Изобретение относится к дополнительной схеме для технологических питающих линий сварочной или резательной горелки согласно родовому понятию пункта 1 формулы изобретения и к кабельной сборке с дополнительной схемой согласно пункту 18 формулы изобретения.
Для термических способов соединения требуется энергия, чтобы расплавить заготовки и соединить их. Наряду со способами с использованием электродов (E-Hand) в металлообработке применяют, как правило, прежде всего «MIG»- и «MAG»-способы сварки («MSG-способы»), а также «WIG»- и «плазменные» способы электродуговой сварки, с их гибридными лазерными способами. Целью изобретения также являются резательная горелка на основе плазмы и гибридной плазменной сварки, равно как и способы, в которых подводят горячую присадочную проволоку, что тем самым, кроме названных способов, также включает способы с использованием лазерного пучка.
В способах дуговой сварки в среде защитного газа с плавящимся электродом (MSG) под «MIG» понимают «металл-инертный газ», и «MAG» подразумевает «металл-активный газ». В способах дуговой сварки в среде защитного газа с неплавящимся электродом (WSG) «WIG» означает «вольфрам-инертный газ». При машинной подаче сварочных или резательных горелок соответствующие изобретению кабельные сборки могут быть выполнены размещенными на механической руке робота. Но возможны также ручные или автоматизированные горелки.
Как правило, устройства для электродуговой сварки действуют для расплавления металла сварного шва электрической дугой между заготовкой и плавящимся или неплавящимся сварочным электродом. Наплавляемый металл, а также место сварки ограждены от атмосферных газов потоком защитного газа.
При этом сварочный электрод предусмотрен на корпусе горелки в сварочной горелке, которая соединена с аппаратом для дуговой сварки. Корпус горелки обычно содержит группу размещенных внутри проводящих сварочный ток узлов, которые проводят сварочный ток от источника сварочного тока в аппарате для дуговой сварки к наконечнику сварочной головки на сварочном электроде, чтобы тем самым создавать электрическую дугу между ним и заготовкой.
Поток защитного газа обтекает сварочный электрод, электрическую дугу, сварочную ванну и зону термического влияния на заготовке, и при этом подается в эти области через корпус горелки в сварочной горелке. Газовое сопло пропускает поток защитного газа к переднему концу головки горелки, где поток защитного газа примерно кольцеобразно выходит из головки горелки вокруг сварочного электрода.
Созданная для сварки электрическая дуга во время процесса сварки нагревает свариваемую заготовку, а также при необходимости подведенный наплавляемый металл так, что они расплавляются.
Кроме сварки, также принимают во внимание пайку, чтобы соединять детали из листового металла. При этом, в отличие от сварки, расплавляют не заготовку, а только присадочный материал. Это обусловлено тем, что при пайке две кромки соединяют друг с другом посредством припоя как присадочного материала. Температуры плавления материала припоя и материала заготовки далеки друг от друга, вследствие чего при обработке расплавляется только припой. Для пайки пригодны, наряду с WIG-, плазменной и MIG-горелками, также лазерные способы пайки.
Электродуговые способы пайки могут быть подразделены на способы пайки «металл-защитный газ» (MSG-L) и «вольфрам-защитный газ» (WSG-L). В качестве присадочного материала при этом используют главным образом проволочные материалы на медной основе, диапазон температур плавления которых является более низким, чем у основных материалов. Принцип электродуговой MSG-пайки в отношении технологического оборудования по существу идентичен MSG-сварке с использованием проволочного присадочного материала.
При пайке или сварке, как, например, при электродуговой сварке металлов, в зависимости от состава и загрязнений свариваемых или подвергаемых пайке материалов возникают в большей или меньшей степени значительные количества отчасти вредных для здоровья отходящих газов или дымов, которые не только ухудшают видимость места сварки или пайки, но также могут обусловливать вредные воздействия на здоровье пользователя сварочным или паяльным устройством, так как происходит раздражение глаз и органов дыхания. Соответственно этому, на практике уже разработаны различные устройства и способы, которые обеспечивают возможность отсасывания отходящих газов как можно ближе к месту их образования на горелке.
Патентный документ WO 2006/042572 A1 описывает сенсорное устройство для выявления положения и/или изменений положения горелки, вследствие чего может быть оказано влияние по меньшей мере на один параметр соединения, разделения или способа обработки поверхности, в частности, способа сварки, в зависимости от детектированных положения и/или изменений положения.
Из патентного документа WO 2013/166247 A1 известны системы и способы автоматического регулирования всасываемых через сварочный пистолет потоков дымов. Устройство имеет систему вакуумирования, которая предназначена для всасывания дымового потока в результате разрежения через внутренний проток для дыма в сварочном пистолете. Кроме того, предусмотрен датчик для измерения всасываемого потока пара.
В способах электродуговой сварки в атмосфере защитного газа с плавящимся электродом в так называемых устройствах подачи проволоки предусмотрен по меньшей мере один приводной элемент, который прилагает нажимное усилие к подаваемой проволоке, соответственно, к подаваемому проволочному электроду, и одновременно создает на них движение подачи.
Если нажимное давление, соответственно, нажимное усилие является слишком малым, это может приводить к так называемому проскальзыванию между приводным элементом и проволокой, соответственно, проволочным электродом. Однако, возникновения проскальзывания необходимо избегать при всех обстоятельствах, поскольку оно приводило бы к тому, что слишком мало материала плавящегося электрода подводилось бы на передний конец сварочной или паяльной горелки в зоне плавления.
Проскальзывание также зависит от скорости подачи, с которой проволока продвигается вперед. В ситуации, что эта скорость является слишком высокой, это также может приводить к нежелательному проскальзыванию. На этом основании скорость продвигаемого вперед предмета, в частности, проволоки, может быть измерена на ощупь или бесконтактно.
Из патентных документов DE 10 2008 039 025 A1 и EP 2 159 536 A2 известен способ бесконтактного измерения скорости и/или длины движущегося в продольном направлении прутка с помощью датчиков.
Из патентного документа EP 1 352 698 A1 известно устройство для подачи проволоки для сварочных установок с устройством для измерения скорости проволоки. Источник света освещает участок проволоки. Датчик CCD направлен на поверхность проволоки и регистрирует текстуру на поверхности проволоки.
Для охлаждения рукоятки сварочной или резательной горелки и/или внутренности рукоятки, в частности, всего внутреннего пространства рукоятки сварочной или резательной горелки, и газового сопла снаружи внутреннего пространства на стороне электрической дуги, из патентного документа 2 666 576 B1 известно подающее устройство, в частности, вентилятор или нагнетатель, который подает окружающий воздух в качестве охлаждающего воздуха по меньшей мере через один канал охлаждения в сварочной или резательной горелке.
Из патентного документа EP 3 235 105 B1 известна система отведения энергии из кабеля сварочного устройства. Устройство для получения энергии размещено вблизи кабеля сварочного устройства и предназначено для того, чтобы индуктивно получать электрическую энергию. Система отведения энергии также имеет выпрямитель, который электрически связан с устройством для получения энергии, и предназначен для того, чтобы полученную из кабеля сварочного устройства электрическую энергию преобразовывать в постоянный электрический ток. То есть, из этого решения предшествующего уровня техники явно следует индуктивно связанная дополнительная схема, которая не закреплена на кабеле сварочного устройства для непосредственного омического контакта или гальванической связи. Недостатком таких индуктивно связанных дополнительных схем является то, что электрическая энергия может быть отведена из кабеля подачи сварочного тока только тогда, когда изменяется магнитное поле вокруг кабеля подачи сварочного тока. Для этого неизбежно необходимы колебания тока, соответственно, изменения тока.
Из патентного документа US 2018/0021873 A1 известно сварочное устройство с токопроводящей линией связи. Подача тока связана с устройством управления сваркой, которое должно позволять оператору выбирать процессы сварки и их регулировки из отдаленного места в отношении подачи тока. Это устройство для управления сваркой снабжает током одно или многие вспомогательные устройства вблизи сварного шва, и через вспомогательный провод соединено с источником тока.
Патентный документ DE 202019001241 U1 относится к схеме защиты от перенапряжения с подачей сигнала о неисправности.
