Известны литейные формы для термитной сварки, содержащие камеру, в которой происходит термитная реакция, с выпускным каналом и самопроплазляющимся затвором, полость для термитного облива, выпорную систему и приемную камеру, соединенную с полостью для термитного облива сквозным каналом. Выпускной и сквозной каналы симметричны оси формы.
Предложенная литейная форма отличается тем, что ее выпускной канал и канал, соеди-няющий приемную камеру с полостью для термитного облива, размещены по обе стороны относительно вертикальной оси симметрии формы.
Такое конструктивное решение литейной формы позволяет производить сварку арматурной стали с различными по величине зазорами между свариваемыми деталями и получать качественное сварное соединение.
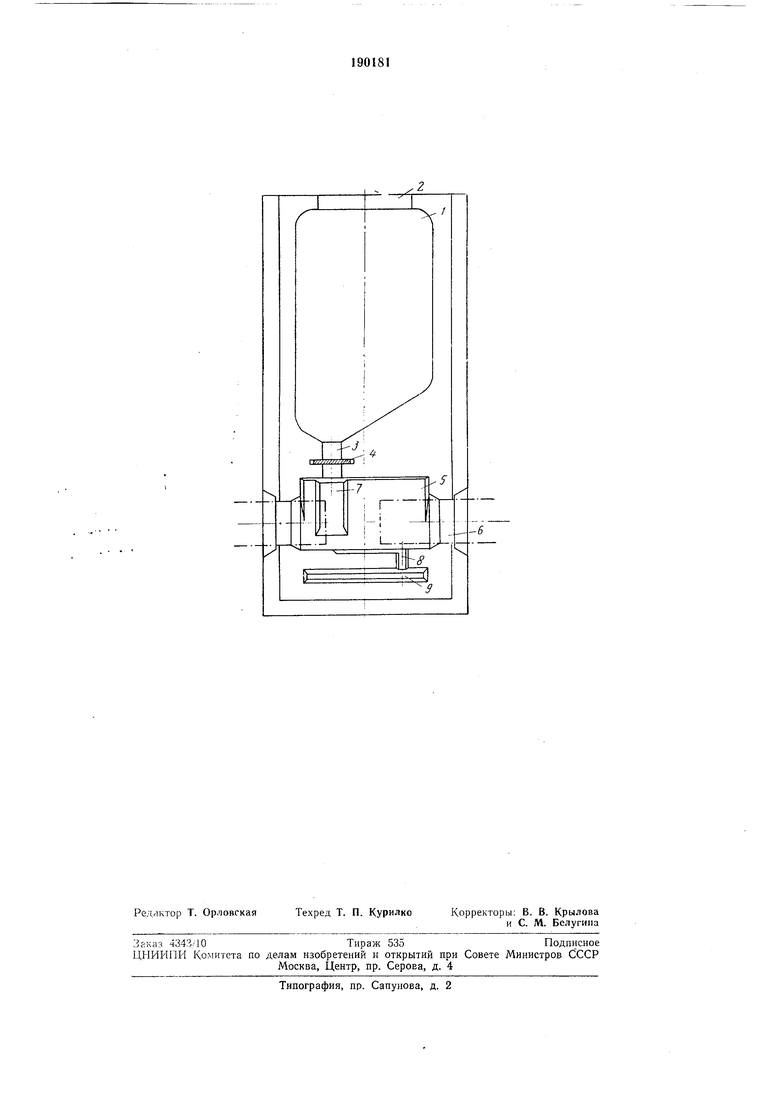
На чертеже схематично представлена предложенная литейная форма для термитной сварки в общем виде.
Камера 1, в которой происходит термитная реакция, снабжена впускным отверстием 2 для подачи термитной сварочной массы и выпускным каналом 3 с самопроплавляющимся затвором в виде разделительной пластинки 4.
разделительная пластинка расплавляется и жидкая сталь поступает в полость 5 для термитного облива, в которую подают свариваемую арматурную сталь 6. Под выпускным ка5 налом расположена выпорная система 7.
Полость для термитного облива соединена сквозным каналом 8 с приемной камерой 9. Выпускной и сквозной каналы размещены по обе стороны от вертикальной оси симметрии
0 литейной формы.
Предмет изобретения
Литейная форма для термитной сварки, преимущественно для сварки арматурной ста5ли, содержащая камеру, в которой происходит термитная реакция, с выпускным каналом и самопроплавляющимся затвором, полость для термптного облива, выпорную систему и приемную камеру, соединенную с полостью;
0 для термитного облива сквозным каналом, отличающаяся тем, что, с целью обеспечения сварки арматурной стали с различными по величине зазорами между свариваемыми деталями и повышения качества сварного соединения, ее выпускной канал и канал, соединяющий приемную камеру с полостью для термитного облива, размещены по обе стороны относительно вертикальной оси симметрии формы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Литейная форма для термитной сварки | 1988 |
|
SU1496965A1 |
| Литейная форма для термитной сварки | 1987 |
|
SU1426729A1 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ТЕРМИТНОЙ СВАРКИ | 1967 |
|
SU196532A1 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ АЛЮМИНОТЕРМИТНОЙ СВАРКИ РЕЛЬСОВ | 1997 |
|
RU2116875C1 |
| Форма для термитной сварки | 1988 |
|
SU1569147A1 |
| Способ термитной сварки рельсов | 1935 |
|
SU48427A1 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ АЛЮМИНОТЕРМИТНОЙ СВАРКИ РЕЛЬСОВ | 2012 |
|
RU2559388C2 |
| Способ контактной рельефной сварки | 1987 |
|
SU1518099A1 |
| Форма для термитной сварки арматурных стержней | 1990 |
|
SU1808586A1 |
| Форма для термитной сварки | 1989 |
|
SU1738558A1 |