Изобретение касается способа сварки обрабатываемой детали плавящейся сварочной проволокой, которая во время процесса сварки, во время которого горит электрическая дуга между сварочной проволокой и обрабатываемой деталью, перемещается механизмом подачи проволоки, по существу, в направлении обрабатываемой детали, причем процесс удаления шлака запускается и осуществляется на конце сварочной проволоки.
Способы сварки с процессами удаления шлака уже известны из уровня техники. Например, заявка JP 4143074 А показывает способ, при котором шлак удаляется посредством трения сварочной проволоки по обрабатываемой детали. Однако это делает необходимым движение всего робота-манипулятора, на котором закреплена сварочная горелка. Более того, существует опасность, что сварочная проволока погнется вследствие механического воздействия.
В способе, согласно заявке JP 5245637 А, при проблемах розжига дуги сварочная проволока с определенным давлением прижимается к поверхности обрабатываемой детали, и вследствие этого шлак удаляется. При этом также может возникнуть повреждение сварочной проволоки.
Задача изобретения заключается в создании способа сварки, который не ухудшается шлаком, налипшим в данном случае на контактирующем конце сварочной проволоки, и который обеспечивает надежный розжиг электрической дуги.
Задача изобретения решается тем, что с началом процесса удаления шлака сварочный ток снижается до минимума, а при процессе удаления шлака сварочная проволока быстро повторяющимся возвратно-поступательным движением циклически перемещается на заданный пробег в направлении обрабатываемой детали и на более малый пробег снова от обрабатываемой детали, пока системой контроля за коротким замыканием не обнаруживается короткое замыкание между сварочной проволокой и обрабатываемой деталью, на чем заканчивается процесс удаления шлака. Посредством соответствующего изобретению способа, режим сварки не должен быть прерван из-за налипающего в крайнем случае на контактирующий конец сварочного электрода шлака, который препятствует розжигу электрической дуги. Посредством процесса удаления шлака обеспечивается, что электрическая дуга, по существу, без задержки по времени надежно разжигается для следующего сварочного процесса. Процесс удаления шлака может быть относительно просто реализован в подходящем сварочном агрегате, так как для обнаружения короткого замыкания может быть использована известная система контроля за коротким замыканием. Посредством мероприятия по уменьшению сварочного тока до минимума с началом процесса удаления шлака, препятствуется розжигу электрической дуги в это время, в то время как короткое замыкание все же распознается.
Процесс удаления шлака может быть осуществлен во временном интервале на начало режима розжига, во временном интервале в течение режима розжига или даже во временном интервале перед режимом розжига.
После удаления шлака со сварочной проволоки электрическая дуга, предпочтительным образом, разжигается посредством так называемого SFI-способа розжига (spatter free ignition1), при котором сварочный электрод нагружается малым сварочным током и непрерывно движется вперед в направлении обрабатываемой детали до соприкосновения с обрабатываемой деталью, а после появления короткого замыкания направление движения проволоки изменяется и сварочная проволока непрерывно отодвигается от обрабатываемой детали, так что при отводе сварочной проволоки разжигается электрическая дуга. При необходимости, сварочная проволока возвращается на предварительно определенное удаление до обрабатываемой детали. Итак, перед SFI-способом розжига осуществляется процесс удаления шлака, причем удаление шлака автоматически производится до обнаружения короткого замыкания. На режим розжига электрической дуги, настроенный на соответствующий процесс сварки, не оказывается негативного влияния процессом удаления шлака. Во время процесса удаления шлака сварочная проволока, по существу, транспортируется в направлении обрабатываемой детали, вследствие чего повышается усилие соударения сварочной проволоки с обрабатываемой деталью, а с ним ускоряется удаление шлака.
Также является преимуществом, если контролируется ток электродвигателя механизма подачи проволоки и обнаруживается, по меньшей мере, первое соприкосновение сварочной проволоки с обрабатываемой деталью. Вследствие этого предотвращается то, что усилием транспортировки сварочной проволоки деформируется обрабатываемая деталь, даже если системой контроля за коротким замыканием еще не было обнаружено короткое замыкание, а с ним еще не был закончен процесс удаления шлака.
Предпочтительным образом соприкосновение сварочной проволоки обнаруживается вследствие превышения заданной граничной величины тока электродвигателя в течение определенного промежутка времени.
Циклическое, быстро повторяющееся возвратно-поступательное движение сварочной проволоки с целью удаления шлака осуществляется, предпочтительным образом, устанавливаемой частотой между 50 Гц и 150 Гц. Благодаря этой относительно высокой частоте достигается то, что процесс сварки существенно не удлиняется посредством продолжительности процесса удаления шлака.
Согласно следующему признаку изобретения предусмотрено, что циклическое, быстро повторяющееся возвратно-поступательное движение сварочной проволоки с целью удаления шлака осуществляется с частотой, которая соответствует частоте движения сварочной проволоки во время настроенного сварочного процесса.
Также является преимуществом то, что с окончанием процесса удаления шлака сварочный ток повышается до величины, требуемой для последующего режима розжига, вследствие чего непосредственно после окончания процесса удаления шлака делается возможным розжиг электрической дуги.