В отношении описанных выше датчиков, соответственно, сенсорных устройств, для регистрации положения и/или изменений положения горелки, или датчиков для измерения скорости и/или длины проволоки, или датчиков для измерения всасываемого разрежением потока паров, а также вентилятора для охлаждения или привода для продвижения проволоки, речь идет о так называемых периферийных устройствах.
При известных сварочных или резательных устройствах дополнительные потребители, в частности, также дисплеи и зонды, могут снабжаться, во-первых, посредством специального для источника тока подключения, как, например, так называемых шин, которые встроены в определяемый изготовителем источника тока контактный узел кабельной сборки. При этом недостаток состоит в том, что изготовители источника тока, как правило, не открывают эти контактный узел для третьих лиц, чтобы тем самым воспрепятствовать замене пользователем компонентов, в частности, кабельных сборок.
Во-вторых, возможно отведение энергии из открыто проложенных проводов в источнике тока, в частности, двигателе с проводным приводом. Правда, недостаток при этом заключается в том, что такие корпуса закрыты, чтобы предотвратить загрязнения, но также чтобы воспрепятствовать отводу энергии снаружи.
Кроме того, возможен отдельный входной коннектор на источнике тока, например, посредством USB-порта. Правда, такие коннекторы имеют только немногие источники тока, которые тогда, как правило, в основном предполагаются для обмена данными.
Отдельное энергоснабжение с блоком питания имеет такой недостаток, что, во-первых, тогда требуется дополнительный блок питания, и что применяются, как правило, блоки питания однофазного, и не трехфазного переменного тока, который, в частности, не всегда имеется в мастерских и на строительных участках. Кроме того, существуют многочисленные специфические для каждой страны коннекторы.
Кроме того, особая проблема состоит в обеспечении энергоснабжения, которое можно регулировать независимо от процесса сварки. А именно, возможно питание энергией от батарей или аккумуляторов, или от конденсаторов, правда, в случае батарей или аккумуляторов в качестве накопителей энергии для периферийных устройств могут быть неприемлемыми возможные транспортные проблемы вследствие специальных требований к безопасности, и также ввиду общих вопросов охраны окружающей среды и утилизации.
С учетом описанных выше недостатков, в основу изобретения положена задача создания системы автономного энергоснабжения для периферийных устройств, которая встроена в технологическую питающую линию, и не оказывает существенного влияния на электродуговой процесс.
Эта задача решена посредством дополнительной схемы для технологических питающих линий сварочной горелки или резательной горелки согласно пункту 1 формулы изобретения.
Кроме того, задача решена посредством кабельной сборки с дополнительной схемой согласно пункту 18 формулы изобретения.
Изобретение относится к дополнительной схеме для технологических питающих линий сварочной горелки или резательной горелки по меньшей мере с одним размещенным на ней соединительным устройством с источником сварочного тока, причем электрическая энергия и другие среды для сварочной или резательной горелки подаются через соединительное устройство и через, предпочтительно, проведенную в кабельной сборке сварочной горелки или резательной горелки, технологическую питающую линию.
Согласно изобретению, по меньшей мере один электрический технологический питающий провод отводит электрическую энергию для работы периферийных устройств, например, таких как датчики, приводной блок или вентилятор.
Другими словами, изобретение предлагает автономное энергоснабжение без физического подключения к специфическому для источника тока коннектору. В частности, речь может идти о параллельно подключенной электрической цепи тока, которая может обрабатывать еще и переменный входной сигнал, который имеет отношение к полярности, напряжению и динамике, в частности, могут быть обработаны частоты для тока и/или напряжения в процессах постоянного тока (DC), процессах постоянного пульсирующего тока (DC-импульсы) до 20 кГц, а также в процессах переменного тока (AC) в диапазоне от менее 50 Гц до 200 Гц.
В альтернативном варианте, электрическая цепь тока в упрощенном виде может быть приспособлена к конкретному входному сигналу, в частности, к преобладающему при MSG-вариантах применения DC-процессу. Кроме того, этот вариант исполнения также может быть использован при так называемых способах с горячей проволокой, которые прежде всего применяются при WIG- и плазменных способах, но также при лазерных способах, чтобы подводить дополнительную энергию.
Предусмотренное в кабельной сборке соединительное устройство служит для создания электрического и механического контакта кабельной сборки с источником сварочного тока. В кабельной сборке размещены технологические питающие линии для подведения электрической энергии и прочих сред, таких как защитный газ или сварочная проволока, к сварочной или резательной горелке. Когда кабельная сборка электрически соединена с источником сварочного тока, соответственно этому становится замкнутой электрическая цепь тока через электрическую дугу, горелку с кабельной сборкой и массовый кабель, соответственно, массовый провод.
Кроме того, изобретение обеспечивает благоприятную возможность того, что эта технологическая цепь тока используется незамкнутой, чтобы посредством соответствующей изобретению дополнительной схемы отводить электрическую энергию для питания периферийного устройства. Вместо этого достаточно, чтобы подавалось напряжение для технологической цепи тока - это происходит, в частности, в начале процесса, при котором напряжение подводится уже в момент продвижения проволоки, без замыкания технологической цепи тока, так как проволока еще не соприкоснулась с заготовкой, или также еще не была зажжена электрическая дуга.
Это энергоснабжение может быть использовано для периферийных устройств, например, таких как привод проволоки и его регуляторы, датчики, в частности, температурные датчики, или гиродатчики, или модули связи, такие как Bluetooth-передатчик или -приемник, устройства беспроводной локальной сети (WLAN), или светодиодное (LED) освещение, или датчик расхода воздуха, или тому подобные.
Кроме того, также возможно снабжение вентиляторов - во-первых, для охлаждения, в частности, в качестве так называемого принудительного воздушного охлаждения, и, во-вторых, также вентиляторов для всасывания дыма при сварочных работах.
Как было упомянуто, приводы с этим снабжением могут работать, так как нагрузка автономного энергоснабжения также достаточна для этого. Кроме того, также снабжение соответствующих регуляторов приводов представляет собой естественный и целесообразный вариант применения. Необходимая для приводов мощность может составлять до 100 Вт.
Подобные периферийные устройства предъявляют высокие требования к скорости подключения, в частности, должны обеспечивать время срабатывания менее 50 мсек. Иначе говоря, мощность отведенной цепи тока требуется немедленно. Соответствующая изобретению схема обеспечивает это.
Как правило, напряжения холостого хода блока питания сварочного устройства уже достаточно, чтобы обеспечить достаточно высокую мощность для периферийных устройств. Зачастую напряжение холостого хода ограничено величиной 113 В, соответственно, 141 В.
Многие периферийные устройства имеет известное временнóе запаздывание между подачей напряжения и срабатыванием периферийного устройства. Но при практическом использовании, в частности, MSG-вариантов применения, является выгодным, что при пуске сначала продвигают проволоку на несколько мм для возникновения короткого замыкания. В течение этого времени уже подводится напряжение. Таким образом, параллельное подключение уже отводит энергию, благодаря чему начинается режим управления, и запускаются приводы, даже когда процесс сварки еще не происходит.
Соответствующая изобретению схема также является более компактной, чем известные источники тока, так как не требуются никакие дополнительные блоки питания и дополнительные провода для периферийных устройств.
Кроме того, схема является очень разнообразно применимой, то есть, она может использовать с многообразными различными источниками тока, в частности, с многочисленными различными блоками питания сварочных устройств, поскольку сварочный ток на месте сварки, как правило, всегда постоянен. Напряжение для работы сварочной горелки может составлять около 30 В при 300 А.
Чтобы с дополнительной схемой создавать мощность, например, 30 Вт, которая, как правило, достаточна для снабжения приводного блока проволоки в ручной горелке, через параллельную схему должен протекать соответственно только ток в 1 А. В измерениях отчасти проявлялись даже еще явно более низкие значения, примерно в диапазоне от 0,3 до 0,5 А.
Эта величина тока соответственно не является достаточной для электрической дуги, правда, абсолютная величина тока находится в диапазоне нормальных колебаний технологического режима в электродуговых процессах, и не оказывает существенного влияния ни на стабильность процесса, ни на регулирование процесса. Тем самым дополнительная схема может быть применена без того, что потребовалось бы согласование параметров для сварочного процесса, соответственно, изменений заданных параметров в технических условиях на сварочные работы, так называемых WPS.
