Изобретение относится к трубопрокатному производству, в частности к холодной и теплой прокатке профильных бесшовных и сварных труб с различными профилями наружной и внутренней новерхности.
Известны способы холодной прокатки труб, по которым деформации исходной круглой заготовки осуш,ествляют на расширяющейся по ходу прокатки оправке, в калибре с постоянным расстоянпем от его верн1ипы до оси прокатки.
Такой способ позволяет получать трубы с круглым наружным и внутренним профилями, т. е. цилиндрические, прокаткой на роликовом стане.
По предложенному снособу, для получения труб иекруглого наружного и внутреннего нрофилей на пилигрнмовом валком стане деформацию заготовки осуществляют валками, профиль которых по всей длине окружиости соответствует требуемому нарулсному профилю готовой трубы, а профиль оправки по ходу прокатки выполнен переменным от исходного круглого до заданного внутреннего профиля готовой трубы.
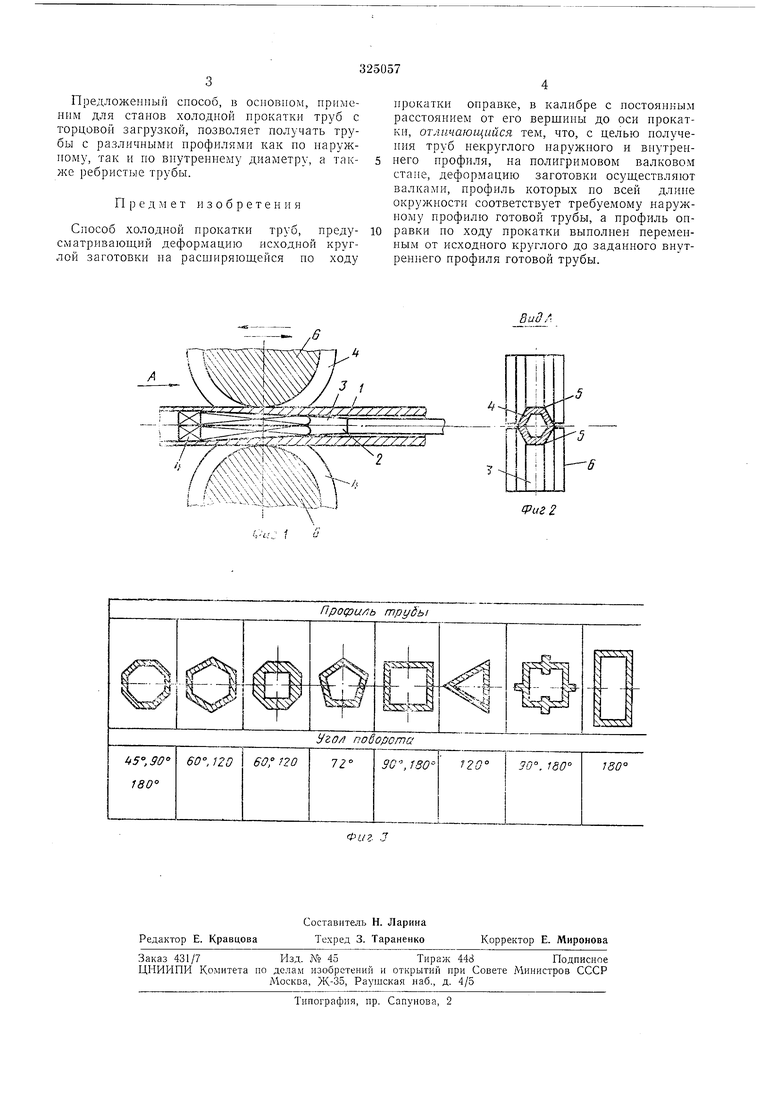
(с указанием углов )юворота заготовки для каждого конкретного профиля).
Исходную трубную заготовку / надевают на онравку 2, профиль которой но ходу нрокатки выполнен неременным от исходиого круглого 3 до заданного нрофиля 4, соответствуюи его внутренне.му профилю готовой трубы, и деформируется при возвратно-поступателыюм неремен1,епии клети в ирофнльном калнбре 5 с ностоянным расстоянием от его вершнны до осп прокатки. Профиль ручьев валков 6, образующих калибр, по всей длине окружности соответствует требуемому наружному профилю готовой трубы и имеет ностоянный катающий радиус и ностоянное ноперечное сечение.
Чтобы при деформаци не ироисходило редуцирования наружного диаметра заготовки, но осуществлялось бы обжатие и одновременно формоизменение стенки заготовки поперечное сечение оправки постепенно возрастает в сторону выхода готовой трубы. В начале сечение - круглое, постепенно оно переходит в профиль, соответствующий виутрениему диаметру трубы.
Предложенный способ, в основном, нрнменым для станов холодной прокатки труб с торцовой загрузкой, позволяет получать трубы с различными профилями как по наружному, так и но внутреннему диаметру, а также ребристые трубы.
П р е д 1 е т изобретения
Способ холодной прокатки труб, предусматривающий деформацию исходной круглой заготовки на расширяющейся но ходу
прокатки оправке, в калибре с постоянным расстоянием от его верщипы до оси прокатки, отличающийся тем, что, с целью получения труб иекруглого наружного и внутреинего профиля, иа полигримовом валковом стане, деформацию заготовки осуществляют валками, профиль которых по всей длине окружности соответствует требуемому наружному профилю готовой трубы, а профиль оиравки но ходу прокатки выполнен переменным от исходного круглого до заданного внутреннего ирофиля готовой трубы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1972 |
|
SU328956A1 |
| СПОСОБ ПРОИЗВОДСТВА ТРУБ НА СТАНАХ ХОЛОДНОЙ ПРОКАТКИ | 1969 |
|
SU250861A1 |
| Способ изготовления труб с продольными наружными ребрами | 1977 |
|
SU738714A1 |
| Способ холодной пилигримовой прокатки профильных труб | 1989 |
|
SU1708454A1 |
| КОМПЛЕКТ РАБОЧЕГО ИНСТРУМЕНТА ДЛЯ ПИЛЬГЕРНОЙ ПРОКАТКИ ТОНКОСТЕННЫХ ТИТАНОВЫХ ТРУБ ИЗ (α+β)-ТИТАНОВОГО СПЛАВА | 2021 |
|
RU2769137C1 |
| СПОСОБ ПИЛИГРИМОВОЙ ПРОКАТКИ ПРОФИЛЬНЫХ ТРУБ | 1967 |
|
SU205791A1 |
| Способ изготовления тонкостенных холоднодеформированных труб шестигранного сечения | 2023 |
|
RU2812288C1 |
| Технологический инструмент для холодной прокатки труб | 1978 |
|
SU880524A1 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА^.ГСОЮЗНАЯ, . ,.,-,,.,,,, р.-if;; ,1 ,: :;,;—..ЛЬ;-.'.t-.-S^^i'::jv.^,jV.O"'tKA | 1971 |
|
SU320319A1 |
| Способ изготовления конических холоднокатаных труб | 1982 |
|
SU1172622A1 |
трубы
У го/} поворота
60f 20
60°: 120
72
fPuZZ
9G--,1SOФиг- J