Посредством того мероприятия, что процесс удаления шлака завершается после отсчета установленного времени, может быть предотвращена бесполезная потеря времени, если шлак на контактирующем конце сварочной проволоки не отделяется посредством процесса удаления шлака.
При этом отсчет установленного времени запускается, предпочтительным образом, тогда, когда сварочная проволока в первый раз касается обрабатываемой детали, без того, что было зарегистрировано короткое замыкание.
Настоящее изобретение поясняется подробнее с помощью приложенных схематических чертежей. На них показано:
фиг.1 - схематичное изображение сварочной машины соответственно сварочного агрегата;
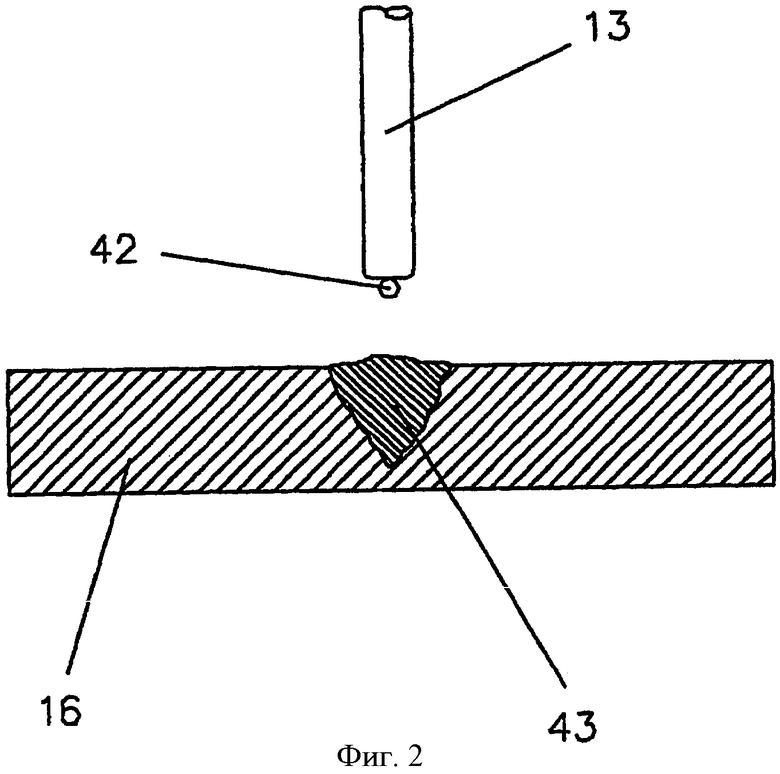
фиг.2 - контактирующий конец сварочного электрода с налипшим на него шлаком -в схематичном представлении; и
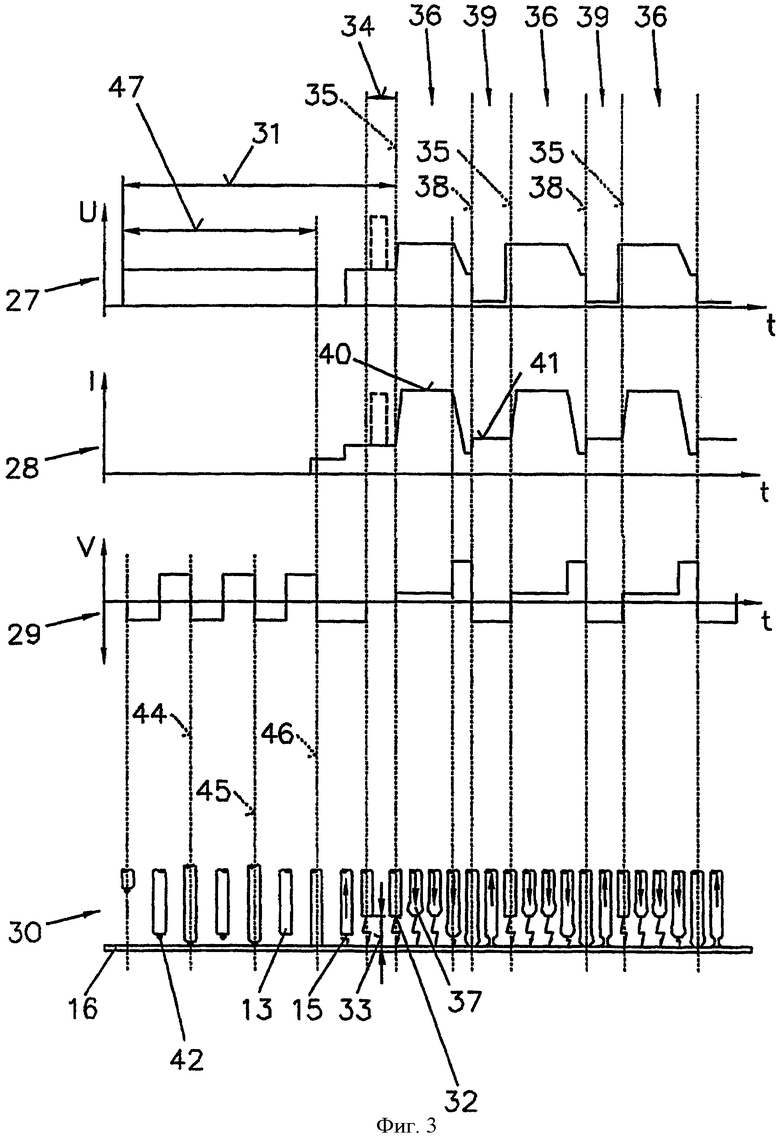
фиг.3 - схематично - временные диаграммы сварочного напряжения, сварочного тока и диаграмма движения сварочной проволоки во время примера процесса сварки с применением способа согласно изобретению.
