Изобретение относится к области машиностроения и может быть использовано при обработке внутренних поверхностей деталей, например гильз гидроцилиндров, пластическим деформированием.
Цель изобретения повышение качества деталей за счет увеличения жесткости раскатки.
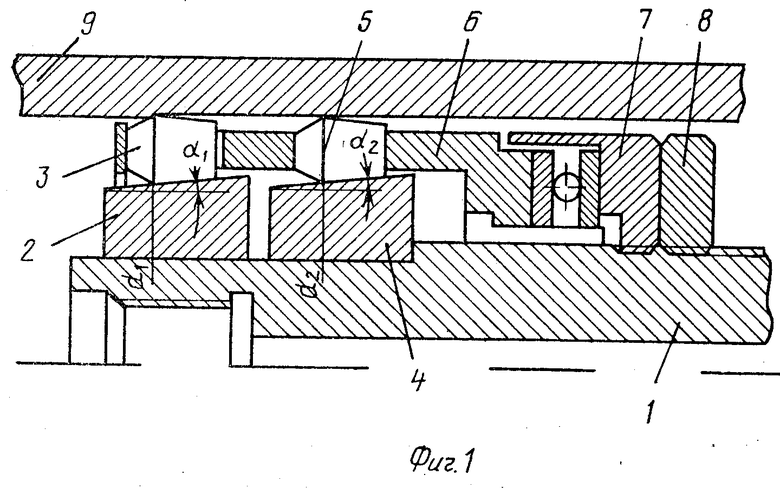
На фиг.1 представлен фрагмент роликовой раскатки, продольный разрез; на фиг. 2 каплевидный отпечаток роликов первого ряда; на фиг.3 то же, второго ряда.
Раскатка состоит из цилиндрической оправки 1, на которой размещены конические опорные втулка 2 первого ряда роликов 3 и втулка 4 второго ряда роликов 5. Конические втулки 2 и 4 имеют различные углы α1 и α2 наклона, причем α1 меньше α2, и различные исполнительные диаметры d1 и d2, причем d1 меньше d2. Ролики 3 и 5 установлены в спаренном сепараторе 6 таким образом, что исключается возможность осевого перемещения, в результате чего расстояние между максимальными диаметрами роликов сохраняется постоянным. Установочные размеры роликов настраиваются принудительно вращением регулировочной гайки 7 и контргайки 8. Деталь обозначена цифрой 9.
Угол α1 наклона образующей конуса втулки первого ряда роликов равен 1о10I, а угол α2 образующей конуса втулки второго ряда роликов равен 2о. Величина диаметров конических опорных втулок устанавливается в зависимости от диаметра обрабатываемой детали. Для обработки цилиндров с диаметром отверстий 160Н9 (+0,1) d1 равен 123,23 мм, d2 равен 123,26 мм.
Раскатка работает следующим образом.
В исходном положении с помощью регулировочной гайки 7 и контргайки 8 настраивают установочный размер деформирующих роликов 3 и 5. Получая осевое перемещение от привода станка (движение подачи), раскатка с натягом входит во вращающуюся деталь 9. Поочередно деформируя обрабатываемую поверхность, ролики 3 первого ряда обеспечивают создание необходимых остаточных напряжений, а ролики 5 второго ряда за счет больших диаметра и угла образующей конуса втулки 4 обеспечивают необходимую шероховатость и точность обрабатываемой поверхности.
Использование данной раскатки позволяет за счет обеспечения стабильной точности размеров и шероховатости поверхности повысить качество обрабатываемых деталей, например гильз гидроцилиндров механизированных крепей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ РАСКАТКИ ТРУБ | 2018 |
|
RU2702526C1 |
| Устройство для чистовой и упрочняющей обработки цилиндрических отверстий | 1990 |
|
SU1738617A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ГОЛОВКОЙ И КОНИЧЕСКИМ УЧАСТКОМ НА СТЕРЖНЕ | 2007 |
|
RU2336143C1 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ПОЛЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 1996 |
|
RU2106217C1 |
| Технологический инструмент стана винтовой прокатки | 1988 |
|
SU1666237A1 |
| СПОСОБ ПОЛУЧЕНИЯ БУРТОВ НА ТРУБЧАТЫХ ЗАГОТОВКАХ РАСКАТКОЙ | 2006 |
|
RU2304033C1 |
| МНОГОРЯДНАЯ РАСКАТКА | 1995 |
|
RU2095226C1 |
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ОТВЕРСТИЙ МЕТОДОМ ПОВЕРХНОСТНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ | 1994 |
|
RU2082591C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ИЗДЕЛИЙ | 1992 |
|
RU2025180C1 |
| Устройство для торцовой раскатки осесимметричных изделий | 1985 |
|
SU1291260A1 |
Изобретение относится к области машиностроения и может быть использовано при обработке внутренних поверхностей деталей, например гильз гидроцилиндров, пластическим деформированием. Целью изобретения является повышение качества обработки за счет увеличения жесткости раскатки. Это достигается тем, что в роликовой раскатке, содержащей два ряда деформирующих роликов, опирающися на конические втулки, установленные на оправке, угол наклона образующей конуса втулки первого ряда роликов меньше угла наклона образующей конуса втулки второго ряда роликов на 0°45′ - 1° а диаметр конической втулки первого ряда меньше диаметра втулки второго ряда на 0,02-0,03 мм. Это позволяет устранять дефекты поверхности, в частности ее волнистость и шероховатость, образуемые в результате обработки первым рядом роликов. 3 ил.
РОЛИКОВАЯ РАСКАТКА, содержащая оправку, сепаратор с двумя рядами деформирующих роликов, опирающихся на конические втулки, размещенные на оправке, отличающаяся тем, что, с целью повышения качества обработки за счет увеличения жесткости раскатки, угол наклона образующей конуса втулки первого ряда роликов выполнен меньше угла наклона образующей конуса втулки второго ряда роликов на 0°45′-1°, а наибольший диаметр втулки первого ряда роликов - меньше наибольшего диаметра втулки второго ряда роликов на 0,02 0,03 мм.
| Лурье Г | |||
| Б | |||
| и Штейнберг Я | |||
| И | |||
| Упрочняюще-отделочная обработка рабочих поверхностей деталей машин поверхностным пластическим деформированием | |||
| М.: НИИМАШ., 1971, с.72, рис | |||
| Механический грохот | 1922 |
|
SU41A1 |
