Изобретение относится к области технологии машиностроения и может быть использовано для чистовой и финишной обработки точных глубоких как цилиндрических, так и конических отверстий, повысить точность обработки и расширить технологические возможности инструмента и процесса хонингования точных глубоких отверстий.
Известна хонинговальная головка для обработки глубоких конических отверстий ав. св. СССР №1713785, содержащая корпус, в пазах которого размещены колодки с хонинговальными брусками, установленные с возможностью взаимодействия с раздвижным валом для осуществления радиального возвратно-поступательного движения хонинговальных брусков.
Недостатками известной хонинговальной головки являются то, что она предназначена для обработки только конического отверстия и одного угла конусности, для которого она изготовлена, а для осуществления радиальной подачи брусков по мере съема металла дополнительно требуется специальный механизм подачи.
Технический результат - повышение точности обработки и расширение технологических возможностей инструмента при обработке глубоких отверстий.
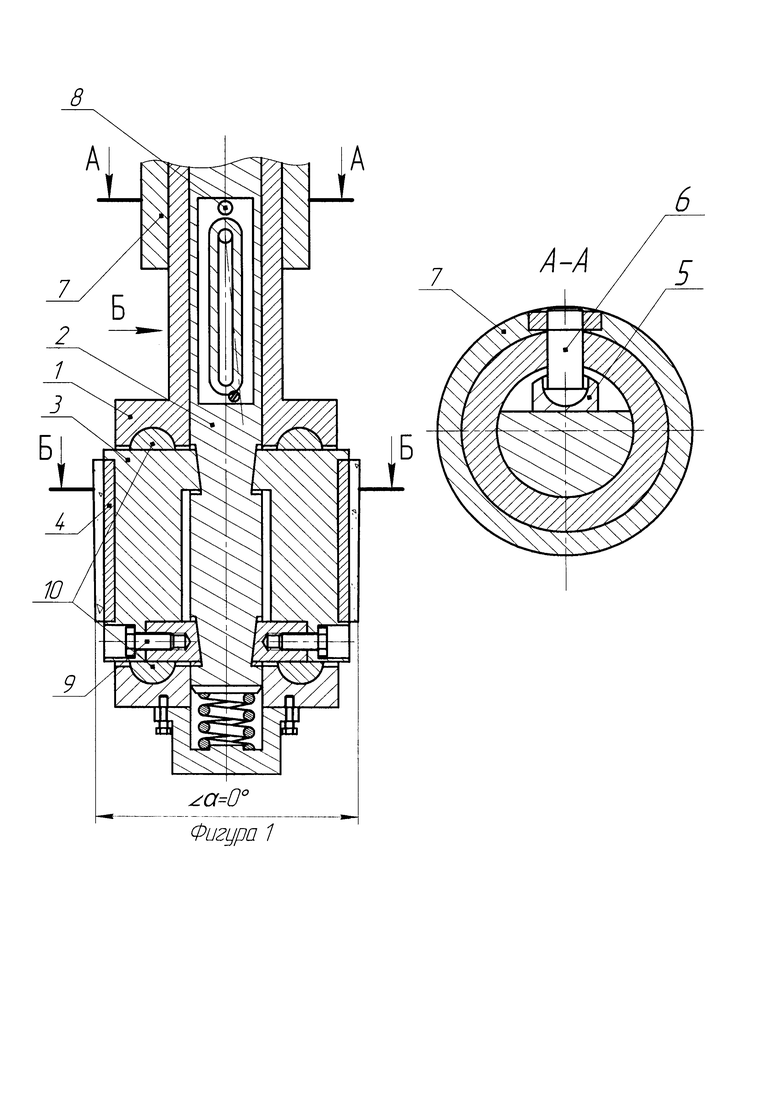
Представленная конструкция хонинговальной головки предназначена для обработки как цилиндрических, так и конических глубоких отверстий, так как угол конусности обрабатываемого отверстия «α» может регулироваться от ɑ=0° до α=5°-8° в зависимости от длины отверстия.
Таким образом, при настройке хонинговальной головки на α=0° осуществляется обработка цилиндрических отверстий, а при настройке инструмента на угол больше нуля (α>0°) путем поворота направляющей рейки, осуществляется обработка конических отверстий с заданным углом конусности.