При введении номеров позиций фиксируется, что одинаковые компоненты примера исполнения снабжаются одинаковыми номерами позиций.
На фиг.1 показан сварочный агрегат 1 или сварочная установка для самых различных процессов или способов, как, например, MIG/MAG-сварки2), соответственно WIG/TIG-cвapки3), или способом электродной сварки, способом двухэлектродной сварки/тандемом, плазменным способом или способом пайки и так далее.
Сварочный агрегат 1 содержит источник тока 2 с силовой частью 3, устройство управления 4 и коммутирующее звено 5, приданное силовой части 3 или устройству управления 4. Коммутирующее звено 5 или устройство управления 4 соединены с клапаном управления 6, который расположен на питающем трубопроводе 7 для защитного газа 8, как, например, СО2, гелия или аргона и тому подобного, между газовым резервуаром 9 и сварочной горелкой 10, соответственно, горелкой.
К тому же устройством управления 4 могут быть поданы команды еще и на механизм подачи проволоки 11, который является общепринятым для MIG/MAG-сварки, причем по питающему трубопроводу 12 подводится присадочный материал, соответственно, сварочная проволока 13 от катушки с проволокой 14 в зону сварочной горелки 10. Разумеется, механизм подачи проволоки 11 может быть также интегрирован в сварочный агрегат 1, в частности в основной корпус, и не быть выполнен в качестве дополнительного устройства, как изображено на фиг.1.
Также возможно, что механизм подачи проволоки 11 подводит сварочную проволоку 13 снаружи сварочной горелки 10 в зону процесса, причем для этого в сварочной горелке 10 предпочтительно расположен неплавящийся электрод, как это является общепринятым для WIG/TIG-сварки.
Ток для организации электрической дуги 15 между неплавящимися электродом или сварочной проволокой 13 и обрабатываемой деталью 16 подается по сварочному кабелю 17 от силовой части 3 источника тока 2 на сварочную горелку 10, в частности электрод, причем свариваемые детали 16 соединены через другой сварочный кабель 18 также со сварочным агрегатом 1, в частности, с источником тока 2, и таким образом через электрическую дугу 15 или образованную плазменную струю может быть построен токовый контур для процесса.
Для охлаждения сварочной горелки 10 по охлаждающему контуру 19, сварочная горелка 10 может быть соединена через промежуточное подключение электромагнитного реле движения потока 20 с резервуаром для жидкости, в частности резервуаром воды 21, вследствие чего при приведении в действие сварочной горелки 10 запускается охлаждающий контур 19, в частности жидкостный насос, используемый для жидкости, расположенной в резервуаре для жидкости 21, и таким образом может быть осуществлено охлаждение сварочной горелки 10.
Сварочный агрегат 1 имеет далее устройство ввода и/или вывода 22, через которое могут быть заданы или вызваны разнообразнейшие параметры сварки, режимы работы или программы выполнения сварки сварочного агрегата 1. При этом параметры сварки, режимы работы или программы выполнения сварки, заданные через устройство ввода и/или вывода транслируются на устройство управления 4, а от него затем подаются команды отдельным компонентам сварочного агрегата 1 или устанавливаются соответствующие заданные величины для регулировки или управления.
Далее, в изображенном примере исполнения сварочная горелка 10 через сварочный пакетный рукав 23 соединена со сварочным агрегатом 1. В сварочном пакетном рукаве 23 расположены отдельные магистрали от сварочного агрегата 1 к сварочной горелке 10. Сварочный пакетный рукав 23 через стыковочное устройство 24 соединен со сварочной горелкой 10, тогда как отдельные магистрали в сварочном пакетном рукаве 23 соединены с отдельными контактами сварочного агрегата 1 через присоединительные гнезда или разъемные соединения. С тем чтобы была обеспечена соответствующая разгрузка сварочного пакетного рукава 23 от натяжения, сварочный пакетный рукав 23 соединен через устройство разгрузки натяжения 25 с корпусом 26, в частности с корпусом основы сварочного агрегата 1. Разумеется, стыковочное устройство 24 для присоединения может быть введено в сварочный агрегат 1.
Для различных способов сварки соответственно сварочных агрегатов 1, как например, агрегаты для WIG-сварки или агрегаты для MIG/MAG-сварки или агрегаты для плазменной сварки, не должны быть использованы или внедрены все прежде названные компоненты. Например, сварочная горелка 10 может быть выполнена как охлаждаемая воздухом горелка 10.