Согласно изобретению, предусмотренная для отведения электрической энергии дополнительная схема электрически параллельно, и предпочтительно гальванически, соединена с сварочной цепью сварочного тока, в частности, связана с технологической кабельной сборкой. Под цепью сварочного тока й следует понимать электрическую цепь, которая образована между сварочной горелкой с электрической дугой, кабельной сборкой и массовым проводом сварочного устройства.
В отличие от дополнительных схем, которые основаны на индуктивном принципе действия, соответствующая изобретению дополнительная схема функционирует на основе гальванического связывания, соответственно, непосредственного омического контакта, напротив, даже при совершенном постоянном токе, так как для получения энергии не требуется изменение магнитного потока.
Известные из уровня техники индуктивно связанные дополнительные схемы закреплены на кабеле сварочного устройства без непосредственного омического контакта или без гальванической связи. Индуктивно связанная дополнительная схема отличается от параллельной схемы с гальваническим связыванием своим физическим принципом действия, так как она может отбирать электрическую энергию из кабеля сварочного тока только тогда, когда изменяется магнитное поле вокруг кабеля сварочного тока.
Напротив, на основе соответствующей изобретению параллельной схемы не требуются эффекты пульсации, поскольку не требуется никакое изменение магнитного поля. Посредством параллельной схемы с непосредственным омическим контактом, соответственно, гальванической связью, электрическая энергия может быть отведена даже при совершенном постоянном токе.
Может быть предусмотрено, что дополнительная схема встроена в расширенную с машинной стороны кабельную стойку. Это является благоприятным, так как эта стойка и без того необходима для передачи сред, например, проволоки, газа, воды и сигналов, и также выполняет энергоснабжение через периферийное устройство.
В альтернативном варианте возможно, что дополнительная схема встроена в отдельный адаптер. Его предпочтительно применяют в электрическом массовом проводе, так как в нем протекает только электрический ток, в отличие от линии кабельной сборки, то есть, без передачи дополнительных сред, таких как газ, проволока или вода. Тем самым на этой стороне перестановка является более простой, хотя также возможна на стороне кабельной сборки.
Другими словами, такой адаптер мог бы быть встроен также в коннектор горелки на машинной стороне. Кроме того, также возможен отдельный, то есть, не встроенный в кабельную сборку адаптер. Это возможно, когда кроме положительного и отрицательного полюса для схемы сварочного тока имеются дополнительные равные по потенциалу возможные подключения к источнику сварочного тока. В частности, при подключениях на массу, главным образом через отрицательный полюс, очень часто возникает возможность подключения к передней и задней стороне устройства, но отчасти источники сварочного тока имеют также дополнительную возможность подключения, которая одинаковая по потенциалу с коннектором на стороне горелки, то есть, главным образом с положительным полюсом.
Согласно дополнительному предпочтительному варианту, дополнительная схема имеет выпрямитель, в частности, мостовой выпрямитель, для преобразования переменного напряжения в постоянное напряжение. С соответствующей изобретению схемой возможна работа как при напряжении постоянного тока (DC), так и при напряжении переменного тока (AC), и в импульсном режиме (DC и AC).
Согласно дополнительному предпочтительному варианту осуществления изобретения, в альтернативном подходе также можно отказаться от выпрямителя в схеме, вследствие чего схема может быть использована исключительно для применения в DC-процессах. В этом случае предусмотрено устройство для защиты от неправильной полярности, причем защиту от неправильной полярности осуществляют посредством по меньшей мере одного транзистора, диода, в частности, диода Зенера, и по меньшей мере одного электрического резистора. Тем самым схема при правильном подключении и тем самым правильной полярности выдает необходимую электрическую энергию. Соответственно этому, при неправильном подключении к полюсам электрическая энергия не подается, но сварочное устройство также не повреждается. Как правило, на стороне горелки полярность является положительной. Может быть предусмотрено, что пользователю поступает оповещение о нарушении. В частности, возможно, что при этом речь идет об оптическом сигнале, например, о лампе, которая посредством оптического сигнального устройства встроена в дополнительную схему. В рамках изобретения альтернативно или дополнительно также представимо, что в случае ошибочной неправильной полярности подается сигнал от акустического сигнального устройства.
В одном дополнительном варианте осуществления изобретения дополнительная схема имеет переключаемый преобразователь напряжения постоянного тока, в частности, понижающий преобразователь, причем выходное напряжение преобразователя может отличаться от величины входного напряжения преобразователя. Понижающий преобразователь также называют понижающим конвертером, понижающим регулятором, соответственно, в английском языке «step-down converter» («понижающим конвертером») или «buck converter» («вольтодобавочным преобразователем»). Посредством этого понижающего преобразователя могут быть обработаны обычные для сварочных устройств значения напряжения и силы тока. Эти значения, например, составляют от 20 В/100 А до 30 В/300 А в процессах сварки стальных заготовок, и 113 В, соответственно, 141 В в режиме холостого хода. В частности, выходное напряжение может быть на постоянном уровне 48 В, и тем самым выше рабочего напряжения. Кроме того, также возможны другие формы преобразователя, такие как последовательное включение повышающего преобразователя и понижающего преобразователя, или также преобразователь напряжения с широким входным диапазоном.
Согласно дополнительному предпочтительному варианту осуществления изобретения, входное напряжение для преобразователя постоянного напряжения представляет собой отбираемое от выпрямителя постоянное напряжение. Как правило, преобразователь постоянного напряжения может работать только с положительным DC-напряжением. Поэтому требуется выпрямление AC, соответственно, отрицательных напряжений. Дополнительными преимуществами являются защита от неправильной полярности и работа при AC-напряжении. Посредством выпрямителя предотвращают то, что заряд из конденсатора/накопителя энергии будет перетекать обратно в процесс сварки.
Может быть предусмотрено, что дополнительная схема имеет по меньшей мере одно устройство защиты от токовой перегрузки, то есть, предохранители для прерывания электрического тока при превышении заданной силы тока на протяжении предварительно определенного времени, в частности, при электрическом коротком замыкании или перегрузке.
Согласно дополнительному предпочтительному варианту осуществления изобретения, дополнительная схема имеет индуктивность, в частности, катушку для демпфирования пиков напряжения источника сварочного тока, которые, например, могут возникать как высокочастотные «металлургические» импульсы, например, импульсы в килогерцевом диапазоне.
В одном дополнительном варианте осуществления изобретения дополнительная схема имеет по меньшей мере один электрический накопитель энергии, в частности, конденсатор, или аккумулятор, или батарею, для накопления электрического заряда в электрическом поле, предпочтительно предусмотрен накопитель энергии для питания преобразователя постоянного напряжения электрической энергией, и/или для стабилизации напряжения дополнительной схемы. В частности, при периферийных устройствах, таких как регуляторы для приводов, предпочтителен накопитель энергии, так как его емкость достаточна для снабжения электронных регуляторов, и также для работы приводов после отключения рабочего тока. Кроме того, возможно накопление энергии для последующего процесса, и тем самым дополнительная минимизация начального запаздывания.
Согласно дополнительному варианту осуществления изобретения, дополнительная схема имеет диодный ограничитель перенапряжения для защиты дополнительной схемы, в частности, преобразователя постоянного напряжения, от нежелательных пиков напряжения.
В одном предпочтительном усовершенствовании изобретения предусмотрен дополнительный буферный аккумулятор, в частности, суперконденсатор, для промежуточного хранения электрической энергии. При схемах с конденсаторами благоприятной является скорость зарядки, причем конденсаторы при равных с аккумуляторами объемах имеют явно более высокую скорость зарядки. Правда, стандартные конденсаторы при кратковременных применениях могут быть все еще слишком медленными, поэтому используются суперконденсаторы (ионисторы).
Согласно дополнительному предпочтительному варианту осуществления изобретения, перед преобразователем постоянного напряжения подключены устройства для защиты от токовой перегрузки и индуктивность. В качестве устройства для защиты от токовой перегрузки может быть предвключен предохранитель для отключения в случае ошибки, и/или самовосстанавливающие Polyfuse-предохранители для отключения при перегрузках. Индуктивность служит прежде всего для сокращения пиков тока при включении, а также при изменениях нагрузки, в частности, коротких замыканиях, и их гашения.
