Изобретение относится к области отделочной обработки отверстий.
Известны хонинговальные головки с режущими брусками, перемещаемыми в радиальRO.M направлении под воздействием конусной иглы.
Все конструкции хонинговальных головок основаны на том, что в процессе хонингования режущий брусок не выходит из обрабатываемого отверстия полностью, а лищь па Vs длины бруска с каждой стороны. При выходе бруска из отверстия уменьшается режущая часть бруска,, участвующая в работе, и увеличиваются радиальные удельные давления бруска па оставщейся рабочей части, что приводит к неравномерному износу брусков и неравномерному съему металла но всей длпне отверстия. Поэтому величиной выхода брусков регулируют геометрию обрабатываемого отверстия. Кроме того, ограничение в выходе брусков из отверстия уменьшает длппу хода головкн и соответственно уменьшает скорость продольной возвратно-поступательной подачи из-за инерционности шпинделя станка. При ограниченном выходе бруска из отверстия большая часть его остается в контакте с обрабатываемой поверхностью, что приводит к накоплению п росту тепла, оказываюп1,его вредное действпе па работоспособность инструмента,
особенно ал.мазпых режущих зерен, имеющих невысокую теплостойкость.
При обработке двух разобщенных отверстий обычно применяется хонпнговальная головка с двухрядным расноложе П1ем брусков, чтобы сохранпть те же условия соотношепия длины брусков п частичного вы.хол;) п.х из обрабатываемых отверстий. Одпако двухрядные головки и.меют существенные недостатки:
а)вследствие неоднородности качества режущих брусков и колебания нрипуска в каждом отверстии трудно обеснечить одннаковый размер обоих отверстий, и. соосность i размерную точность после хон1 нговапня;
б)нри двухрядном расположении брусков длина хода головки огранич 1вается длино; обрабатываемого отверстия, поэтому хонингование нрпходится вести на коротких ходах головки с .малыми продольными подачами (из-за инерциопности шппиделя), что неизбежно приводит к снпженпю произведительиост.
Предлагаемая хонипговальпая i-оловка o6t-снечивает возмоичность хонннгованпя с iio.iиым выходом брусков из отверстия и сохранение постоянного удельного давления режущих брусков на обрабатываемую поверхност1, что повышает производительпость и точпость хопинговапия и увеличивает срок службы брусков. Кроме того, предлагаемая головка позволяет производить хонппгова1 ие одпорядкой головкой двух разобщенных отверстий с целью более эффективного исправления несоосности этих отверстий и повышения производительности их обработки. Это достигается тем, что режущие бруски выполнены с нижними и верхними направляющими участками, изготовленными из неабразивного материала. Режущая и направляющие пластины закрепляются на одной металлической дерл ;авке, образуя единый режуще-направляющий брусок. Благодаря этому при выходе режущей части бруска из отверстия в него входит направляющий участок бруска - этим сохраняется постоянная длина контакта бруска с поверхностью отверстия и сохраняется удельное давление резания. При хонинговании двух разобщенных отверстий благодаря направляющим участкам бруски находятся одновременно в контакте с поверхностя.ми двух отверстий.
Поскольку при хонинговании режущие бруски самозатачиваются -ребешками шероховатой обрабатываемой новерх 1ости, с целью обеспечения равномерного износа режущего и направляющих участков бруска последние выполнены из материала, иснользуемого в качестве связки в режущих брусках (бронзы, нластмассы и др.) и имеет форму равнобедренной трапеции с уменьшением щирины бруска от середины к концам.
