Известны многороликовые раскатки, в которых ролики опираются на коническую втулку, связанную со шпинделем, и имеют возможность автоматического перемещения ири взаимодействии штока шпинделя с упором.
В предлагаемой раскатке шток выполнен в виде копира, с которым контактируют тол.катели шарикового привода, устанавливаемого в шпинделе и сообш,ающего ему осевое перемещение. Такая конструкция раскатки дает возможность обрабатывать детали, имеющие слолшые очертания и, следовательно, переменную радиальную жесткость, например цилиндры четырехтактных автомобильных двигателей.
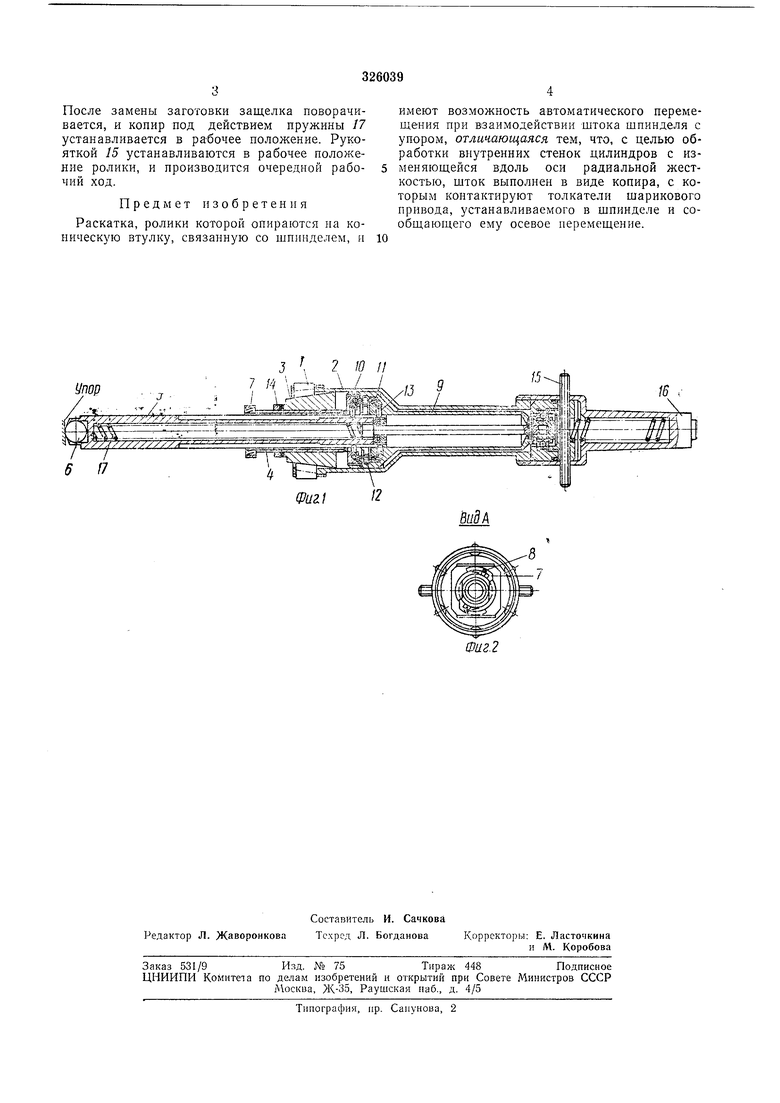
На фиг. 1 изображена описываемая раскатка в осевом разрезе; на фиг. 2 - то же, вид по стрелке Л на фиг. 1.
Ролики /, установленные в сепараторе 2, опираются на коническую втулку 3, соединенную со шпинделем 4, шток которого представляет собой копир 5, оканчивающийся завальцованной щариковой опорой 6. Подпружиненные защелки 7 на осях 8 крепятся к стойкам (не показаны), которые посредством резьбы соединены со шпинделем, а нижней гладкой частью входят в направляющий паз копира для предотвращения его поворота относительно шпинделя. В корпусе привода 9 и гайке 10 имеются отверстия для размещения в них
шариков 11, соприкасающихся с регулировочными винтами 12 щцинделя 4 и толкателями 13, входящими в пазы копира 5. Установка номинального натяга производится перемещением конической втулки по резьбе шпинделя с последующей фиксацией гайкой 14. Поворотом рукоятки 15 по фигурному пазу конуса 16, соединенного с сепаратором, ролики устанавливаются в рабочее
положение.
В процессе обработки шариковая опора 6 контактирует с упором, и копир, сжимая иружину П, вдвигается в шпиндель. При этом толкатели, два из которых располол ены впереди фланца шпинделя, а два других - в диаметрально противоположной плоскости сзади него, перемещаются вдоль своей оси при изменении глубины спрофилированных по детали пазов. С увеличением глубины пазов для
иередних толкателей и уменьшением ее для задних передние толкатели перемещаются к центру, а задние - от центра. Через шарики 11 движение передается на фланец шпинделя 4 и через него на коническую втулку 3, в результате чего происходит увеличение натяга. При противоположном профилировании пазов натяг уменьшается.
После замены заготовки защелка поворачивается, и копир под действием пружины 17 устанавливается в рабочее положение. Рукояткой /5 устанавливаются в рабочее положение ролики, и производится очередной рабочий ход.
Предмет изобретения
Раскатка, ролики которой опираются на коническую втулку, связанную со шпинделем, и
имеют возможность автоматического перемещения при взаимодействии штока щпинделя с упором, отличающаяся тем, что, с целью обработки внутренних стенок цилиндров с изменяющейся вдоль оси радиальной жесткостью, шток выполнен в виде копира, с которым контактируют толкатели щарикового привода, устанавливаемого в шпинделе и сообщающего ему осевое перемещение.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многороликовая раскатка | 1979 |
|
SU825309A1 |
| МНОГОРОЛИКОВАЯ РАСКАТКА | 1966 |
|
SU185230A1 |
| СТАНОК ДЛЯ РАСКАТКИ ТРУБ | 2018 |
|
RU2702526C1 |
| Устройство для автоматической подналадки осевого инструмента | 1983 |
|
SU1117199A1 |
| АВТОМАТ ДЛЯ ПОДРЕЗАНИЯ ТОРЦА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ТОНКОСТЕННЫХ СТАКАНОВ -. | 1970 |
|
SU275643A1 |
| Привод шпинделя для вибрационного резания | 1986 |
|
SU1373488A1 |
| РОЛИКОВАЯ РАСКАТКА | 1989 |
|
SU1660325A1 |
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ ДЛЯ ОДНОВРЕМЕННОЙ РАСТОЧКИ И РАСКАТКИ ОТВЕРСТИЙ | 1993 |
|
RU2074085C1 |
| Устройство для спуска и подъема объектов | 1982 |
|
SU1082751A1 |
| Станок для шлифования огнеупорных камней | 1936 |
|
SU49924A1 |
J Ю // I 1 ш д «4§4ч//J