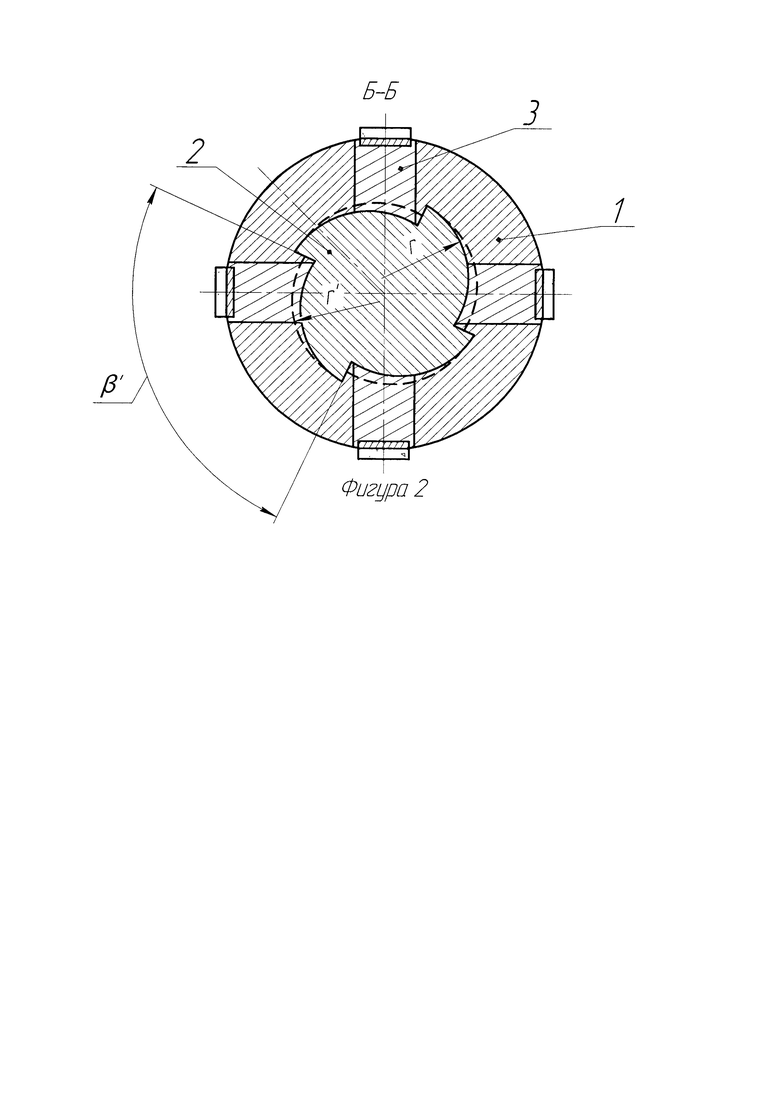
Для реализации поставленной цели предлагается конструкция хонинговальной головки, состоящая из корпуса 1, в центральное отверстие которого помещен раздвижной вал 2, взаимодействующий с колодками 3, несущими на себе бруски 4 и размещенными в пазах корпуса 1 по окружности. При этом раздвижной вал 2 и колодки 3 взаимодействуют между собой по спиральным криволинейным рабочим поверхностям, выполненным на валу наклонно в одну сторону вдоль оси последнего.
Для сообщения колодкам 3 с брусками 4 радиального возвратно-поступательного движения головка снабжена втулкой 7, вращающейся совместно с головкой.
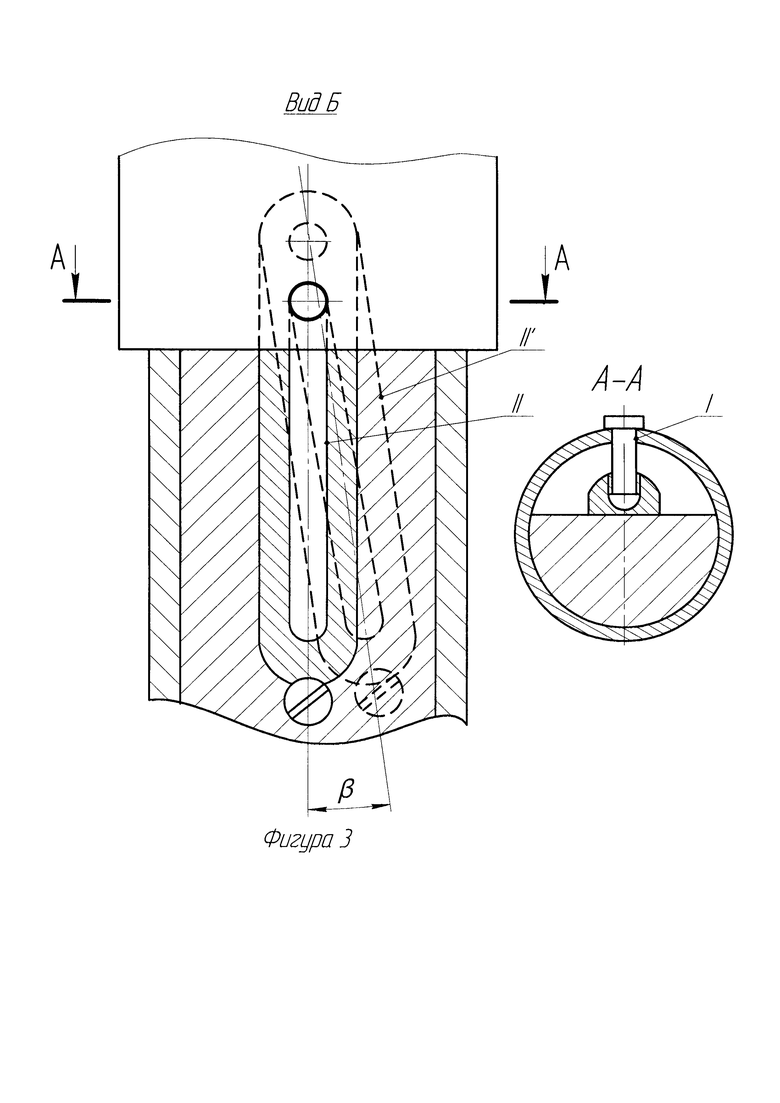
На хвостовой части корпуса 1 выполнен продольный сквозной паз I, а на хвостовой части 8 раздвижного вала выполнена лыска, на поверхности которой установлена направляющая рейка 5 с продольным сферическим пазом II. При этом сквозной паз корпуса 1 и сферический паз направляющей рейки 5 параллельно расположены соответственно друг над другом, в которые своим свободным концом входит ролик 6, закрепленный на втулке 7, вращающейся вместе с корпусом.