С помощью описанного сварочного агрегата 1 может быть осуществлен лишь один сварочный процесс, например сварочный процесс «переноса холодного металла», далее названный как СМТ (Cold Metal Transfer) - процесс. Процесс сварки всегда запускается с разжигания электрической дуги 15, причем разжигание может происходить, например, посредством контактного зажигания или высокочастотного зажигания. Например, способ розжига для зажигания электрической дуги 15 осуществляется по известному из уровня техники Lift-Аrс-принципу4) или SFI (spatter free ignition) - процессом розжига. При этом сварочная проволока 13 с малым сварочным током непрерывно подается вперед до соприкосновения с обрабатываемой деталью 16, вслед за чем, после появления короткого замыкания изменяют направление подачи проволоки, и сварочная проволока 13 непрерывно отодвигается от обрабатываемой детали 16, так что при отводе сварочной проволоки 13 зажигают электрическую дугу 15, и в данном случае сварочная проволока 13 подается назад до предварительно определенного удаления от обрабатываемой детали 16. Вследствие этого происходит образование электрической дуги 15, благодаря чему теперь может быть запущен собственно сварочный процесс.
При только что описанном контактном разжигании является существенным, что электропроводящая сварочная проволока 13 также фактически контактирует с обрабатываемой деталью 16. Это распознает устройство управления 4 с помощью известной из уровня техники системы обнаружения короткого замыкания и на основание этого изменяет направление подачи сварочной проволоки 13.
Если все же шлак 42, который неэлектропроводен или плохо проводит электричество, находится на контактирующем конце сварочной проволоки 13, как изображено на фиг.2, то сначала шлак касается обрабатываемой детали 16, вследствие чего не может происходить электрического контактирования, и таким образом нет разжигания электрической дуги 15. Уже небольшое количество шлака 42, например, в форме шарика или купола на контактирующем конце сварочной проволоки 13 часто препятствует электрическому контактированию, а с ним и разжиганию. Известные способы для благоприятного разжигания электрической дуги 15, такие как образование возможно малого инициирующего поперечного сечения сварочной проволоки 13 в конце процесса сварки, не могут устранить эту проблему.
Причина состоит в том, что при окончании процесса сварки сварочную проволоку 13 перемещают назад, из ванны расплавленного металла 43, причем часть шлака 42, находящегося на поверхности ванны расплавленного металла 43, остается прилипшим на конце сварочной проволоки 13. Шлак 42 также может образоваться на конце сварочной проволоки 13, если в конце процесса сварки жидкотекучий конец сварочной проволоки затвердевает. Это часто происходит при сваривании стали, соответственно легированной стали. Таким образом, шлак 42 при запуске процесса сварки предотвращает или затрудняет розжиг электрической дуги 15, так как не осуществляется протекания тока от сварочной проволоки 13 к обрабатываемой детали 16. Поэтому и не обнаруживается короткое замыкание системой контроля за коротким замыканием, и сварочная проволока 13 транспортируется дальше в направлении обрабатываемой детали 16. Вследствие чего обрабатываемая деталь 16 в определенном случае может быть повреждена или даже деформирована. Это может быть предотвращено, например, посредством системы контроля тока электродвигателя механизма подачи проволоки 11, так как останавливается подача сварочной проволоки 13, если ток электродвигателя превышает заданную граничную величину для определенного промежутка времени. Это возможно, поскольку здесь усилие подачи проволоки и ток электродвигателя пропорциональны друг другу.
Для того чтобы теперь мог произойти повторный розжиг электрической дуги 15, контактирующий конец сварочной проволоки 13, а с ним налипший, неэлектропроводный шлак 42, например, должны быть удалены вручную или автоматизированно, или конец проволоки должен быть отрезан.
Следующим вариантом мог бы также быть изменен угол встречи сварочной проволоки 13 с обрабатываемой деталью 16, вследствие чего в определенном случае проводящая сварочная проволока 13 контактирует с обрабатываемой деталью 16 в краевой зоне шлака 42, обнаруживается короткое замыкание и благодаря перемене направления подачи сварочной проволоки 13 разжигается электрическая дуга 15. Необходимые для этого затраты на программирование робота-манипулятора, который направляет сварочную горелку 10, все же очень высоки.
Согласно изобретению теперь предусмотрено, что шлак 42 на конце сварочной проволоки 13 удаляется посредством соответствующего движения сварочной проволоки 13. При этом сварочная проволока 13 циклически, с большой скоростью подается вперед на заданный пробег и снова подается назад на меньший пробег, чем вперед. Отсюда следует повторяющееся, ударное контактирование облепленного шлаком 42, контактирующего конца сварочной проволоки 13 с обрабатываемой деталью 16, вследствие чего шлак 42 удаляется с конца сварочной проволоки 13 механическим силовым воздействием при соударении сварочной проволоки 13 с обрабатываемой деталью 16.
На фиг.3 соответствующий изобретению способ удаления шлака 42 с конца сварочной проволоки 13 во время СМТ-процесса сварки схематично изображен с помощью диаграмм 27-30, которые показывают изменение во времени сварочного напряжения U, сварочного тока I, скорости подачи проволоки и перемещения, соответственно, положения конца сварочной проволоки 13 относительно обрабатываемой детали 16.