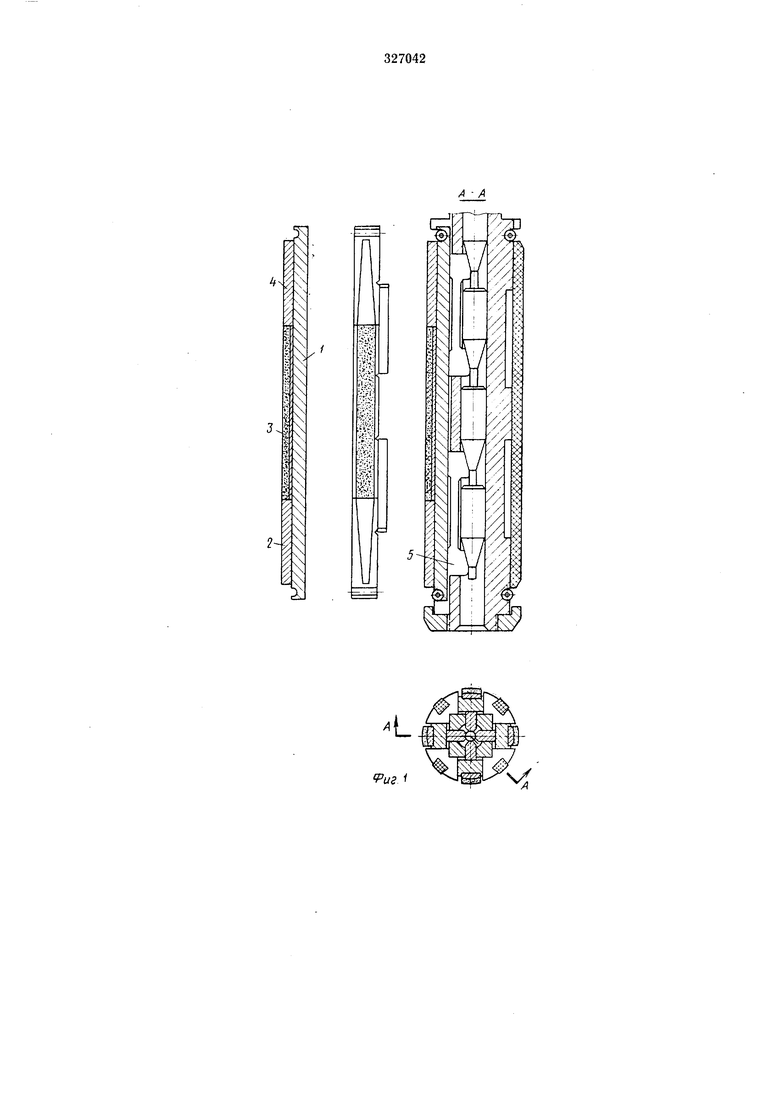
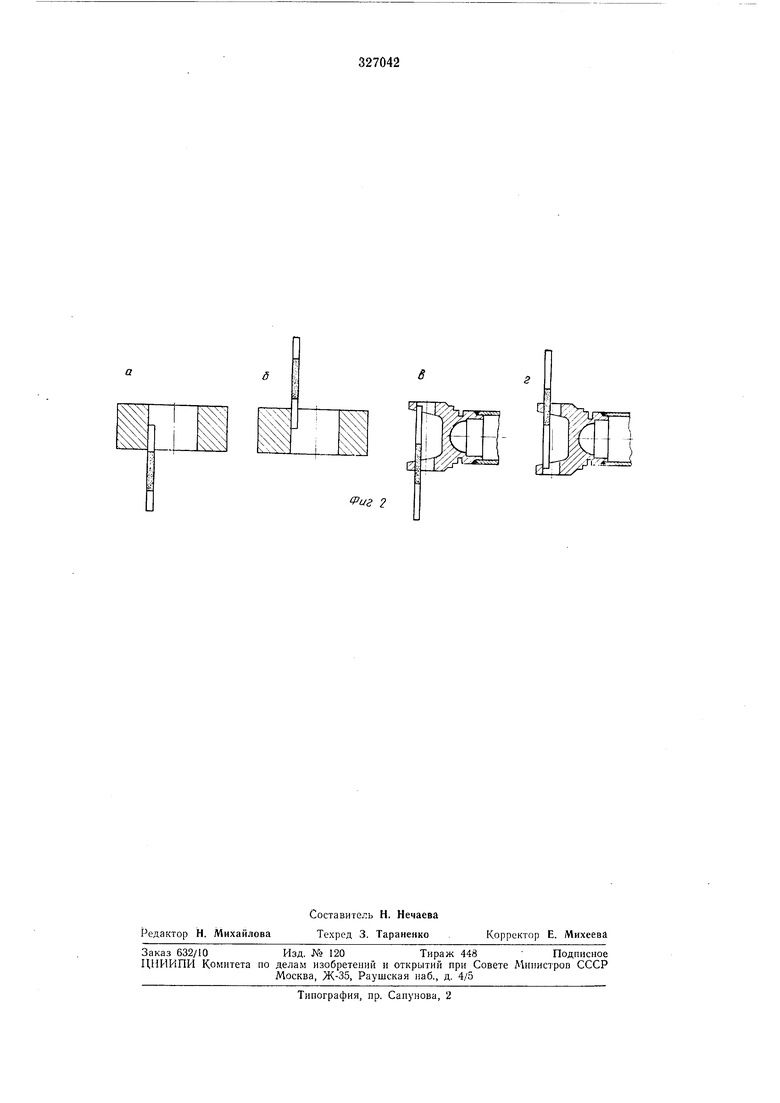
На фиг. 1 показана конструкция режущенанравляющего бруска; на фиг. 2 - схема настройки хонголовки.