Причем на поверхности хвостовой части вала 2 направляющая рейка 5 одним концом шарнирно посажена на палец с возможностью поворота вокруг оси последнего и с жесткой фиксацией на другом конце.
Для обработки конусного отверстия, с целью настройки инструмента на заданный угол конусности, одна из опор каждой из колодок 3 выполнена с возможностью регулирования по высоте с помощью штыря 9, что требуется для обеспечения параллельности режущих поверхностей брусков с образующей обрабатываемого конусного отверстия.
При этом по торцам колодки опираются на сухарики 10, шарнирно установленные в пазах корпуса 1.
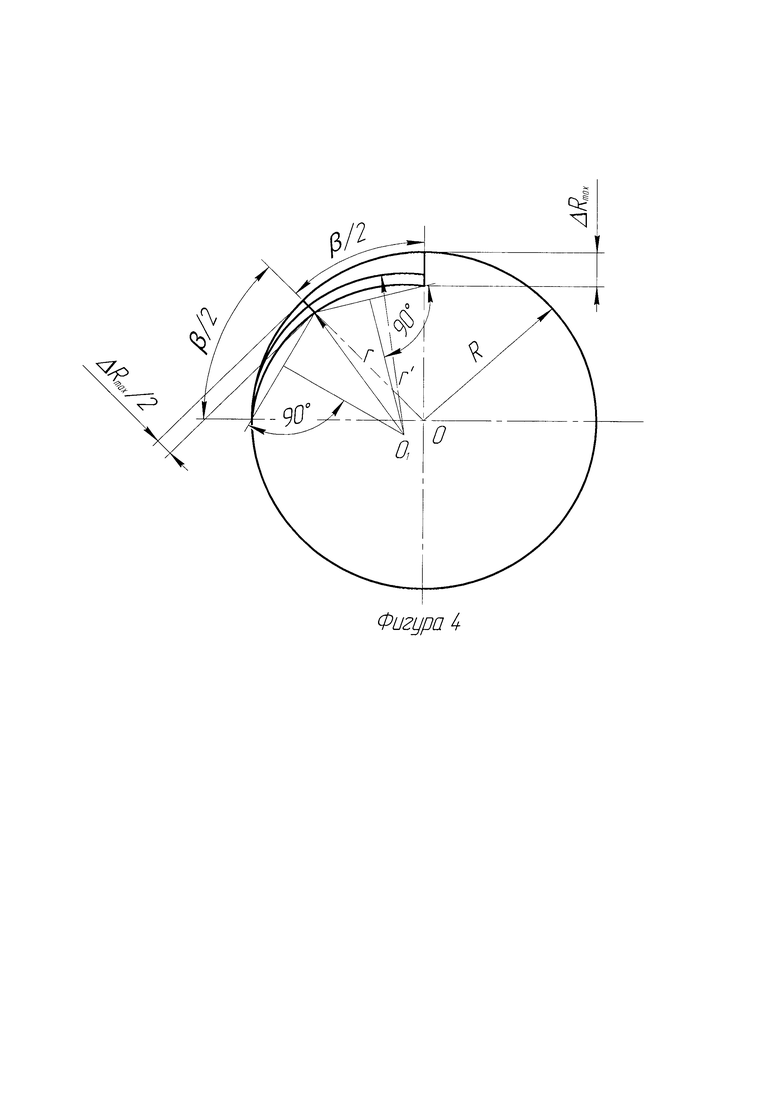
Для достижения заданного угла конусности «α» отверстия угол Δβ поворота вала 2 при каждой единице длины ΔL - осевого перемещения головки, должен быть таким, чтобы отношение единицы ΔR - радиального перемещения колодок с брусками относительно оси обработки к величине осевого хода инструмента ΔL, равнялось ΔR/ΔL=tg α, где α - заданный угол конусности обрабатываемого отверстия.