При представленном способе сварки для управления и/или регулирования сварочного агрегата 1, соответственно, источника сварочного тока применяется плавящийся электрод или сварочная проволока 13. При этом происходит расплавление обрабатываемой детали 16 и сварочной проволоки 13 ионизированным плазменным столбом или электрической дугой 15, которая организуется (понимай, разжигается) между сварочной проволокой 13 и противоположным электрическим полюсом на обрабатываемой детали 16. Это происходит в фазе розжига 31, в которой осуществляется режим розжига, например, SFI-разжигание. Фаза розжига 31 запускается, например, таким образом, что пользователем нажимается клавиша на сварочной горелке 10, или это происходит автоматизированно.
Для того чтобы воспрепятствовать тому, что из-за шлака 42, налипающего на сварочную проволоку 13, электрическая дуга 15 в определенном случае не разжигается, осуществляется соответствующий изобретению процесс удаления шлака во временном интервале 47 режима розжига в начале фазы розжига 31.
При этом процессом удаления шлака сварочная проволока 13 не подается непрерывно к обрабатываемой детали 16, а перемещается вперед, следовательно, к обрабатываемой детали 16, с определенной частотой и снова перемещается обратно, и следовательно, удаляется от обрабатываемой детали 16. Сварочная проволока 13 при этом с большой скоростью подается вперед на заданный пробег и снова подается назад на меньший пробег, чем вперед, так что преобладает транспортирование сварочной проволоки 13 к обрабатываемой детали 16. При этом частота, с которой осуществляется возвратно-поступательное движение сварочной проволоки 13, находится предпочтительно между 50 Гц и 150 Гц. Разумеется, также можно использовать более низкие или более высокие частоты для процесса удаления шлака. Принципиально при этом следует заметить, что вместе с частотой определяется продолжительность процесса удаления шлака. Поэтому важны, в частности, более высокие частоты, так как вследствие этого продолжительность процесса существенно сокращается.
Таким образом, сварочная проволока 13 с быстро повторяющимся возвратно-поступательным движением, например, с установленной частотой 75 Гц, подается до соприкосновения с обрабатываемой деталью 16.
Итак, шлак 42, налипший на сварочную проволоку 13, касается обрабатываемой детали 16, как видно по моменту времени 44. К этому моменту времени, по причине неэлектропроводности шлака 42, короткое замыкание не обнаруживается устройством управления 4 или системой контроля за коротким замыканием, и сварочная проволока 13 соответственно, установленной частоте 75 Гц движется дальше, возвращаясь назад, и снова вперед. Отсюда следует, что сварочная проволока 13, которая транспортируется с соответствующим усилием подачи, периодически с определенной силой удара соударяется с обрабатываемой деталью 16. Наконец, шлак 42 удаляется с контактирующего конца сварочной проволоки 13, как представлено для момента времени 45, и устройство управления 4 может обнаружить короткое замыкание, как представлено для момента времени 46, и процесс удаления шлака закончен.
Таким образом производится переход тока со сварочной проволоки 13 на обрабатываемую деталь 16, вследствие чего инициируется разжигание электрической дуги 15 для следующего затем процесса сварки, соответственно режим розжига продолжается. С продолжением режима розжига также запускается, например, движение сварочной горелки 10 или обрабатываемой детали 16 при автоматизированном способе сварки и осуществляется сваривание. Разумеется, сварочная горелка 10 или обрабатываемая деталь 16 при удалении шлака 42 не выполняют перемещений, так что сохраняется запланированная или запрограммированная начальная точка для сваривания.
Быстро повторяющееся возвратно-поступательное движение сварочной проволоки 13 заканчивается, если с первым касанием сварочной проволоки 13 к обрабатываемой детали 16 обнаруживается короткое замыкание, и, следовательно, шлак 42 не налипает на контактирующий конец сварочной проволоки 13. Следовательно, в этом случае не осуществляется процесс удаления шлака, а только повторяющееся возвратно-поступательные движения сварочной проволоки 13 в начале режима розжига, который начинается процессом удаления шлака.
В только что описанном способе удаления шлака 42 преобладает транспортирование сварочной проволоки 13 к обрабатываемой детали 16. Таким же образом возможно также, что между моментами времени 44 и 46 не преобладает транспортирование сварочной проволоки 13 к обрабатываемой детали 16, а только, по существу, вперед вновь перемещается столько сварочной проволоки 13, сколько прежде было перемещено назад.
Это происходит, например, таким образом, что первое соприкосновение сварочной проволоки 13 с обрабатываемой деталью 16 обнаруживается системой контроля тока электродвигателя после того, как сварочная проволока 13 повторяющимся возвратно-поступательным движением была транспортирована к обрабатываемой детали 16. При этом контролируются токи электродвигателя или электродвигателей, которые или которые подают сварочную проволоку 13 от питающего барабана 14 в сварочную горелку 10 или к обрабатываемой детали 16.
Если системой контроля тока электродвигателя через известное время или определенный промежуток времени обнаруживается или замеряется повышенный ток электродвигателя, то шлак 42 препятствует короткому замыканию между обрабатываемой деталью 16 и сварочной проволокой 13. Для удаления шлака 42 подача сварочной проволоки 13 изменяется теперь таким образом, что при быстро повторяющемся возвратно-поступательном движении, по существу, при движении прямой подачи сварочная проволока 13 перемещается настолько, насколько она перемещается при движении обратной подачи. Вследствие этого удаляется шлак 42 на контактирующем конце сварочной проволоки 13, а также существенно снижается опасность деформации обрабатываемой детали 16 или сварочной проволоки 13 по причине повторяющегося соударения сварочной проволоки 13 с обрабатываемой деталью 16.
