Иавестно ycTipoftcT.BO для сварки и иаплавки в режиме коротких замыканий дугового промежутка, ;соде|ржа1дее силовую рабочую дапь с дросселем, уста.новленнььм |П|ОСЛ.едователь Н10 со сварочной гол101В1к,ой, подключенную .к регулируемому 1истрчиику инташия, и экстремальный peгyлятqp частоты коротких замыканий, воздействующ.ий «а юыхойное на1П|ряжвние мюточЕика 1п,ита(ЕИя.
Предложанионе уст1ройство отл ичает1ся тем, что lOHO дополнительно снабжено блоком opaiBнения дей1ст.в-и тельной величины отношения длительности «аротюих замыканий « длительности цикла с заданным значением, воздействующи.м на дроссель. Это шоаволяет уменьшить разбрызгивание и .повысить качество сварки.
Изобретение .поясняется чертежом.
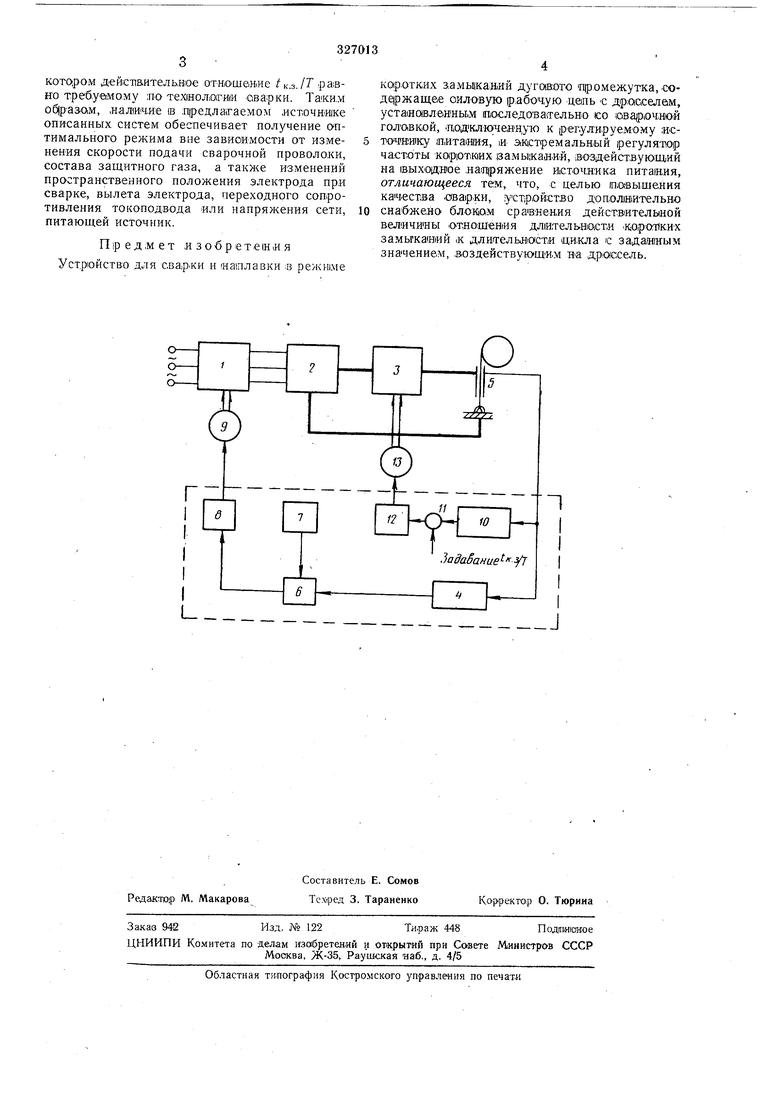
Предлагаемое у|стройство для сварки электродной проволокой, пла;вящейся врежимекоротких замыкапий, состоит из сварочного регулируемого трансформатора 1, блока 2 диодов дросселя 3, индуктивность котарого также .можно .регулирО;Бать, и блока управления (inoказаи на чертеже пунктиро,м). Последний состоит из системы .авто,матическ101г.о ноиска мак|Сим.ума частоты коротких замы.каний т системы а.втоматич,еской стабилизации заданного отношения fK.3./T.
ватель 4, KOTqpbm образует на своем выходе им1пульсы со строго определенными параметрами, частота которых paiHHa частоте импульсов напряжения, снимаемото со сварочной горелки 5. Эти имнульсы .поступают на вход анализахора 6 |Приращений частоты, который, ора1В1ни1вая средн1ие значения частоты ко|ротких замьгканий :в пределах двух равных соседних интервалов времени, определяемых задатч иком 7 временных интервалов, образует на своем выходе напряжение, прямо 1про,порциональное разности этих двух частот. Это напряжение усиливается но мош,ности в усилителе 8 и поступает па электродвигатель 9 ир1ивода регулято1ра сил-авого тр.ансф арматор а. По следний устанавливает та/кое .выходное напряжение сил1о;вото трансфар|Матора, лрм ;которо:м частота коротких замыканий .максимальна.
Система автоматической стабилизации заданного отношения 1к.з./Г содержит измеритель 10 этого отношения, преобрЗзующнй импульс на|прял евия, снимаемого со сварочной горелки, в .выходной сигнал, напряжение коTOiporo пря:мо П ропорциона.льно указанному отношению. Этот сигнал юраанивается устройством 11 с задаваемым, и их разность, усиленная по М|ОШ,ности усил ителем 12, загставляет элект1родв(игатель 13 привода регулятор а стабилизирующего дросселя устано.вить такое значение индуктивнюстн этого дросселя, при
котором д«йст|аительн1ое отношвнгие (к.з./Т равно требуемому :по технологии сварки. .м об|р-ааам, .наличие IB лредлатаемом .источимке описанных систем обеспечивает получение антимального режима вне зависимости от изменения скорости подачи сварочной проволоки, состава защитного газа, а также изменений пространственного положения электрода при сварке, вылета электрода, переходного сопротивления токоподвода «ли напряжения сети, питающей источник.
П ip е д ,м е т изобретения Устрюйство для с.вар.ки н «ашлавки ;в режиме
кар-отких з,амы|кааий дугавото пр.омежутка, соде|ржащбе силовую рлбочую Цель с драоселем, устаяовлеинЫсМ 1П10Следова1тельно со (Ова|р|0члой головкой, додключендую к регулируемому исто1ШИ1ку 1н,ита1нш я, л ак|стремальный регулятор частоты карютюих за,мы|кайий, воздействующий на йыходиое лаицряжение источника питаиия, отличающееся тем, что, с целью (повышения качества .оварКи, уст|рой;ство ДОпол1Бительно снабжено блокам сра яения действительной величины отношевия длительности .KiOpOrrtKHx замьгкаиий ж длительности цикла с задаиным значением, аоздействуюЩИ.м в-а дроссель.