Изобретение относится к устройству для сварки иоворотных стыков труб и может быть применено при сварке трубопроводов и различных трубных коммуникаций.
Известное устройство для сварки иоворотных стыков труб содержит сварочную горелку и вращатель с приводной цилиндрической опорой.
Предлагаемое устройство в отличие or известного обеспечивает повышение качества сварного соедннеппя и увеличение ироизводительности нроцесса. Для этого приводная цилиндрическая опора размеш,ена в полости трубы под стыком, а снарул.и трубы в зоне сварки установлена прижимиая фигурная скоба, па которой с обеих сторон сварочной горелки смонтированы свободно вращающиеся ролики. Скоба установлена с возможностью неремещеиия в вертикальной нлоскости относительно свариваемых труб. При этом форма рабочей поверхности ролика, установленного по ходу вращения трубы перед сварочной горелкой, выполнена в соответствии с разделкой сварного стыка, а форма рабочей поверхности ролика, установленного по ходу вращения трубы за сварочной горелкой, выполнена с окружной канавкой, соответствующей конфигурации сварного щва. Приводная цилиндрическая опора выполнена с канавкой для формирования щва.
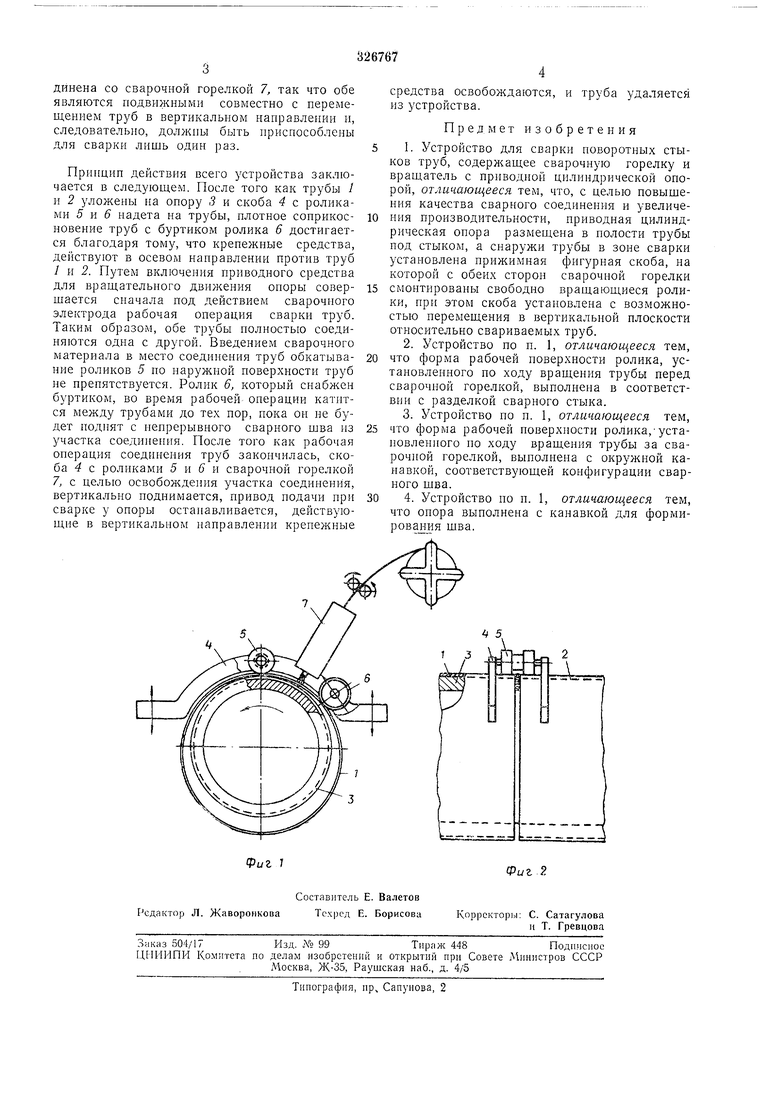
На фиг. 1 изображено 01Н)сываемое устройство, вид сиереди; на фиг. 2 - то же, вид сбоку. Свариваемые в стык трубы i п 2 лежат на