Таким образом процесс удаления шлака заканчивается с обнаружением короткого замыкания и режим розжига может быть продолжен.
Разумеется, также возможен способ удаления шлака 42, при котором сварочная проволока 13 непрерывно подается вперед до первого соприкосновения с обрабатываемой деталью 16. Если устройство управления 4 после отсчета заданного времени не обнаруживает короткого замыкания или ток электродвигателя через известное время поднимается выше заданной величины, то есть шлак 42 находится на контактирующем конце сварочной проволоки 13, режим розжига прерывается и начинается процесс удаления шлака. При этом процесс удаления шлака происходит все же во временном интервале 47 во время режима розжига (не изображено), который снова запускается манипуляцией с клавишей.
Быстро повторяющееся возвратно-поступательное движение сварочной проволоки 13 осуществляется, например, с установленной частотой 75 Гц. Если устройство управления 4 или система контроля за коротким замыканием после серии отдельных соприкосновений сварочной проволоки 13 с обрабатываемой деталью 16 обнаруживает короткое замыкание, то шлак 42 был успешно удален и начинается процесс сварки или продолжается режим розжига.
Процесс удаления шлака может быть внедрен, разумеется, для всех известных способов розжига, как, например, и для высокочастотного разжигания.
Например, процесс удаления шлака при высокочастотном разжигании производится таким образом, что перед высокочастотным разжиганием производится процесс удаления шлака (не изображено). Если процесс удаления шлака заканчивается, то, соответственно, позиционируется сварочная проволока 13 и запускается режим розжига. В соответствии с высокочастотным разжиганием, электрическая дуга 15 бесконтактно разжигается высокочастотным импульсом.
Для того чтобы во время процесса удаления шлака мог быть почти полностью исключен розжиг электрической дуги 15, сварочный ток I понижается, предпочтительно, до малой величины, например, менее 10 А. Таким образом, даже к моменту времени 45, когда удаляется шлак 42, обеспечено, что сварочная проволока 16 не пригорает к обрабатываемой детали 16 или при последующем возвратном движении сварочной проволоки 13 ошибочно разжигается электрическая дуга 15. После окончания процесса удаления шлака, сварочный ток I опять повышается до первоначально установленного сварочного тока I, так что последующий режим розжига или последующий процесс сварки могут быть проведены без ограничений.
Процесс удаления шлака может быть ограничен, например, и по времени, так как процесс удаления шлака поглощает излишне много времени, если шлак 42 не может быть отделен посредством возвратно-поступательного движения или соприкосновений с обрабатываемой деталью 16. При этом запускается отсчет времени, как только шлак 42, налипший на контактирующем конце сварочной проволоки 13, в первый раз касается обрабатываемой детали 16. Это обнаруживается уже описанной системой контроля тока электродвигателя.
Разумеется, с помощью соответствующего изобретению процесса удаления шлака может быть не только удален шлак 42, налипающий на контактирующий конец сварочной проволоки 13, но в определенном случае и шлак, налипший на обрабатываемую деталь 16. В этом случае таким же образом задерживается розжиг электрической дуги 15, причем шлак 42 с обрабатываемой детали 16 удаляется в соответствии с описанным выше процессом удаления шлака. При этом, естественно, может случиться также, что шлак 42 удаляется одновременно с контактирующего конца сварочной проволоки 13, а также с обрабатываемой детали 16.
После того как в данном случае все же был проведен процесс удаления шлака во время режима розжига и режим розжига был закончен, следует собственно процесс сварки.
После розжига электрической дуги 15, например, с помощью SFI-процесса розжига, производится обратная подача сварочной проволоки 13 от обрабатываемой детали 16 до верхней «мертвой» точки 32, пока не будет достигнуто определенное расстояние 33 и/или отсчитан определенный промежуток времени. Ток во время фазы розжига 31 в одной или нескольких ступенях ограничен таким образом, что не может происходить плавления сварочной проволоки 13.
После розжига электрической дуги 15 или достижения расстояния 33, перед собственно процессом сварки могут быть проведены первая короткая фаза стабилизации 34 с повышенным подводом энергии (как изображено штриховыми линиями) в течение определенного промежутка времени и затем процесс сварки, построенный циклически повторяющимися фазами процесса сварки. Это имеет то преимущество, что посредством этой короткой фазы стабилизации 34 с большим подводом энергии организовывается стабилизация электрической дуги 15 и/или нагревание обрабатываемой детали 16 или ванны расплавленного металла. Кроме того, посредством процесса розжига нагревается сварочная проволока 13 и последующий процесс сварки может начинаться с подогретой сварочной проволокой 13, вследствие чего существенно улучшается качество сварки.
После фазы розжига 13 или фазы стабилизации 34, до момента времени 35 производится собственно процесс сварки, причем производится, например, сварочный процесс «переноса холодного металла» (Cold Metal Transfer - СМТ), который описывается лишь вкратце.
