков 2 и Д. Валок 2 закреплен ка месте и вращается мотором посредством червячной передачи. Валок 5 может перемещаться по штанге - и получает вращение от зубчатки 5, заклиненной на оси валка 2 и сцепляющейся с зубчаткой. Подвижная установка валка имеет целью сохранить постоянство давления на жгут. К вальцам примыкает корьгго 7, в которое постоянно притекает эмульсия из бака 8, снабженного регулируемым выпускным отверстием. Передний край корыта примыкает к нижнему валку пары отжимных вальцев 9, 10, вращающихся от валка 2 при помощи цепи 7/ (фиг. 2). Верхний валок 10 захватывается рычагом /2 (фиг. 1), на который нажимает снабженный грузом рычаг 13. Давление регул:лруется перестановкой груза. К отжимным валкам примыкает корыто 14, выгнутое в продольном направлении дугой. Вилы 15 связаны с пальцами кривошипов /7 в точках }6 к с шатунами /8. Такой привод сообщает вилам -эллиптическсе перемещение в продольном по отношению к корыту J4 направлении. Древесная шерсть, наполняющая коробку 7, получает в ней форму рыхлого жгута. Валки 2, 3 вытягивают его из коробки и сжимают. Другой задачей этой пары валков яв;;яется проталкивание жгута вдоль дна корыта 7, наполненного частично эмульсией. Валки 9, 10 вытягивают жгут из корыта со скоростью, несколько большей скорости проталкивания жгута валками 2, 3. Благодаря этому жгут, при прохождении через корыто 7, несколько растягивается и разрыхляется, что способствует лучшей его пропитке. Избыток эмульсии отжимается при выходе жгута из корыта и снова попадает в корыто. Опыт показал, что равномерное отжимание только тогда имеет место, когда хотя бы один валок из пары вальцев 9, 10 несколько тоньше посредине, чем по краям. Освобожденный от излишка эмульсии жгут не имеет повсюду одинаковой толщины и должен поэтому получить более однородную структуру раньше, чем поступить в формовочную машину. Эту задачу выполняют вилы 75 (фиг. 1 и 3), которые разрыхляют жгут и выбрасывают его частями на транспортер, ведущий к формовочной машине. Куски жгута, отрываемые вилами, имеют приблизительно одинаковые размеры, однако сопротивление воздуха перемещению перекидываемых частей зависит от массы их, и потому материал, укладывающийся на транспортер, отличается большой однородностью. Если нужно, то обработку жгута вилами можно произвести дважды.
Предмет пат-ента.
1. Приспособление для подготовки массы при производстве строительных плит из древесной шерсти и тому подобных волоконистых веществ с цементом Сореля или иным вяжущим веществом, с применением вальцов для подачи и отжимакия массы и вил для ее разрыхления и, перебрасывания к формам, отличающееся тем, что вилы /5 шарнирно сочлейены с шатунами 18 vi с пальцами криво- | подающих сухой жгут в корыто 7, и отшипов 17. жимающих вальцев 9, 10 рассчитаны
2. Форма выполнения приспособления по п. 1, отличающаяся тем, что диаметры и скорости вальцев 2, 3 вращения, j подают вальцы Р, 70.
так, чтобы сжимающие вальцы, с целью растяжения вымоченного в корыте 7 жгута, тянули его несколько скорее, чем его
f 6
фигЗ
%
фигЕ
уДЙ ГщТп 1 iiji-