На фигуре 1 представлена хонинговальная головка, продольный разрез; на фигуре 2 - разрез по Б-Б на фигуре 1; на фигуре 3 - вид Б на фигуре 1; на фигуре 4 - схема обработки криволинейной рабочей поверхности раздвижного вала.
Хонинговальная головка работает следующим образом.
Перед началом работы каждый новый комплект алмазных хонинговальных брусков шлифуется в сборе с головкой в цилиндрическом положении, то есть когда сферический паз направляющей рейки 5 параллелен продольному пазу на хвостовой части корпуса 1. Затем головка устанавливается в шпиндель станка и вводится в обрабатываемое отверстие и устанавливается длина возвратно-поступательного хода инструмента с учетом перебегов брусков за края обрабатываемого отверстия, но не более длины пазов I и II. Затем хонинговальной головке сообщается вращательное и возвратно-поступательное движение соответственно вокруг и вдоль оси обрабатываемого отверстия от шпинделя станка, а втулка 7 с роликом 6 при этом осуществляют только лишь вращательное движение совместно с головкой. При этом ролик 6 совершает возвратно-поступательное движение в сквозном пазу корпуса 1, а шаровой наконечник - по сферическому пазу направляющей рейки 5, и тем самым приводит раздвижной вал 2 в возвратно-вращательное движение в отверстии корпуса 1.
Полученное возвратно-вращательное движение вала 2 сообщает колодкам 3 с брусками 4 радиальное возвратно-поступательное движение для компенсации изменения диаметра конусного отверстия при осевом перемещении головки в обрабатываемом отверстии.
Радиальная подача брусков по мере съема металла, в отличие от известной хонинговальной головки, осуществляется осевым перемещением раздвижного вала от штока привода подач станка.
После завершения обработки шпиндель станка выключается, и поднятием вверх шпинделя инструмент выводится из обрабатываемого отверстия.
Процесс считается завершенным после удаления всех следов обработки предшествующей операции и достижения требуемого размера и геометрической формы обрабатываемого отверстия.
Таким образом, хонинговальная головка, снабженная раздвижным валом и регулируемой направляющей рейкой относительно оси инструмента с выполненным на ней сферическим пазом, приводящим колодки с брусками в радиальное возвратно-поступательное перемещение за счет собственного возвратно-вращательного колебания в отверстии корпуса от возвратно-поступательного движения хонинговальной головки в обрабатываемом отверстии, позволяет повысить точность обработки глубоких цилиндрических отверстий, а также конических отверстий с различной конусностью путем изменения угла β (Фигура 3) между осями пазов I и II и расширить технологические возможности инструмента и процесса хонингования глубоких отверстий.