Дополнительный вариант осуществления изобретения предусматривает, что перед преобразователем постоянного напряжения подключен выпрямитель, а также по меньшей мере один накопитель энергии и диодный ограничитель перенапряжения. При этом выпрямитель служит для защиты от отрицательных напряжений и неправильной полярности.
Опять же, трансверсальные диоды (TVS) служат для защиты от высоких пиков напряжения. Конденсаторы стабилизируют напряжение, в частности, фильтрацией пиков напряжения.
В одном дополнительном варианте исполнения после преобразователя постоянного напряжения подключен по меньшей мере один накопитель энергии. В принципе, накопители энергии служат для обеспечения надежных состояний при отключении, что, в частности, включает финальное выдвижение проволоки в рабочее положение, переход на более низкие режимные параметры, и также защиту данных.
Дополнительные цели, преимущества, признаки и возможности применения настоящего изобретения явствуют из нижеследующего описания примеров осуществления со ссылкой на фигуры. При этом все описанные и/или графически представленные признаки, сами по себе или в любой рациональной комбинации, составляют предмет настоящего изобретения, также независимо от их обобщения в пунктах формулы изобретения или их взаимосвязи.
Как при этом показано, отчасти схематически:
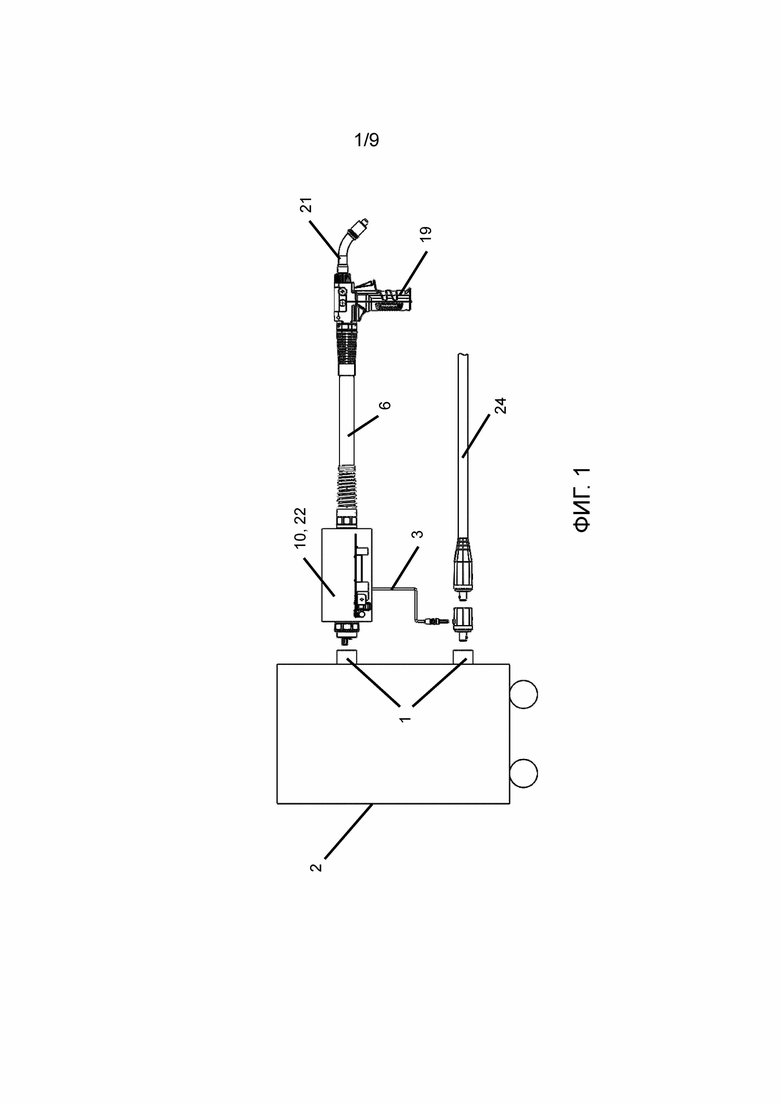
Фигура 1 представляет дополнительную схему сварочной или резательной горелки для отведения электрической энергии с кабельной сборкой и с источником сварочного тока в первом варианте исполнения,
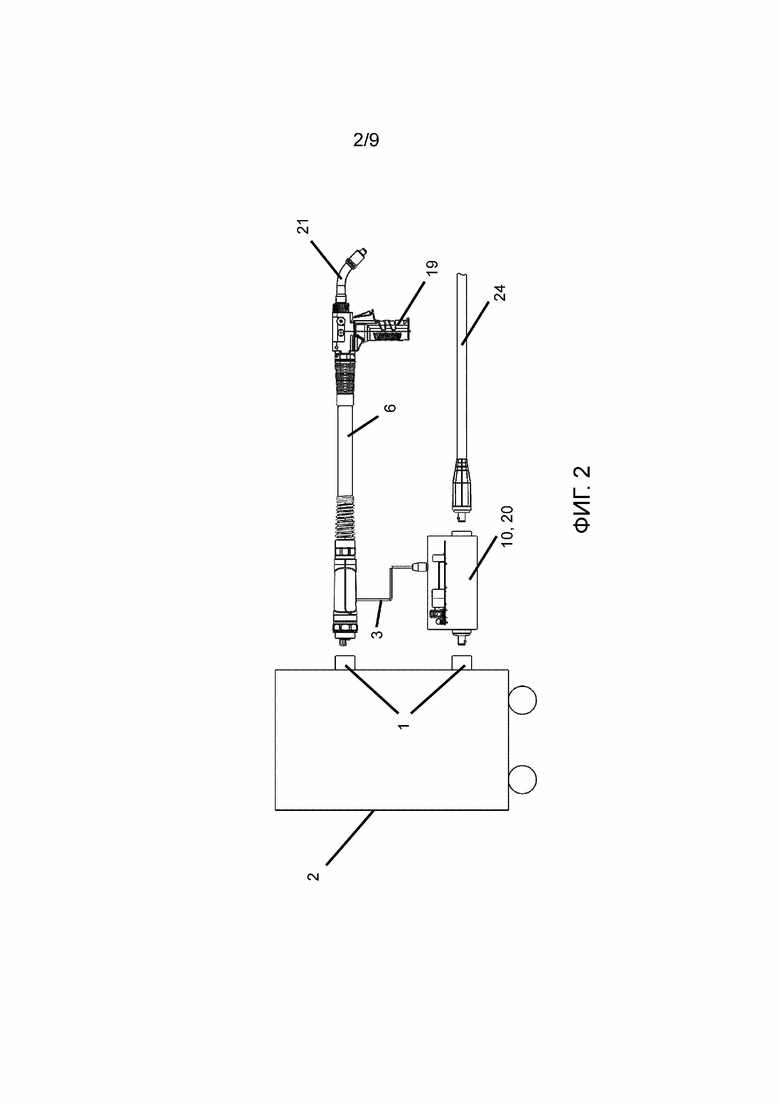
Фигура 2 представляет дополнительную схему согласно Фигуре 1 во втором варианте исполнения,
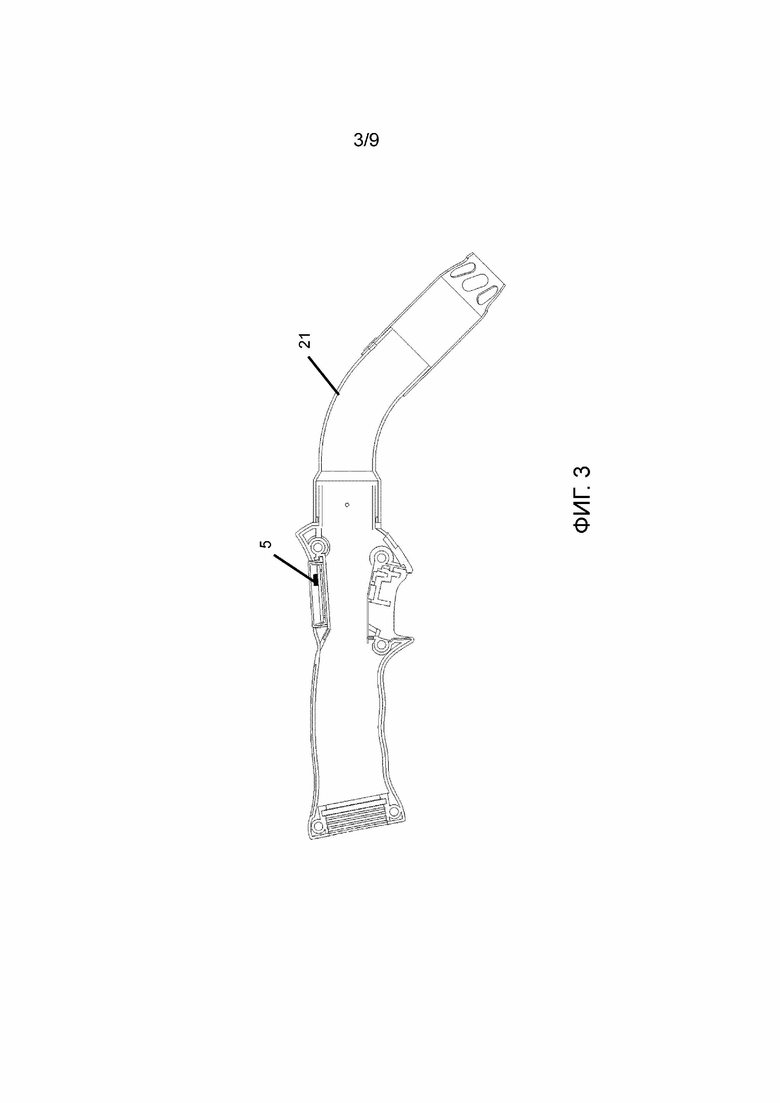
Фигура 3 представляет сварочную горелку с датчиком,
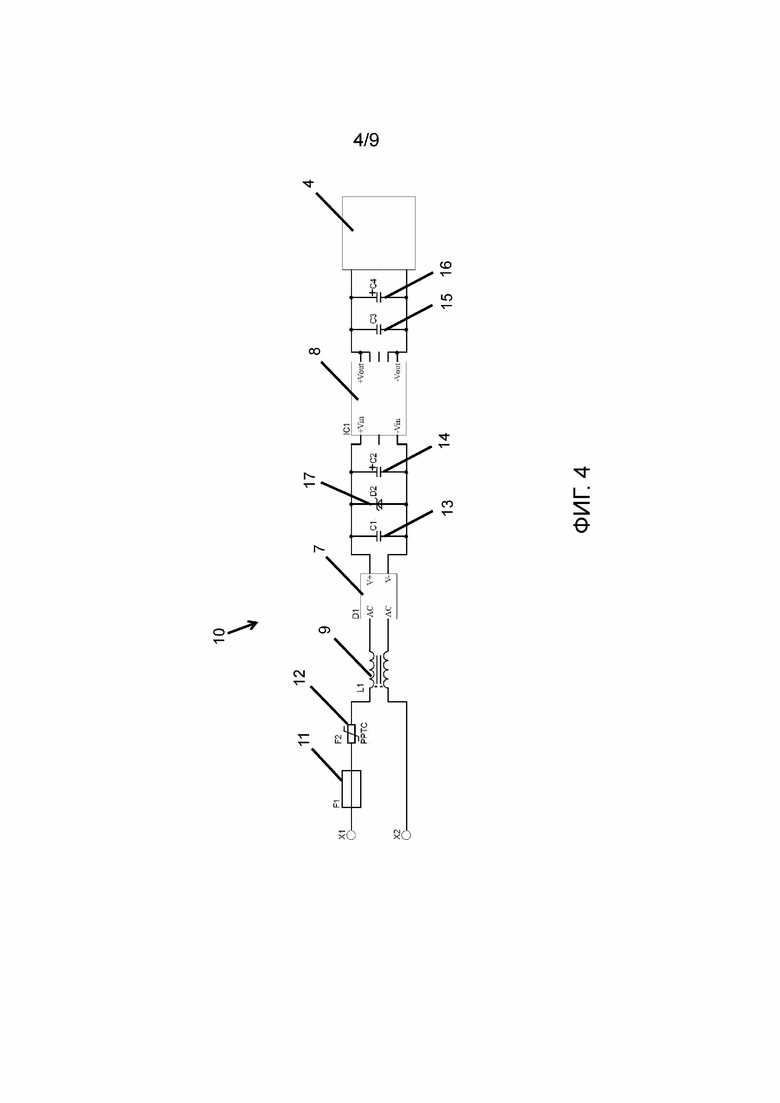
Фигура 4 представляет схему соединений в дополнительной схеме,
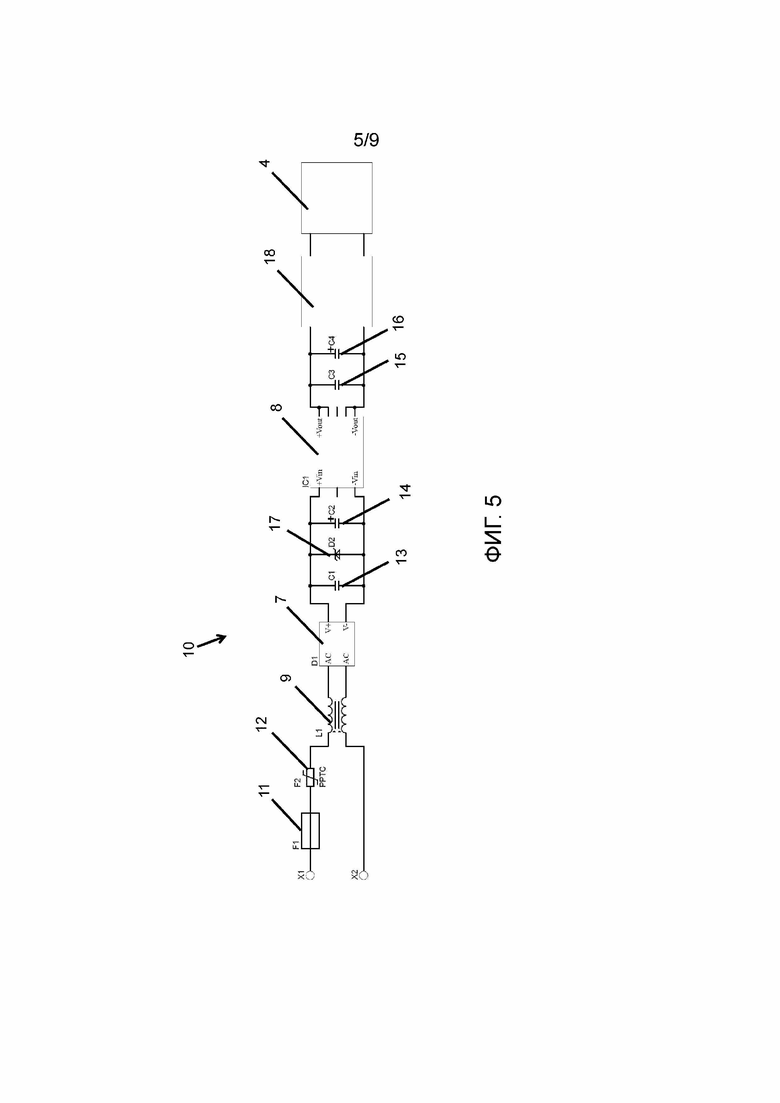
Фигура 5 представляет схему соединений согласно Фигуре 4 с накопителем для электрической энергии,
Фигура 6 представляет схему соединений в дополнительном варианте исполнения,
Фигура 7 представляет схему соединений согласно Фигуре 6 с накопителем для электрической энергии,
Фигура 8 представляет схему соединений в дополнительном варианте исполнения дополнительной схемы с оптической сигнализацией о неправильной полярности, и
Фигура 9 представляет схему соединений согласно Фигуре 8 с накопителем для электрической энергии.
Одинаковые или равнодействующие конструкционные детали в представленных ниже Фигурах чертежей согласно одному варианту исполнения снабжены кодовыми номерами позиций, чтобы улучшить читабельность.