При СМТ-процессе сварочная проволока 13 в фазе процесса, обозначенной как фаза электрической дуги 16, подается вперед до соприкосновения с обрабатываемой деталью 16. В фазе существования 36 электрической дуги происходит расплавление сварочной проволоки 13, так что на конце сварочной проволоки появляется капля 37. Сварочный ток и/или сварочное напряжение в фазе существования 36 электрической дуги регулируются таким образом, что не происходит отделения капли и к моменту времени 38 возникает короткое замыкание, которое начинается в фазе появления 39 короткого замыкания. В фазе появления 39 короткого замыкания изменяется направление подачи проволоки, так что сварочная проволока 13 до выявления короткого замыкания, то есть образования электрической дуги 15, и/или определенного расстояния 33 и/или отсчета определенного промежутка времени, подается назад. К моменту времени 35 снова возникает фаза существования 36 электрической дуги, вслед за чем снова меняется направление движения сварочной проволоки 13 в верхней «мертвой» точке 32 и сварочная проволока 13 перемещается в направлении обрабатываемой детали 16.
Сварочная проволока 13 подвергается, следовательно, во время процесса сварки колебательному движению с определенной частотой перемещения, которая соответствует количеству коротких замыканий в секунду. Например, частота перемещений составляет 75 Гц, из чего получаются, следовательно, 75 коротких замыканий в секунду. При этом механизм подачи проволоки 11 управляется командами, по существу, так, что в фазе появления 39 короткого замыкания производится отрицательный сигнал, соответственно, обратная подача сварочной проволоки 13, а затем организуется электрическая дуга 15, а положительный сигнал, соответственно, прямая подача сварочной проволоки 13 в направлении обрабатываемой детали 16 производится в фазе существования 36 электрической дуги, в которой происходит накаливание, соответственно, расплавление сварочной проволоки 13 для образования капли. Управление направлением перемещения сварочной проволоки 13 также не должно безусловно коррелироваться с наступлением фазы существования 36 электрической дуги или фазы появления 39 короткого замыкания, так как фаза существования 36 электрической дуги может производиться посредством целенаправленного подвода энергии через регулирование уровня тока в сварочном контуре, например, уже во время обратной подачи сварочной проволоки 13. То есть и при уже имеющейся электрической дуге 15 сварочная проволока 13 может быть далее подана до определенного момента времени или расстояния от обрабатываемой детали 16.
Отделение капли происходит таким образом, что после достижения «мертвой» точки 32 происходит движение вперед сварочной проволоки 13 до соприкосновения присадочного материала с обрабатываемой деталью 16, в частности, с ванной расплавленного металла. Вследствие поверхностного натяжения капли 37 на сварочной проволоке 13 и в ванне расплавленного металла или других известных воздействующих физических эффектов, она отделяется от сварочной проволоки 13. Обратное движение сварочной проволоки 13 способствует повторному розжигу электрической дуги 15. Для поддержания отделения капли, естественно, может быть проведено повышение, в частности, импульсное повышение сварочного тока I в фазе появления 39 короткого замыкания (не изображено). Для продолжительности СМТ-процесса в показанном примере исполнения периодически меняются фаза существования 36 электрической дуги и фаза появления 39 короткого замыкания.
Из фиг.3 также видно, что напряжение U или ток I с прохождением момента времени 35 поднимаются на первый уровень. При необходимости этот уровень может быть закреплен как рабочий уровень, который во время всей фазы существования 36 электрической дуги и фазы появления 39 короткого замыкания остается постоянным или идет по профилю процесса сварки. Как следует из диаграммы 28, сварочный ток I имеет, предпочтительно, первый участок - рабочего тока 40, и, по меньшей мере, следующий участок - основного тока 41, который обеспечивает надежный повторный розжиг электрической дуги 15.
Основной ток 41 предпочтительно сравнительно мал относительно рабочего тока 40, причем ампераж (сила тока) рабочего тока 40 может быть, например, в 1,5 - 10 раз, в частности, в 4 - 8 раз, больше, чем ампераж (сила тока) основного тока 41. Основной ток может составлять, например, от 5 А до 50 А, в частности, от около 10 А до 30 А, тогда как рабочий ток 40 может составлять, например, от 50 А до 500 А.
На другие технологические подробности СМТ-процесса здесь детально не обращается внимания, так как для процесса сварки с постоянной и меняющейся полярностью сварочного тока на сварочной проволоке 13 или обрабатываемой детали 16 это уже известно из уровня техники.
Разумеется, процесс удаления шлака также может быть осуществлен в конце сварного шва, выполненного с помощью соответствующего процесса сварки, или в конце выполненной обрабатываемой детали 16, состоящей из нескольких сварных швов. Таким образом, шлак 42 отделяется от контактирующего конца сварочной проволоки 13, и благодаря этому обеспечивается надежный розжиг электрической дуги 15 в начале следующего сварного шва на обрабатываемой детали 16.