| название | год | авторы | номер документа |
|---|---|---|---|
| Хонинговальная головка | 1989 |
|
SU1713785A1 |
| Хонинговальная головка для обработки конических отверстий | 1983 |
|
SU1085786A1 |
| Хонинговальная головка | 1977 |
|
SU715304A1 |
| Хонинговальная головка для обработки конических отверстий | 1988 |
|
SU1611709A1 |
| Хонинговальная головка | 1979 |
|
SU846246A1 |
| Хонинговальная головка для обработки конических отверстий | 1972 |
|
SU437610A1 |
| Хонинговальная головка | 1979 |
|
SU856768A1 |
| Устройство для хонингования | 1986 |
|
SU1419868A1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 1996 |
|
RU2108902C1 |
| Хонинговальная головка | 1985 |
|
SU1310177A1 |
Изобретение относится к области машиностроения и может быть использовано для чистовой и финишной обработки отверстий. Корпус хонинговальной головки имеет в хвостовой части продольный сквозной паз, в который входит ролик с шарообразным наконечником. По окружности корпуса расположены пазы, в которых размещены колодки с хонинговальными брусками, взаимодействующие с раздвижным валом. Вал выполнен с криволинейной рабочей частью в поперечном сечении с наклоном в одну сторону для осуществления подачи и имеет лыску на хвостовой части. На лыске размещена направляющая рейка с продольным пазом. В пазу рейки расположен ролик. Рейка имеет возможность поворота и фиксации в поперечном направлении с обеспечением заданного угла между осями сквозного паза на хвостовой части корпуса и в направляющей рейке. Одна из опорных поверхностей каждой колодки выполнена с возможностью регулирования заданного угла конусности по ее высоте посредством подвижного в радиальном направлении штыря. Колодки своими торцами опираются на сферические сухарики, шарнирно установленные в пазах корпуса. В результате обеспечивается повышение точности обработки и расширение технологических возможностей инструмента. 4 ил.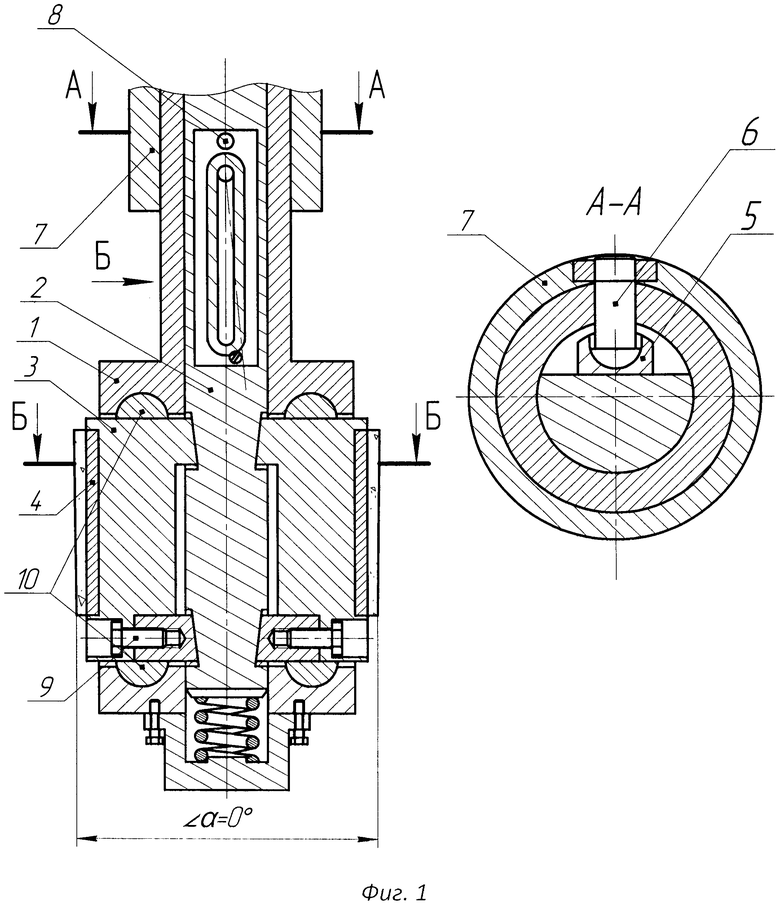
Хонинговальная головка, содержащая корпус, имеющий продольный сквозной паз в его хвостовой части, в который входит ролик, и выполненные по окружности пазы, в которых размещены колодки с хонинговальными брусками, установленные с возможностью взаимодействия с раздвижным валом, выполненным цилиндрическим с криволинейной рабочей частью в поперечном сечении с наклоном в одну сторону для осуществления подачи и имеющим на хвостовой части направляющую рейку, отличающаяся тем, что раздвижной вал выполнен с лыской на хвостовой части, а направляющая рейка – с продольным пазом, в котором размещен упомянутый ролик, выполненный с шарообразным наконечником, причем направляющая рейка расположена на лыске раздвижного вала с возможностью поворота и фиксации в поперечном направлении с обеспечением заданного угла β между осями пазов на хвостовой части корпуса и в направляющей рейке раздвижного вала, при этом одна из опорных поверхностей каждой колодки выполнена с возможностью регулирования заданного угла конусности по ее высоте посредством подвижного в радиальном направлении штыря, а колодки своими торцами опираются на сферические сухарики, шарнирно установленные в пазах корпуса.
| Хонинговальная головка | 1989 |
|
SU1713785A1 |
| Хонинговальная головка | 1977 |
|
SU649556A1 |
| Устройство для хонингования конического отверстия | 1984 |
|
SU1154078A1 |
| DE 102014000476 A1, 15.01.2015. | |||