Из Фигуры 1 следует схематическое изображение дополнительной схемы 10 сварочной горелки или резательной горелки 21 по меньшей мере с одним размещенным на ней соединительным устройством 1 с источником 2 сварочного тока. Соединительное устройство 1, в частности, может иметь два полюса - положительный и отрицательный, которые при переменном напряжении (AC) могут изменять свои знаки. Через соединительное устройство 1 и через технологическую питающую линию 3 в кабельную сборку 6 подаются электрическая энергия и дополнительные среды для сварочной или резательной горелки 21.
Предусмотренное на кабельной сборке 6 соединительное устройство 1 служит для создания электрического и механического контакта кабельной сборки 6 с источником 2 сварочного тока.
В кабельной сборке 6 размещены питающие линии 3 для подачи электрической энергии и дополнительных сред, таких как защитный газ или сварочная проволока, для сварочной или резательной горелки 21. После электрического соединения кабельной сборки 6 с источником 2 сварочного тока соответственно этому замыкается электрическая цепь тока. От этой электрической цепи тока отводится электрическая энергия для работы периферийного устройства 4.
Электрическая энергия для работы периферийного устройства 4 отводится по меньшей мере от одной технологической питающей линии 3. Для отведения электрической энергии дополнительная схема 10 в данном примере исполнения присоединена электрически параллельно источнику 2 сварочного тока, соответственно, схеме сварочного тока, как следует из Фигур 1 и 2. Под схемой сварочного тока следует понимать электрическую схему, которая образована между сварочной горелкой с электрической дугой, кабельной сборкой и массовым проводом сварочного устройства.
В частности, речь идет о параллельно подключенной электрической схеме, которая может обрабатывать еще и переменный входной сигнал, который имеет отношение к полярности, напряжению и динамике. Могут быть обработаны частоты для тока и/или напряжения в области постоянного тока (в обоих направлениях), постоянного пульсирующего тока с частотой импульсов до 200 кГц, или переменного тока до 200 Гц.
Дополнительная схема 10 для отведения электрической энергии, с одной стороны, может быть предусмотрена в кабельной сборке 6, в частности, дополнительная схема 10 может быть встроена в расширенную с машинной стороны, то есть, со стороны источника сварочного тока, кабельную стойку 22. Это является благоприятным, так как эта стойка 22 и без того необходима для передачи сред, и также выполняет энергоснабжение через периферийное устройство 4. Этот вариант исполнения разъяснен в Фигуре 1. При этом дополнительную схему 10 размещают на конце кабельной сборки 6, который находится напротив горелки 21.
С другой стороны, дополнительная схема 10 может быть подключена посредством технологических питающих линий также снаружи кабельной сборки 6, как показано в Фигуре 2. При этом дополнительная схема 10 встроена в адаптер 20. Его предпочтительно применяют в электрическом массовом проводе, так как в нем протекает только электрический ток, в отличие от линий кабельной сборки, то есть, без передачи дополнительных сред, таких как газ, проволока или вода. В отличие от схем согласно прототипу, соответствующая изобретению дополнительная схема 10 основана не на индуктивном принципе действия, а на непосредственном омическом контакте, соответственно, гальванической связи.
В отношении периферийных устройств 4 речь может идти, например, о датчиках 5, в частности, температурных датчиках или гиродатчиках, или модулях связи, таких как Bluetooth-передатчик или -приемник, устройства беспроводной локальной сети (WLAN), или привод проволоки, или тому подобные. Фигура 3 показывает сварочную горелку 21 с датчиком 5.
Кроме того, также возможно снабжение вентиляторов, например, для всасывания дыма при сварочных работах.
Но также возможно приведение в действие приводных блоков 19 с этим снабжением, так как мощность автономного энергоснабжения также для этого достаточна. Из Фигур 1 и 2 следует такой привод 19.
Подобные периферийные устройства 4 предъявляют высокие требования к скорости подключения, в частности, должны обеспечивать время срабатывания менее 50 мсек. Иначе говоря, мощность отведенной цепи тока требуется немедленно. Соответствующая изобретению дополнительная схема 10 для отведения электрической энергии обеспечивает это.
Как правило, напряжения холостого хода источника 2 сварочного тока уже достаточно, чтобы обеспечить достаточно высокую мощность для периферийных устройств 4. Как правило, напряжение холостого хода составляет величину 113 В, соответственно, 141 В.
Из изображений схем соединений электрической схемы согласно Фигуре 4 и 5 следует, что дополнительная схема 10 имеет выпрямитель 7, в частности, мостовой выпрямитель, для преобразования переменного напряжения в постоянное напряжение. Кроме того, предусмотрен переключаемый преобразователь 8 напряжения постоянного тока, в частности, понижающий преобразователь, причем выходное напряжение преобразователя 8 может быть меньшим, чем значение входного напряжения преобразователя 8. Понижающий преобразователь также называют понижающим конвертером, понижающим регулятором, соответственно, в английском языке «step-down converter» («понижающим конвертером») или «buck converter» («вольтодобавочным преобразователем»).
Посредством этого понижающего преобразователя могут быть обработаны обычные для сварочных устройств значения напряжения и силы тока. Эти значения, например, составляют от 20 В/100 А до 30 В/300 А, и 113 В, соответственно, 141 В в режиме холостого хода.
В альтернативном варианте, для понижающего преобразователя также может быть использован DC/DC-преобразователь с широким входным диапазоном и постоянным выходным напряжением.
В данном примере исполнения входное напряжение для преобразователя 8 напряжения постоянного тока представляет собой выдаваемое выпрямителем 7 постоянное напряжение, так что с соответствующей изобретению дополнительной схемой 10 возможна работа как с постоянным (DC), так и с переменным напряжением (AC).
Дополнительная схема 10 имеет по меньшей мере одно устройство 11, 12 для защиты от перегрузок, для прерывания электрического тока при превышении заданной силы тока на протяжении предварительно определенного времени. Эти устройства 11, 12 для защиты от перегрузок срабатывают, в частности, на электрическое короткое замыкание или перегрузку дополнительной схемы 10.
Как можно также заключить из Фигур 4 и 5, дополнительная схема 10 имеет индуктивность 9 для гашения пиков напряжения источника сварочного тока, и предусмотрен по меньшей мере один накопитель 13, 14, 15, 16 электрической энергии для питания преобразователя 8 напряжения постоянного тока электрической энергией, и/или для стабилизации напряжения дополнительной схемы 10.
Кроме того, дополнительная схема 10 имеет диодный ограничитель 17 перенапряжения для защиты преобразователя 8 постоянного напряжения от нежелательных пиков напряжения.
Как можно также заключить из Фигур 4 и 5, перед преобразователем 8 постоянного напряжения подключены устройства 11, 12 для защиты от токовой перегрузки и индуктивность 9.
Кроме того, перед преобразователем 8 постоянного напряжения подключены выпрямитель 7, а также по меньшей мере один накопитель 13, 14 энергии и диодный ограничитель 17 перенапряжения.
После преобразователя 8 постоянного напряжения подключен по меньшей мере один накопитель 15, 16 энергии.
Варианты исполнения согласно Фигуре 4 и Фигуре 5 различаются дополнительным буферным аккумулятором 18 в варианте согласно Фигуре 5. В частности, может быть предусмотрен суперконденсатор 18 для промежуточного хранения электрической энергии.
Как только дополнительную схему 10 подключают к технологическим питающим линиям 3, происходит фильтрация входного сигнала. При этом она не зависит от того, является ли входное напряжение в дополнительной схеме 10 постоянным или переменным напряжением. Тогда в каждом случае на выходной стороне имеется постоянное напряжение. Также могут быть сглажены пульсирующие входные сигналы, и могут быть обработаны высокие напряжения до 160 В.