Изобретение относится к способу сварки обрабатываемой детали плавящейся проволокой (13). Способ сварки включает процесс удаления шлака на конце сварочной проволоки (13), зажигание сварочной дуги (15) между сварочной проволокой (13) и обрабатываемой деталью (16) и сварку с подачей сварочной проволоки (13) механизмом (11) подачи сварочной проволоки в направлении обрабатываемой детали (16). С началом процесса удаления шлака сварочный ток (I) понижают до минимума. В процессе удаления шлака сварочную проволоку (13) повторяющимся возвратно-поступательным движением циклически перемещают с заданным пробегом в направлении обрабатываемой детали (16) и на меньший пробег, чем пробег в направлении детали, от обрабатываемой детали (16) до тех пор, пока системой контроля за коротким замыканием не обнаружат короткое замыкание между сварочной проволокой (13) и обрабатываемой деталью (16), на котором заканчивают процесс удаления шлака. В результате обеспечивается надежный поджиг электрической дуги. 9 з.п. ф-лы, 3 ил.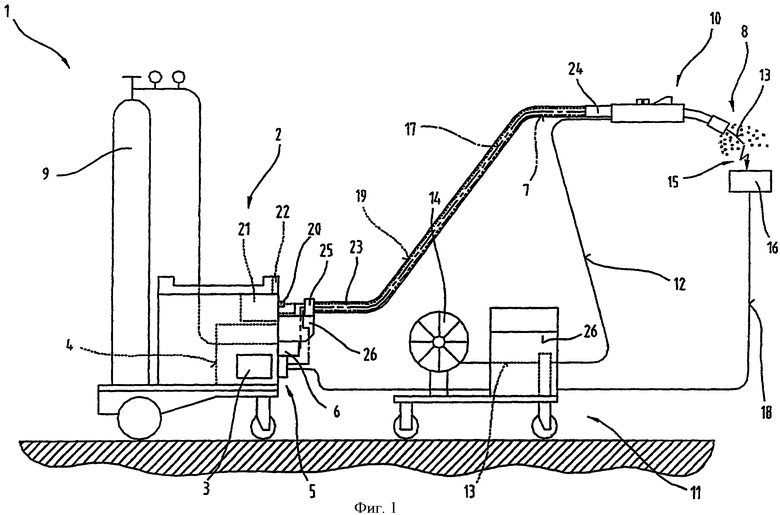
1. Способ сварки обрабатываемой детали (16), плавящейся сварочной проволокой (13), включающий процесс удаления шлака (42) на конце сварочной проволоки (13), зажигание сварочной дуги (15) между сварочной проволокой (13) и обрабатываемой деталью (16) и сварку с подачей сварочной проволоки (13) механизмом (11) подачи сварочной проволоки в направлении обрабатываемой детали (16), отличающийся тем, что с началом процесса удаления шлака сварочный ток (I) понижают до минимума, и в процессе удаления шлака сварочную проволоку (13) повторяющимся возвратно-поступательным движением циклически перемещают с заданным пробегом в направлении обрабатываемой детали (16) и на меньший пробег, чем пробег в направлении детали, от обрабатываемой детали (16) до тех пор, пока системой контроля за коротким замыканием не обнаружат короткое замыкание между сварочной проволокой (13) и обрабатываемой деталью (16), на котором заканчивают процесс удаления шлака.
2. Способ по п.1, отличающийся тем, что процесс удаления шлака производят во временном интервале (47) в начале режима зажигания электрической дуги (15).
3. Способ по п.1, отличающийся тем, что процесс удаления шлака производят во временном интервале (47) в течение режима зажигания электрической дуги (15).
4. Способ по п.1, отличающийся тем, что процесс удаления шлака производят во временном интервале (47) перед режимом зажигания электрической дуги (15).
5. Способ по п.4, отличающийся тем, что после удаления шлака (42) электрическую дугу (15) зажигают посредством режима зажигания, при котором на сварочную проволоку (13) подают сварочный ток (I) менее 10А и непрерывно перемещают ее в направлении обрабатываемой детали (16) для соприкосновения с обрабатываемой деталью (16), а после появления короткого замыкания направление подачи проволоки изменяют и сварочную проволоку (13) непрерывно отводят от обрабатываемой детали (16), причем при отводе сварочной проволоки (13) зажигают электрическую дугу (15).
6. Способ по п.1, отличающийся тем, что контролируют ток электродвигателя механизма подачи проволоки (11) для обнаружения, по меньшей мере, первого соприкосновения сварочной проволоки (13) с обрабатываемой деталью (16).
7. Способ по п.6, отличающийся тем, что соприкосновение сварочной проволоки (13) обнаруживают по превышению заданной граничной величины тока электродвигателя в течение определенного промежутка времени.
8. Способ по п.1, отличающийся тем, что циклическое, повторяющееся возвратно-поступательное движение сварочной проволоки (13) для удаления шлака (42) осуществляют с установленной частотой от 50 до 150 Гц.
9. Способ по п.8, отличающийся тем, что циклическое, повторяющееся возвратно-поступательное движение сварочной проволоки (13) для удаления шлака (42) осуществляют с частотой, которая соответствует частоте перемещения сварочной проволоки (13) во время настроенного процесса сварки.
10. Способ по п.1, отличающийся тем, что по окончании процесса удаления шлака сварочный ток повышают до величины, требуемой для последующего режима зажигания сварочной дуги.
| JP 2000153358 A, 06.06.2000 | |||
| JP 4143074 A, 18.05.1992 | |||
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С ИМПУЛЬСНОЙ МОДУЛЯЦИЕЙ ТОКА | 2004 |
|
RU2268809C1 |
| Модификатор для флотации калийсодержащих руд | 1977 |
|
SU668711A1 |