Брусок нредставляет собой металлическую державку /, на которой закренляется припаиванием или приклеиванием нижняя нанравляющая пластина 2, режущая пластина 3 и верхняя направляющая пластина 4. Длнна направляющих пластин 2 4 выбирается такой, чтобы при полном выходе режущего бруска из отверстия часть нанравляющего бруска оставалась в обрабатываемом отверстии. Все три пластины после закрепления на державке
шлифуются в сборе на оправке и доводятся до размера, соответствующего диаметру обрабатываемого отверстия. Таким образом, все пластины после шлифования образуют единый режуще-нанравляющий брусок.
Державка /, несущая нластины 2, 3 vi 4, имеет конусные нодпятники 5, сидящие на соответствующих конусах раздвижного щтока. Этим обеспечивается равномерное усилие разжатия бруска по всей длине режущего и нанравляющих участков.
В процессе хонингования головка соверщает вращательное и возвратно-поступательное движение. Хонинговальные бруски находятся
под носгоянным радиальным натягом нод действием клинового разжима. При каждом ходе головки вниз режущий участок брусков полностью проходит через обрабатываемое отверстие и останавливается в крайнем нижнем
положении перед реверсированием в момент, когда -верхний направляющий участок бруска остается примерно на /з длины отверстия (см. фнг. 2, о). В крайнем верхнем положении головки в нижнем отверстнн соответственно
остается ниж)ий нанравляющнй участок бруска (см. фиг. 2,6). При обработке двух разобщенных отверстий схема настройки остается такой же (см. 2, а и г). Таким образом, при поступательно-вращательных движениях головки бруски никогда не выходят из обрабатываемого отверстия.
Предмет изобретения
Хонинговальная головка с брусками, неремещаемыми в радиальном направлении под воздейсгвием конусной иглы, отличающаяся тем, что, с целью обеснечения соосности и постоянного удельного давления брусков на обрабатываемую поверхность нри обработке разобщенных отверстий, режущие бруски вынолнены с нижними и верхними направляющими участками.
рЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Абразивный хонинговальный брусок | 1979 |
|
SU770771A1 |
| Устройство для горизонтального хонингования отверстий | 1980 |
|
SU973320A1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 1998 |
|
RU2146594C1 |
| СПОСОБ ХОНИНГОВАНИЯ КОНИЧЕСКИХ ОТВЕРСТИЙ | 2004 |
|
RU2270747C1 |
| Хонинговальная головка | 1990 |
|
SU1776546A1 |
| Устройство для наружного хонингования пакетов поршневых колец | 1980 |
|
SU1024242A1 |
| СПОСОБ ХОНИНГОВАНИЯ ГЛУХИХ ОТВЕРСТИЙ | 2007 |
|
RU2348500C1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА ДЛЯ ОБРАБОТКИ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2004 |
|
RU2267394C1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА УНИВЕРСАЛЬНАЯ | 2018 |
|
RU2744127C2 |
| СПОСОБ ХОНИНГОВАНИЯ ГЛУХИХ ОТВЕРСТИЙ | 2007 |
|
RU2344921C1 |
иг 2