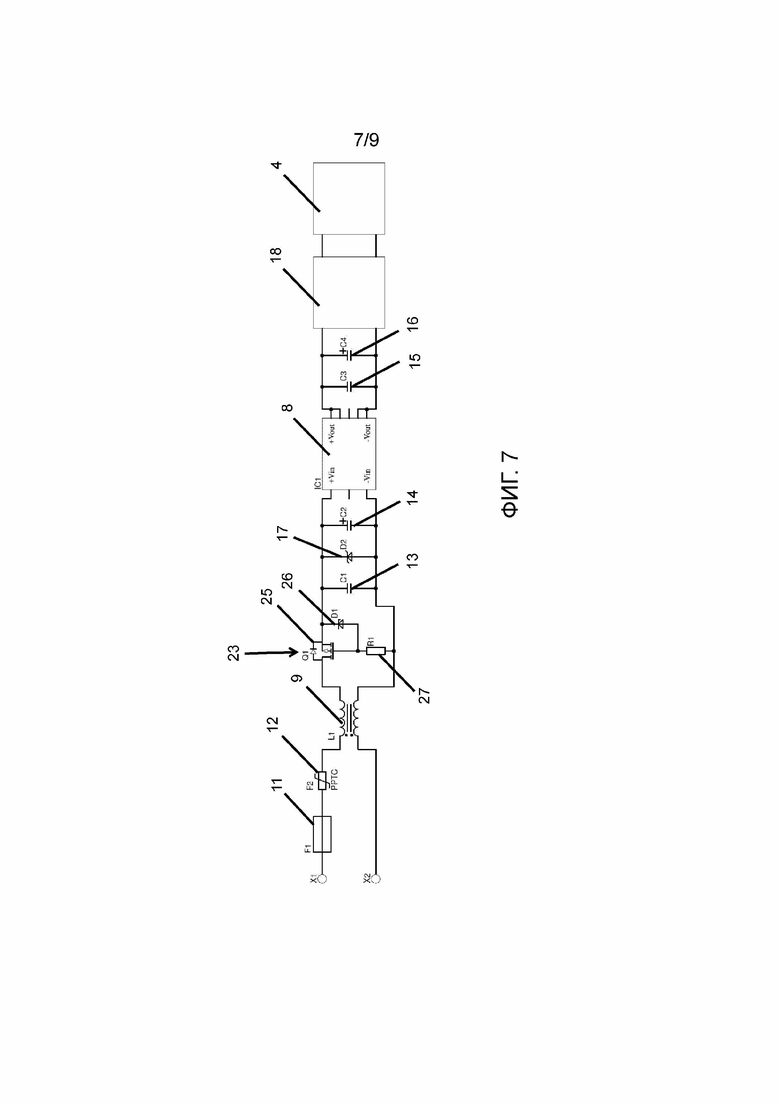
Из Фигур 6 и 7 следует альтернативный вариант исполнения дополнительной схемы 10. В этом альтернативном варианте вместо выпрямителя 7 в схеме 10 предусмотрено устройство 23 для защиты от неправильной полярности. В представленном здесь варианте исполнения защиту от неправильной полярности осуществляют посредством транзистора 25, диода 26 Зенера, и электрического резистора 27. Тем самым схема при правильном подключении и тем самым правильной полярности выдает необходимую электрическую энергию. Как правило, на стороне горелки полярность является положительной. Однако, если пользователь должен переменить полярность, при неправильном подключении полюса соответственно этому электрическая энергия не поступает. Может быть предусмотрено, что пользователю поступает оповещение о нарушении.
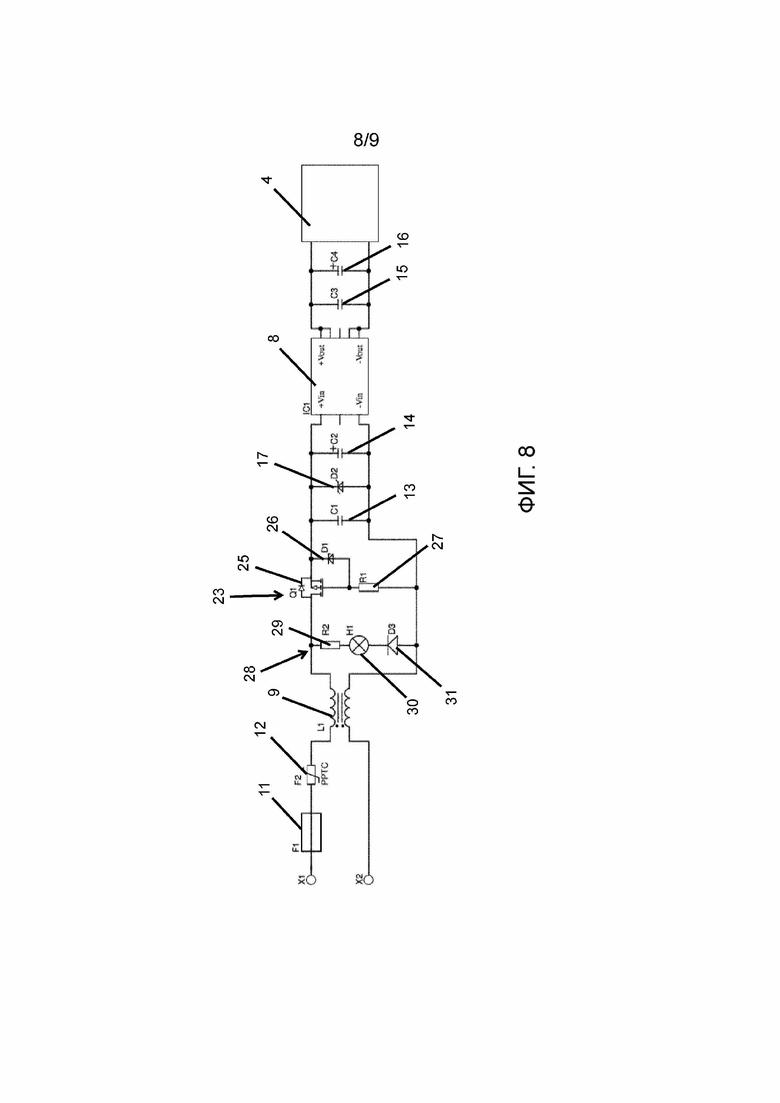
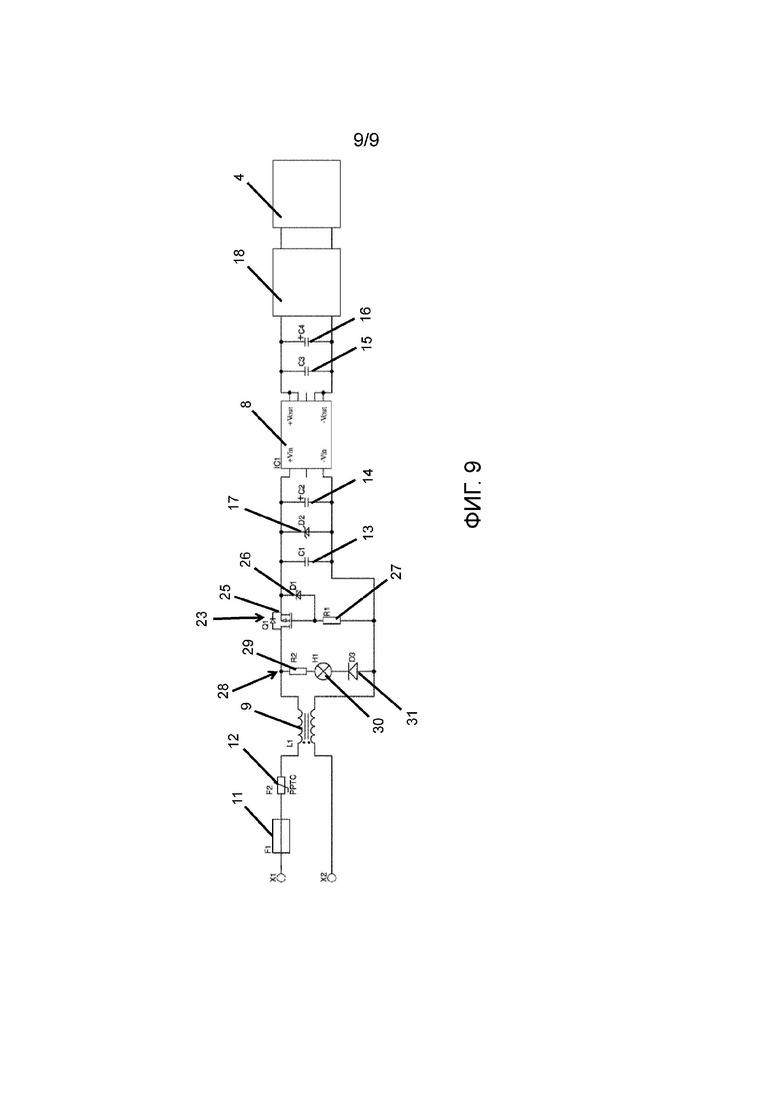
Подобное уведомление о неправильной полярности в варианте исполнения согласно Фигурам 8 и 9 выдается посредством оптического сигнального устройства 28. При этом в дополнительную схему 10 с помощью резистора 29 и диода 31 встроена лампа 30. В рамках изобретения также возможны другие оптические индикаторы, но также альтернативно или дополнительно представима акустическая сигнализация о неправильной полярности.