оноре 3, которая во время сварки вращается в соответствии с иодачей при сварке. Путем опускаппя скобы 4 устаиовленные на ней с возможностью вращения ролики 5 и 6 надеваются на свариваемые ко1щы труб и прижимают трубы к опоре так, что смещенпе под сварочпо горелкой 7 устраняется, li соеднняем1;1е трубы вращаются совместно с oiiopoii. Ролнк и установлен сзадн сварочной горелки 7 и снабжен окружно канавкой, сварочный шов не касается ролика 5, тем самым обеспечивается безупречная онора носледпего на уже сваренной части наружной новерхности труб. Ролик 6, наоборот, снабжен окружным буртиком, который катится между свариваемымн трубами, и поэтому сохраняется правильный равномерный зазор при сварке. При этом крепежные средства, действующие в осевом наиравлении, прижимают трубы к буртику ролика 6. Если обработка должна
нронзводиться без воздунлного зазора, то ролик 6 заменяется роликом 5 с окружной канавкой.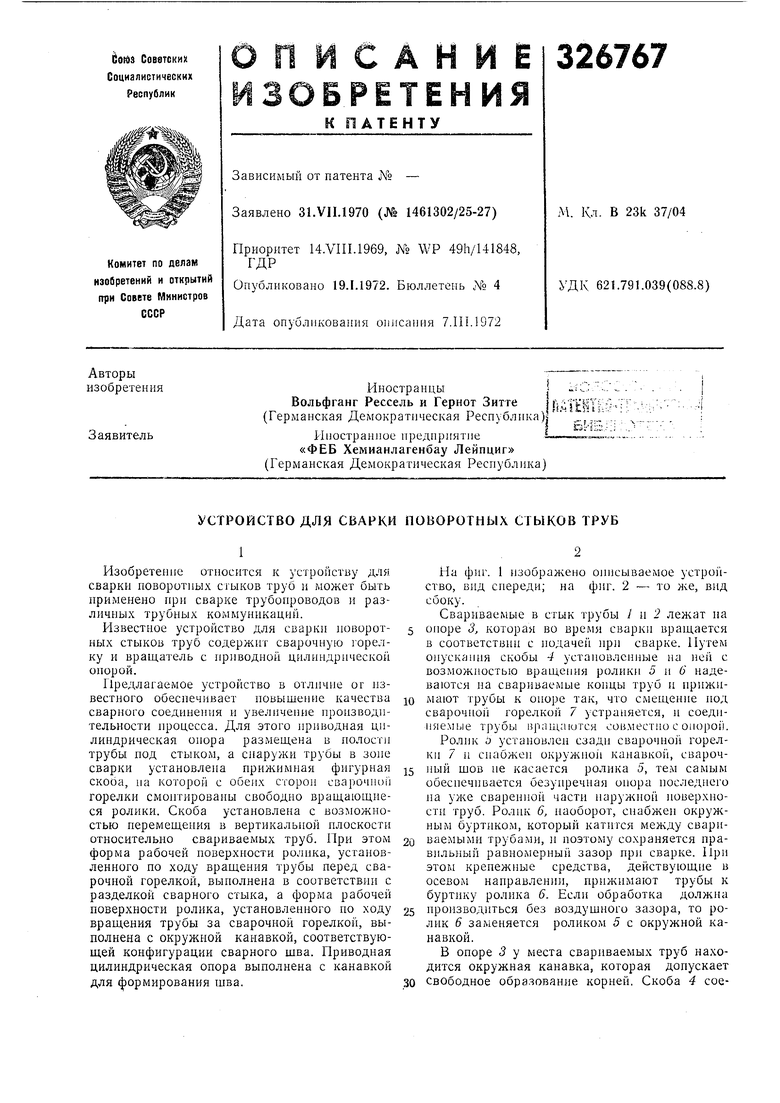
| название | год | авторы | номер документа |
|---|---|---|---|
| НАТЯЖНОЕ УСТРОЙСТВО ДЛЯ ЦЕПЕЙ И КАНАТОВ | 1970 |
|
SU286661A1 |
| ЮТЕНЛ 1 | 1971 |
|
SU298092A1 |
| СПОСОБ ВЕРТИКАЛБНОЙ СВАРКИ | 1971 |
|
SU291420A1 |
| УСТРОЙСТВО для ТРАНСПОРТИРОВКИ ПЕРФОКАРТ | 1970 |
|
SU281296A1 |
| МНОГОПОЛЮСНЫЙ ШТЕПСЕЛЬНЫЙ РАЗЪЕМ | 1967 |
|
SU201492A1 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ТЕРМИТНОЙ СВАРКИ | 1967 |
|
SU190181A1 |
| УСТРОЙСТВО для СВАРКИ ПЛЕНОЧНЫХ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 1967 |
|
SU196283A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 2017 |
|
RU2678552C1 |
| УСТРОЙСТВО для ФОРМОВАНИЯ ДЕТАЛЕЙ ШВЕЙНЫХ ИЗДЕЛИЙ | 1972 |
|
SU341253A1 |
| УСТРОЙСТВО для ОСТАНОВА ШВЕЙНОЙ МАШИНЫ, ПРИВОДИМОЙ в ДЕЙСТВИЕ СЦЕПНЫМ МОТОРОМ | 1971 |
|
SU296327A1 |