Варианты исполнения дополнительной схемы 10 согласно Фигуре 8 и Фигуре 9 отличаются от схемы 10 согласно Фигуре 6 и Фигуре 8 тем, что дополнительно предусмотрен буферный аккумулятор 18 при варианте согласно Фигуре 7 и Фигуре 9. Как уже было указано, в частности, может быть предусмотрен суперконденсатор 18 для промежуточного хранения электрической энергии.
Список ссылочных позиций
1 - соединительное устройство.
2 - источник сварочного тока.
3 - технологическая питающая линия.
4 - периферийное устройство.
5 - датчик.
6 - кабельная сборка.
7 - выпрямитель.
8 - преобразователь постоянного напряжения.
9 - индуктивность.
10 - дополнительная схема.
11 - устройство для защиты от токовых перегрузок.
12 - устройство для защиты от токовых перегрузок.
13 - накопитель энергии.
14 - накопитель энергии.
15 - накопитель энергии.
16 - накопитель энергии.
17 - диодный ограничитель перенапряжения.
18 - суперконденсатор.
19 - приводной блок.
20 - адаптер.
21 - сварочная или резательная горелка.
22 - кабельная стойка.
23 - устройство для защиты от неправильной полярности.
24 - массовый провод.
25 - транзистор.
26 - диод Зенера.
27 - резистор.
28 - оптическое сигнальное устройство.
29 - резистор.
30 - лампа.
31 - диод.

Изобретение относится к области сварочного оборудования и может быть использовано в системах для сварки или резки. Система содержит источник сварочного тока, сварочную или резательную горелку, по меньшей мере одну технологическую питающую линию с размещенным на ней по меньшей мере одним соединительным устройством для подключения к источнику сварочного тока, по меньшей мере одно периферийное устройство и дополнительную схему отвода электрической энергии для автономного энергоснабжения периферийных устройств, при этом упомянутая линия предпочтительно расположена в кабельной сборке сварочной или резательной горелки, а упомянутая дополнительная схема подключена к по меньшей мере одной технологической питающей линии. Кроме того, упомянутая дополнительная схема соединена с по меньшей мере одной технологической питающей линией на основе гальванического связывания или непосредственного омического контакта, причем электрически параллельно источнику сварочного тока. Использование изобретения позволяет расширить технологические возможности системы. 17 з.п. ф-лы, 9 ил.
1. Система для сварки или резки, содержащая источник (2) сварочного тока, сварочную или резательную горелку (21), по меньшей мере одну технологическую питающую линию (3) с размещенным на ней по меньшей мере одним соединительным устройством (1) для подключения к источнику (2) сварочного тока, по меньшей мере одно периферийное устройство (4) и дополнительную схему (10) отвода электрической энергии для автономного энергоснабжения периферийных устройств, при этом упомянутая линия (3) предпочтительно расположена в кабельной сборке (6) сварочной или резательной горелки (21), а упомянутая дополнительная схема (10) подключена к по меньшей мере одной технологической питающей линии (3),
отличающаяся тем, что упомянутая дополнительная схема (10) соединена с по меньшей мере одной технологической питающей линией (3) на основе гальванического связывания или непосредственного омического контакта, причем электрически параллельно источнику (2) сварочного тока.
2. Система по п. 1, отличающаяся тем, что периферийное устройство (4) выполнено в виде датчика (5), приводного блока (19) или регулятора приводного блока (19).
3. Система по п. 1 или 2, отличающаяся тем, что дополнительная схема (10) имеет выпрямитель (7), в частности, мостовой выпрямитель, для преобразования переменного напряжения в постоянное напряжение.
4. Система по п. 1, отличающаяся тем, что дополнительная схема (10) имеет устройство (23) для защиты от неправильной полярности.
5. Система по п. 4, отличающаяся тем, что устройство (23) для защиты от неправильной полярности содержит по меньшей мере один транзистор (25), диод, в частности, диод (26) Зенера, и резистор (21).
6. Система по п. 4 или 5, отличающаяся тем, что дополнительная схема (10) имеет оптическое сигнальное устройство (28) и/или акустическое сигнальное устройство для сигнализации о неправильной полярности.
7. Система по любому из пп. 1-6, отличающаяся тем, что дополнительная схема (10) имеет переключаемый преобразователь (8) напряжения постоянного тока, в частности, понижающий преобразователь, причем выходное напряжение преобразователя (8) может отличаться от величины его входного напряжения.
8. Система по п. 7, отличающаяся тем, что упомянутый преобразователь (8) подключен к выходу постоянного напряжения выпрямителя (7).
9. Система по любому из пп. 1-8, отличающаяся тем, что дополнительная схема (10) имеет по меньшей мере одно устройство (11), (12) для защиты от токовых перегрузок с возможностью прерывания электрического тока при превышении заданной силы тока на протяжении предварительно заданного времени, в частности, при электрическом коротком замыкании или перегрузке.
10. Система по любому из пп. 1-9, отличающаяся тем, что дополнительная схема (10) имеет индуктивность (9) для гашения пиков напряжения источника сварочного тока.
11. Система по любому из пп. 1-10, отличающаяся тем, что дополнительная схема (10) имеет по меньшей мере один накопитель (13), (14), (15), (16) электрической энергии для накопления электрического заряда, или аккумулятор, или батарею, в частности, для питания преобразователя (8) напряжения постоянного тока электрической энергией и/или для стабилизации напряжения дополнительной схемы (10).
12. Система по любому из пп. 1-11, отличающаяся тем, что дополнительная схема (10) имеет диодный ограничитель (17) перенапряжения для защиты, в частности, преобразователя (8) постоянного напряжения от нежелательных пиков напряжения.
13. Система по любому из пп. 1-12, отличающаяся тем, что дополнительная схема (10) имеет дополнительный буферный аккумулятор, в частности, суперконденсатор (18), для промежуточного хранения электрической энергии.
14. Система по любому из пп. 1-13, отличающаяся тем, что устройства (11), (12) для защиты от токовой перегрузки и индуктивность (9) включены перед преобразователем (8) постоянного напряжения.
15. Система по любому из пп. 1-14, отличающаяся тем, что выпрямитель (7), а также по меньшей мере один накопитель (13), (14) энергии и диодный ограничитель (17) перенапряжения включены перед преобразователем (8) постоянного напряжения.
16. Система по любому из пп. 1-15, отличающаяся тем, что по меньшей мере один накопитель (15), (16) энергии включен после преобразователя (8) постоянного напряжения.
17. Система по любому из пп. 1-16, отличающаяся тем, что она содержит кабельную стойку (22), соединенную с источником (2) сварочного тока, причем дополнительная схема (10) встроена в кабельную стойку (22).
18. Система по любому из пп. 1-16, отличающаяся тем, что она содержит адаптер (20), который присоединен по меньшей мере к одной электрической питающей линии (3), причем дополнительная схема (10) встроена в адаптер (20).
| US 2012067852 A1, 22.03.2012 | |||
| Автомобильный сварочный агрегат | 1991 |
|
SU1814600A3 |
| Аппарат типа трубы Вентури | 1961 |
|
SU149397A1 |
| ЭЛЕКТРОННЫЙ ПРЕДОХРАНИТЕЛЬ С САМОВОССТАНОВЛЕНИЕМ | 2010 |
|
RU2432656C1 |
| СПОСОБ МЕХАНИЗИРОВАННОЙ ДУГОВОЙ СВАРКИ В АКТИВНЫХ ГАЗАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2353484C2 |
| US 2016175965 A1, 23.06.2016. | |||

